IPC-7095D-CHINESE NP 2019.pdf - 第121页
IPC-7095D-W AM1 CN 2019 年 1 月 105 不要将敷形涂覆用作底部填充, 如果错误地将敷形涂覆用作灌封材料, 焊点会严重变形, 导致失效。 (见图 7-22 ) AB IPC-7095d-7-22-cn 图 7-22 敷形涂覆使用不当的影响 A – X 射线图像 B – 金相图 敷形涂覆不应该与密封材料相混淆。密封剂作为芯片元件封装的一部分,主要用来保护裸芯片。塑料密封剂为 BGA 提供外部防护。密封材料和散热涂…
IPC-7095D-WAM1 CN 2019 年 1 月
104
图 7-21 印制板 BGA 连接盘周围阻焊膜去除后的影响
A– 俯视图显示由于线条连接,有效连接盘直径的增加
B– 切片视图显示当阻焊膜从连接盘边缘去除后,焊料会沿着连接盘边缘向下润湿
7.2 组装后的工艺
7.2.1 敷形涂覆
敷形涂覆是与印制板组件及其元器件形状一致的电气绝缘材料。施加它的目的是为了改善表
面介电性质并保护组件免受恶劣环境和表面湿气(造成腐蚀)的影响。
应该规定敷形涂覆满足 IPC-CC-830 的要求,并应该在主组装图纸中予以规定。当有 UL 强制要求时,敷形涂
覆
应当
由 UL 批准以供使用。设计师应该认识到兼容性问题。敷形涂敷通常不需要施加在没有电气导体的表面
或区域(见 IPC-2221)。
敷形涂敷可能为五种类型中的任意一种,建议的厚度范围如下:
