IPC-7095D-CHINESE NP 2019.pdf - 第113页
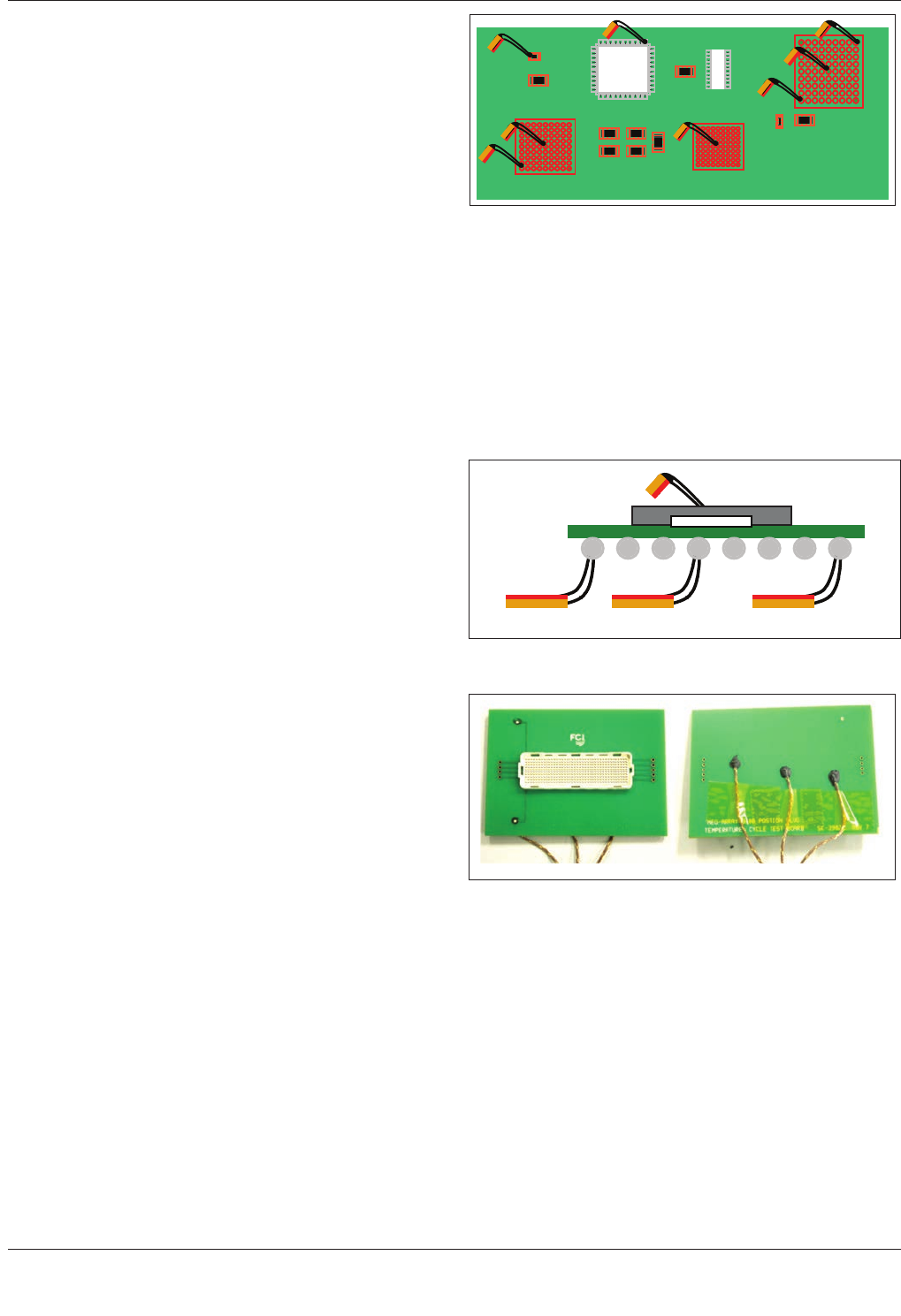
IPC-7095D-W AM1 CN 2019 年 1 月 97 7.1.4.4 热电偶连接 图 7-12 显示了印制板组件上热 电偶建议的位置。将热电偶连接到小型或大型元器件 的焊点是很重要的。对于 BGA ,将热电偶粘贴在封装 上面也是很重要的。 使用正确的热电偶对开发任何炉温曲线都是很重要 的 。应该使用带有美国线规 36 导线的 k 型热电偶 , 因为较粗的热电偶导线有太多散热。为保证良好的精 度 ,热电偶导线长度不应超过 3 …
IPC-7095D-WAM1 CN 2019 年 1 月
96
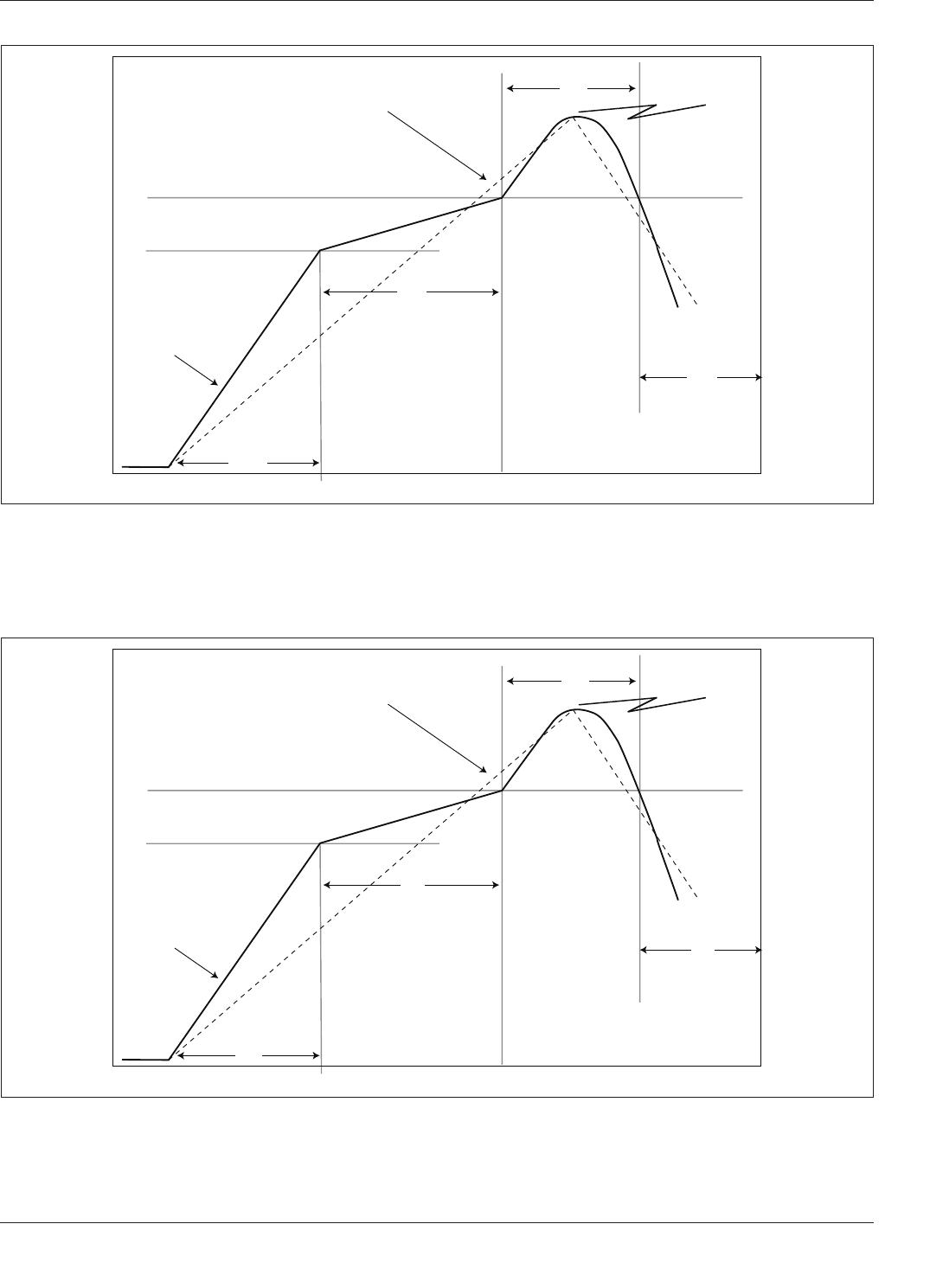
图 7-10 至 7-11 展示了印制板组件的炉温曲线原理图。
G
J
L
N
C
B
H
A
K
D
D
M
F
E
IPC-7095d-7-11-cn
G
J
L
N
C
B
H
A
K
D
D
M
F
E
IPC-7095d-7-10-cn
图 7-10 锡铅组件再流焊温度曲线原理图
A– 100 °C 至 180 °C
B– 183 °C
C– 210 °C 至 220 °C
D– 60 至 90 秒
E– 90 至 120 秒
F– 5 °C/ 秒的最大斜率
