IPC-7095D-CHINESE NP 2019.pdf - 第122页
IPC-7095D-W AM1 CN 2019 年 1 月 106 图 7-23 BGA 和其它封装的底部填充粘合剂使用方法图 图注:纵坐标表示可靠性要求的增加,横坐标表示产品设计寿命(年为单位) 。阴影区域的解释参见 7.2.2 。 A– 可靠性要求的增加 B– 产品设计寿命 (年为单位) C– 低端电话 D– 没有粘合剂 E– 智能电话 F– 工艺导向的底部填充 G– 固态硬盘 H– MP3 播放器 J– 平板 K– 笔记本 L– …
IPC-7095D-WAM1 CN2019 年 1 月
105
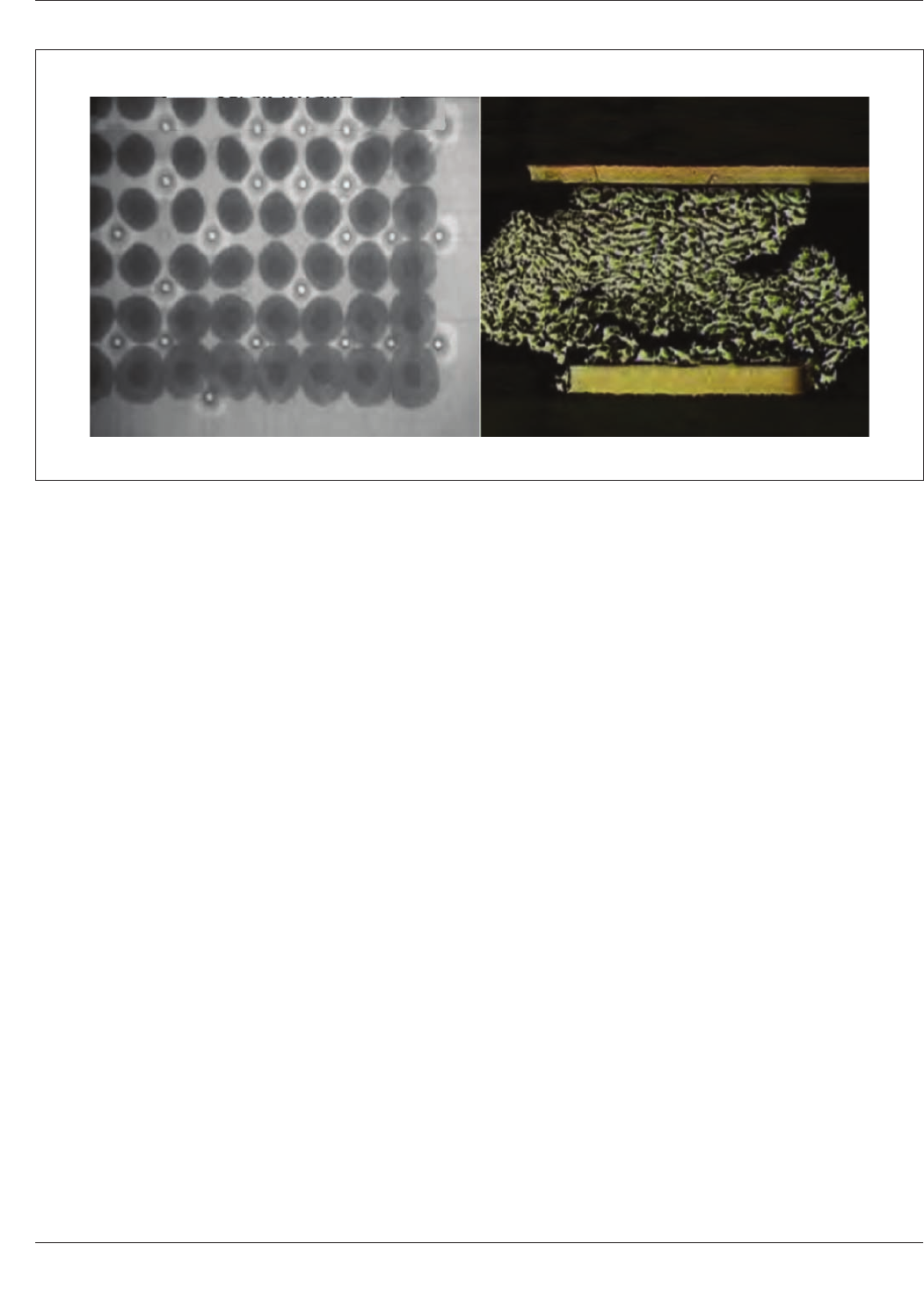
不要将敷形涂覆用作底部填充,如果错误地将敷形涂覆用作灌封材料,焊点会严重变形,导致失效。(见图 7-22)
AB
IPC-7095d-7-22-cn
图 7-22 敷形涂覆使用不当的影响
A –X 射线图像
B – 金相图
敷形涂覆不应该与密封材料相混淆。密封剂作为芯片元件封装的一部分,主要用来保护裸芯片。塑料密封剂为
BGA 提供外部防护。密封材料和散热涂层的兼容性问题是非常相似的。
敷形涂覆的具体内容,参见 IPC-CC-830 和 IPC-HDBK-830。
7.2.2 底部填充和粘合剂的使用
BGA 可能需要使用粘合剂以进一步加强封装和板间的互连。无铅焊料的实施
和节距的减小造成封装结构更脆弱,特别是那些受冲击和弯曲的区域。较小电子装置的终端用户携带机会多同时跌