1)丙烯酸树脂(AR) – 0.03 mm 至 0.13 mm
2)环氧树脂(ER) – 0.03 mm 至 0.13 mm
3)聚氨酯树脂(UR) – 0.03 mm 至 0.13 mm
4)硅树脂(SR) – 0.05 mm 至 0.21 mm
5)对二甲苯树脂(XY) – 0.01 mm 至 0.05 mm
所有敷形涂覆类型提供了不同级别的防护,以防止来自溶剂、湿气、腐蚀、电弧及其他危及电路工作的环境因素。
较厚的敷形涂覆也可用作防冲击和振动的阻尼介质。这种形式的应用在低温漂移期间会给玻璃和陶瓷密封元件
带来机械应力风险。使用这种材料可能需要缓冲材料。
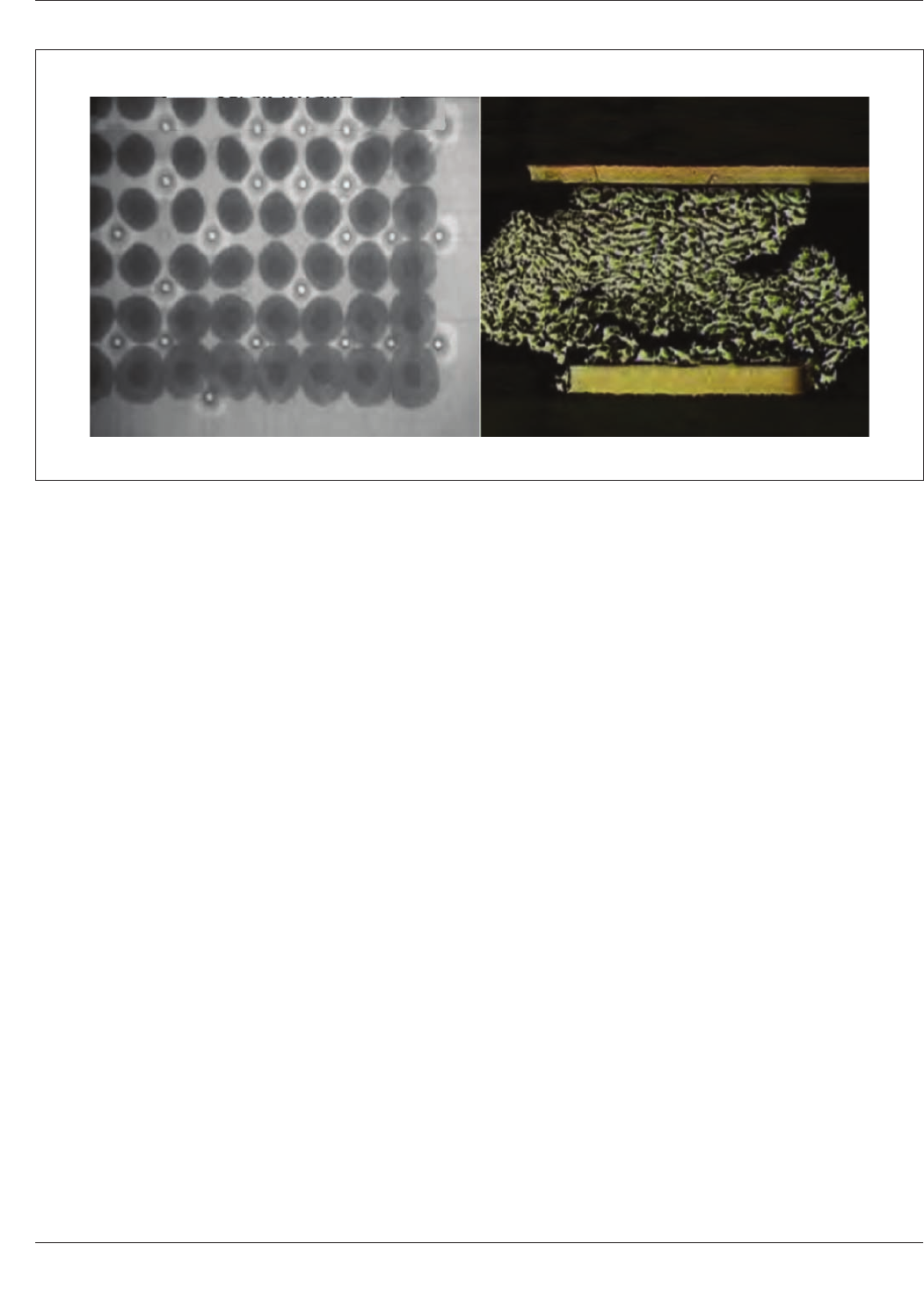
应该注意防止用敷形涂覆材料对 BGA 底部填充。相关测试表明当用敷形涂覆材料对 BGA 底部完全填充时(对
二甲苯树脂除外),由于 Z 轴方向上的膨胀,焊点疲劳失效会在热循环测试中发生。
A
A
B
IPC-7095d-7-21-cn
IPC-7095D-WAM1 CN2019 年 1 月
105
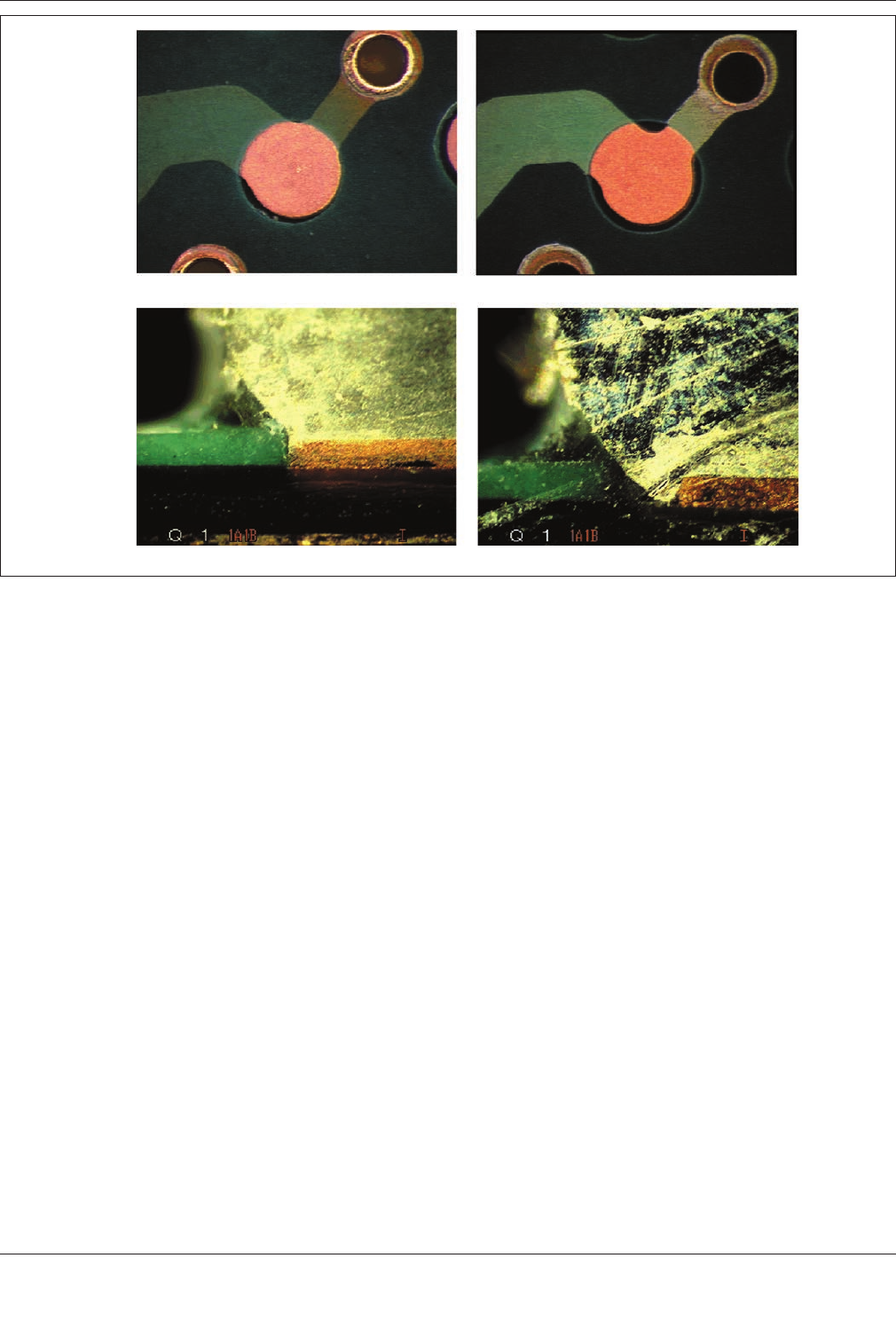
不要将敷形涂覆用作底部填充,如果错误地将敷形涂覆用作灌封材料,焊点会严重变形,导致失效。(见图 7-22)
AB
IPC-7095d-7-22-cn
图 7-22 敷形涂覆使用不当的影响
A –X 射线图像