G– 预热
H– 无保温时,温度爬升至峰
值的炉温曲线
J– 保温
K– 冷 却( 4 °C/秒至 8 °C秒 ))
L– 再流
M– 30 至 60 秒(冷却至室温)
N– 冷却
图 7-11 无铅组件再流焊温度曲线原理图
A– 140 °C 至 220 °C
B– 217 °C
C– 235 °C 至 245 °C
D– 60 至 90 秒
E– 90 至 120 秒
F–5 °C/ 秒的最大温升斜率
G– 预热
H– 无保温时,温度爬升至峰
值的炉温曲线
J– 保温
K– 冷却 (4 °C/秒 至 8 °C/秒)
L– 再流
M– 30 至 60 秒 (冷却至室温)
N– 冷却
IPC-7095D-WAM1 CN2019 年 1 月
97
7.1.4.4 热电偶连接
图 7-12 显示了印制板组件上热
电偶建议的位置。将热电偶连接到小型或大型元器件
的焊点是很重要的。对于 BGA,将热电偶粘贴在封装
上面也是很重要的。
使用正确的热电偶对开发任何炉温曲线都是很重要
的。应该使用带有美国线规 36 导线的 k 型热电偶,
因为较粗的热电偶导线有太多散热。为保证良好的精
度,热电偶导线长度不应超过 3 英尺。同样为了保证
精度,热电偶的接合点必须熔合焊接,不要绞接、压
合或用焊料焊接
当使用高温胶带诸如聚酰亚胺(kapton)或铝制胶带时应当小心。胶带在再流焊过程中有变松的倾向,这样系