落机会也多,导致对冲击和跌落有更多的规范要求。因为这些因素,底部填充和结构粘合在电子封装中十分常见。
BGA 封装的聚合物增强材料应用的市场诸如:手持式设备、医疗电子、航空电子和军事用途。
增强 BGA 与板间互连的三种最常使用的聚合物方法有:全毛细流底部填充、部分毛细流底部填充和角落施加
粘合剂。不流动底部填充技术正在研发之中,但这种方法的应用在大批量制造中还没出现。一些研究表明,
相比于没有聚合物增强的封装,能看到在代表性的封装上应用底部填充的抗冲击和弯曲性能改善大约 100%-
200%。BGA 的聚合物增强比其它已尝试过的许多方法都更好(如较大的连接盘尺寸、金属限定连接盘、改变
连接盘形状等)。
形状因数(即 BGA 本体尺寸和/或焊球节距)不是采用聚合物增强的主要决定因素。BGA 元器件使用的细分
市场类型,对于决定需要角落点胶还是在底部填充更关键。产品设计人员必须要确定产品是否需要对 BGA 进
行额外的机械保护以满足特定市场的可靠性要求(例如冲击、弯曲、振动、跌落、温度循环等)。
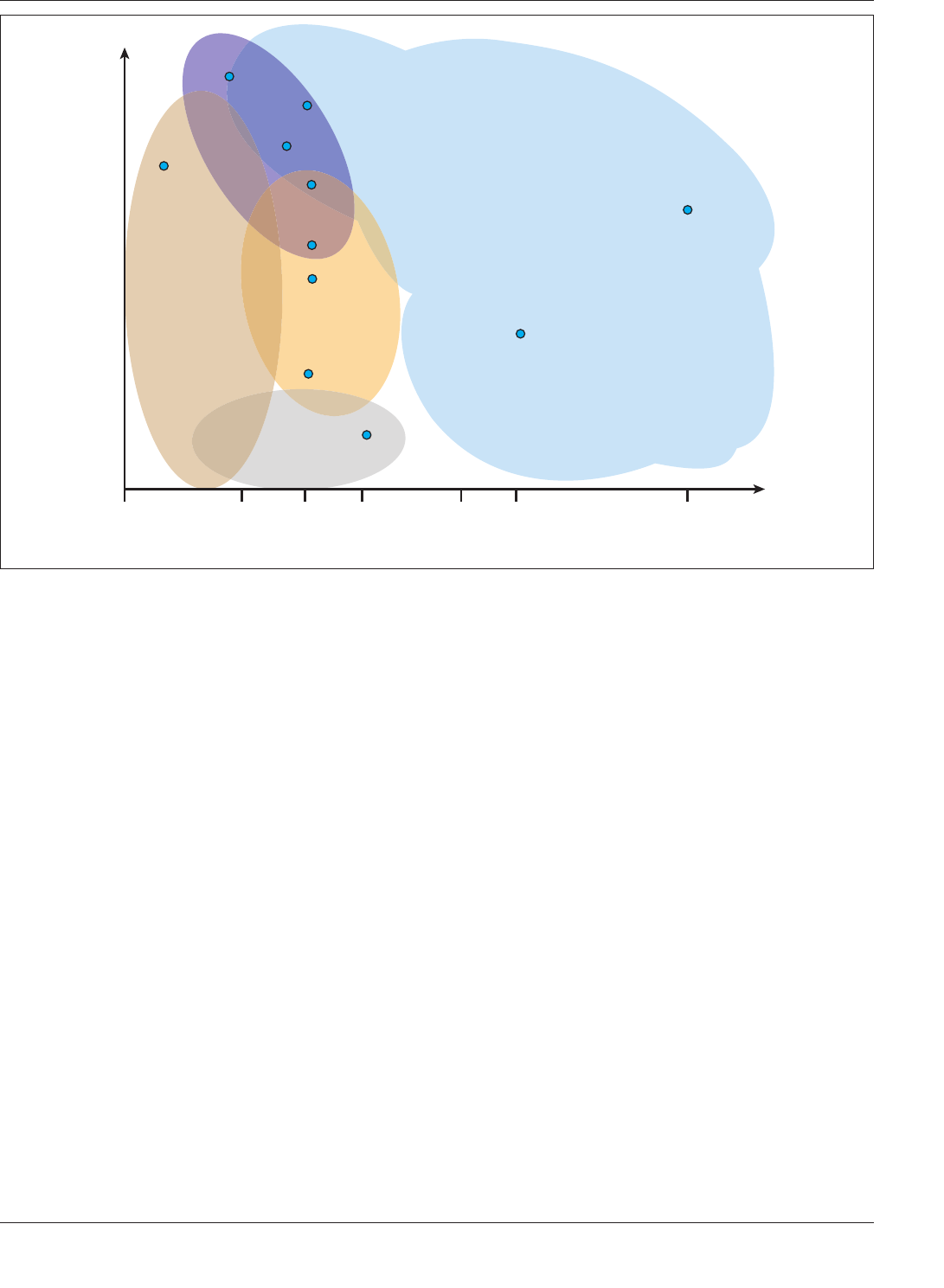
图 7-23 表示一些典型类型粘合方式的概念图,它针对代表性电子产品的设计寿命叠加了可靠性要求。该图将
这些参数分组为三种不同的粘合方式。
1)高性能底部填充(图 7-23 中亮蓝色阴影)
2)工艺导向的底部填充(图 7-23 中紫色阴影)
3)角落施加粘合剂(图 7-23 中红色阴影)
图 7-23 中绿色阴影表示没有粘合剂。
IPC-7095D-WAM1 CN 2019 年 1 月
106