B – 金相图
敷形涂覆不应该与密封材料相混淆。密封剂作为芯片元件封装的一部分,主要用来保护裸芯片。塑料密封剂为
BGA 提供外部防护。密封材料和散热涂层的兼容性问题是非常相似的。
敷形涂覆的具体内容,参见 IPC-CC-830 和 IPC-HDBK-830。
7.2.2 底部填充和粘合剂的使用
BGA 可能需要使用粘合剂以进一步加强封装和板间的互连。无铅焊料的实施
和节距的减小造成封装结构更脆弱,特别是那些受冲击和弯曲的区域。较小电子装置的终端用户携带机会多同时跌
落机会也多,导致对冲击和跌落有更多的规范要求。因为这些因素,底部填充和结构粘合在电子封装中十分常见。
BGA 封装的聚合物增强材料应用的市场诸如:手持式设备、医疗电子、航空电子和军事用途。
增强 BGA 与板间互连的三种最常使用的聚合物方法有:全毛细流底部填充、部分毛细流底部填充和角落施加
粘合剂。不流动底部填充技术正在研发之中,但这种方法的应用在大批量制造中还没出现。一些研究表明,
相比于没有聚合物增强的封装,能看到在代表性的封装上应用底部填充的抗冲击和弯曲性能改善大约 100%-
200%。BGA 的聚合物增强比其它已尝试过的许多方法都更好(如较大的连接盘尺寸、金属限定连接盘、改变
连接盘形状等)。
形状因数(即 BGA 本体尺寸和/或焊球节距)不是采用聚合物增强的主要决定因素。BGA 元器件使用的细分
市场类型,对于决定需要角落点胶还是在底部填充更关键。产品设计人员必须要确定产品是否需要对 BGA 进