统测量的是炉子中空气的温度而非焊点的温度。
确认胶带有良好接触很重要,否则,就应该使用高温焊料或导热粘合剂将热电偶连接至焊点上。使用胶带的一
大优点在于热电偶不受损害而能重复使用。
对于 BGA,在中央和角落焊球位置的印制板背面上钻
孔,并将热电偶推到印制板正面以正确测量 BGA 焊
球温度。在同一个 BGA 上保证中心焊球和角落焊球
之间的温度差异在 2°C 之内是很重要的。
也有一些热电偶可以插入 BGA 底下,这样可省略钻
孔过程;但是,这种情况下热电偶测到的只是该器件
下方的温度。
应该连接 4 到 6 个热电偶到各种元器件位置,以代表
最低热容至最高热容区域,包括至少有两个热电偶用
于 BGA。图 7-13 显示了 BGA 上热电偶的位置。
为了确保 BGA 连接器的正确焊接,适当的温度曲线
很关键。由于连接器基板通常由树脂材料制成,热量
无法像典型的 BGA 有源器件那样通过连接器的本体
传递。至关重要的是,至少有一个热电偶放置在连接
器的中心以确认达到适当的温度。最佳的做法是将热
电偶放置在连接器的角落和中心位置。图 7- 14 显示
了连接至焊球界面的热电偶。
7.1.4.5 锡铅和无铅合金的向后兼容的热曲线
向后兼容性问题使开发再流焊温度曲线变得困难。向后兼容性
是某些元器件只能买到无铅表面处理并主要是用于无铅组件的情况。产生这种情况是因为,对许多元器件供