行额外的机械保护以满足特定市场的可靠性要求(例如冲击、弯曲、振动、跌落、温度循环等)。
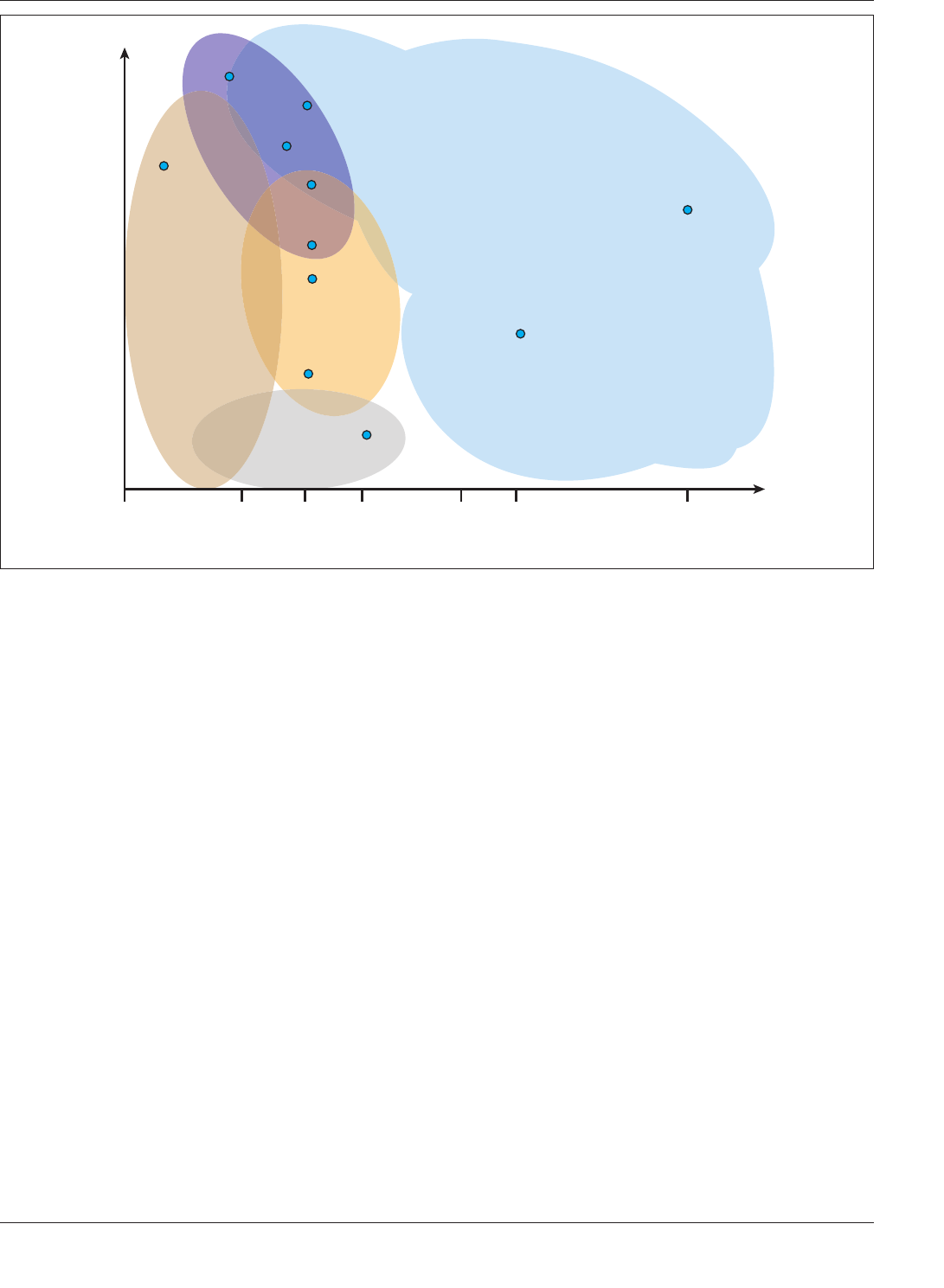
图 7-23 表示一些典型类型粘合方式的概念图,它针对代表性电子产品的设计寿命叠加了可靠性要求。该图将
这些参数分组为三种不同的粘合方式。
1)高性能底部填充(图 7-23 中亮蓝色阴影)
2)工艺导向的底部填充(图 7-23 中紫色阴影)
3)角落施加粘合剂(图 7-23 中红色阴影)
图 7-23 中绿色阴影表示没有粘合剂。
IPC-7095D-WAM1 CN 2019 年 1 月
106
图 7-23 BGA 和其它封装的底部填充粘合剂使用方法图
图注:纵坐标表示可靠性要求的增加,横坐标表示产品设计寿命(年为单位)。阴影区域的解释参见 7.2.2。
A– 可靠性要求的增加
B–产品设计寿命(年为单位)
C– 低端电话
D– 没有粘合剂
E– 智能电话
F– 工艺导向的底部填充
G– 固态硬盘
H– MP3 播放器
J– 平板
K– 笔记本
L– 便携式电脑
M– 角落点胶
N– 台式电脑
O– 服务器
P– 其它高端电子产品
Q– 医疗电子
R– 汽车电脑
S– 航空
T– 高性能底部填充
U– 军用(导弹制导)
高性能底部填充
这个类别的产品包括在温度循环和冲击方面有最高级别预期性能的设备。此类设备的预期寿
命长达 10-20 年或更多,包括航空电子设备、军事电子设备、医疗设备和汽车电子设备。这些底部填充材料通
常为低分子量树脂,在流动期间可用较小颗粒尺寸的填充材料完全填充以最小化空洞形成和填充剂分离。这些
材料可能需要较长时间固化且不能进行返工。对于这种市场的产品,性能是最终驱动力而不是成本。
工艺导向的底部填充
(图 7-23 中紫色阴影)这个类别的产品包括手机、智能设备和平板电脑。这种市场的产
品必须有抗冲击方面的高性能,成本也非常重要。温度循环性能的需求不苛刻,因为这些移动设备在低功耗下
运行散热不多。这种底部填充剂是由流动极快并能在较低温度下快速固化的树脂制成的。这种底部填充剂在某
些情况下甚至可以返工。这些属性可维持高生产节拍时间同时使报废最小化以降低总成本。
角落施加粘合剂
这个类别的产品包括笔记本电脑、平板电脑、台式电脑和极少数的服务器。这些设备并不
像上一类产品那样携带频繁,因此它们在冲击方面的要求较少。角落施加粘合剂的抗冲击能力弱于底部填充
方式。角落施加粘合剂比底部填充的优势在于:这种方法更易于返工并且实施此工艺在资金、材料成本和劳力
成本上比较便宜。一些角落施加的粘合剂可在紫外(UV)灯下曝光并在短时间内固化。这消除了较贵的固化
炉的需求(以一排 UV 灯来替代)。角落施加粘合剂的更多信息参见 7.2.2.2。
03710 12 205
A
D
M
N
P
Q
R
S
U
T
O
C
F
E
G
H
J
K
L
B
IPC-7095d-7-23-cn