应商而言同时要提供无铅和锡铅两种版本的同一元器件可能是不经济的。当使用有铅元器件例如小外形集
成电路(SOIC)、塑封引线芯片载体(PLCC)或者无铅表面处理的其它密节距元器件时不会有问题。大
部分锡铅元器件主要是由 85% 锡和 15% 的铅组成的表面处理。然而当元器件制造商去除元件中的铅而电
镀纯锡时,可焊性会受到影响。为了改正这一状况,高达 5% 的铋可加入电镀合金中以改善元件的润湿性和
可焊性。
图 7-12 具有大型和小型元器件的印制板组件上的热
电偶位置
IPC-7095d-7-13-cn
图 7-13 热电偶在 BGA 上的建议位置
图 7-14 热电偶在 BGA 连接器上的适当位置
(图片来源 : FCI USA, Inc.)
IPC-7095D-WAM1 CN 2019 年 1 月
98
在主要为锡铅的印制板组件上使用无铅 BGA 时会产生实际问题。如果所用的锡铅温度曲线的峰值温度为
220°C,无铅 BGA 焊球根本没再流或者只有部分再流,这会造成严重的焊点可靠性问题。
如果锡铅元器件与某些无铅 BGA 在同一再流焊炉进行焊接(如买不到锡铅版本的 BGA),必须采用对锡铅元
器件不造成损害且同时可保证无铅 BGA 充分再流的峰值温度。使用锡铅焊膏是合理的,因为印制板组件上的
大部分元器件都是基于锡铅焊料的。如表 7-7 所示,210°C
-220°C 的峰值温度适用于锡铅材料但对于熔点为
217°C
- 221°C 的无铅 BGA 焊球来说是不充分的。但 228°C -232°C 的峰值温度、60 至 90 秒的 TAL,足以再
流无铅 BGA,而没有严重损伤同一组件上的所有锡铅元器件。
如果收紧的再流温度范围 228°C-232°C 难以达到,但为了在向后兼容情况下能同时焊接锡铅和无铅 BGA,可
在对流再流炉中焊接其它锡铅元器件后,考虑用选择性激光焊接无铅 BGA,或者寻找货源可替代的锡铅焊球
BGA。
7.1.4.6 BGA 元器件的低温焊接
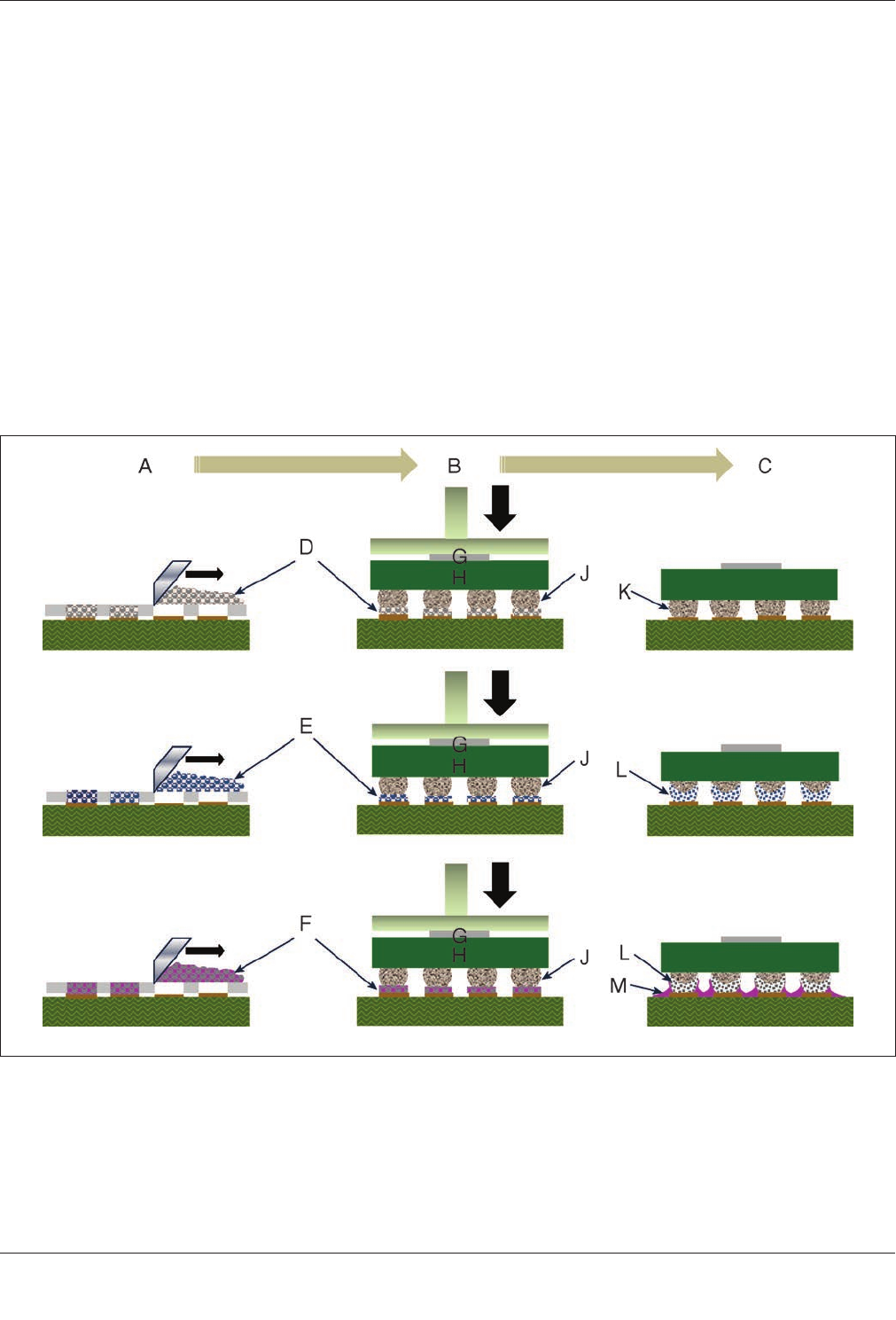
BGA 组装采用低温焊膏与 SAC 焊膏需要有相同的工艺步骤。图 7-15 显示
了 SAC 焊膏(上部)、基线 BiSnAg 和韧性冶金中使用的 BiSn 焊膏(中部)和含有树脂的 JRP(下部)焊膏的
工艺步骤比较。
IPC-7095d-7-15-cn
图 7-15 采用 SAC 焊膏(上图),BiSn 基型或韧性冶金焊膏(中图)和含有树脂焊点增强型焊膏(JRP)(下图)
的 SAC BGA 器件组装工艺比较
A– 焊膏印刷
B– 封装贴装
C– 再流焊接
D–SAC 焊膏
E– 韧性低温 BiSn 焊膏
F– 低温 BiSn 树脂增强焊膏
G– 硅芯片
H– BGA 基板
J– SAC 焊球
K– 完整 SAC 焊点
L–Bi 扩散区域
M– 固化后的树脂