图 7-23 BGA 和其它封装的底部填充粘合剂使用方法图
图注:纵坐标表示可靠性要求的增加,横坐标表示产品设计寿命(年为单位)。阴影区域的解释参见 7.2.2。
A– 可靠性要求的增加
B–产品设计寿命(年为单位)
C– 低端电话
D– 没有粘合剂
E– 智能电话
F– 工艺导向的底部填充
G– 固态硬盘
H– MP3 播放器
J– 平板
K– 笔记本
L– 便携式电脑
M– 角落点胶
N– 台式电脑
O– 服务器
P– 其它高端电子产品
Q– 医疗电子
R– 汽车电脑
S– 航空
T– 高性能底部填充
U– 军用(导弹制导)
高性能底部填充
这个类别的产品包括在温度循环和冲击方面有最高级别预期性能的设备。此类设备的预期寿
命长达 10-20 年或更多,包括航空电子设备、军事电子设备、医疗设备和汽车电子设备。这些底部填充材料通
常为低分子量树脂,在流动期间可用较小颗粒尺寸的填充材料完全填充以最小化空洞形成和填充剂分离。这些
材料可能需要较长时间固化且不能进行返工。对于这种市场的产品,性能是最终驱动力而不是成本。
工艺导向的底部填充
(图 7-23 中紫色阴影)这个类别的产品包括手机、智能设备和平板电脑。这种市场的产
品必须有抗冲击方面的高性能,成本也非常重要。温度循环性能的需求不苛刻,因为这些移动设备在低功耗下
运行散热不多。这种底部填充剂是由流动极快并能在较低温度下快速固化的树脂制成的。这种底部填充剂在某
些情况下甚至可以返工。这些属性可维持高生产节拍时间同时使报废最小化以降低总成本。
角落施加粘合剂
这个类别的产品包括笔记本电脑、平板电脑、台式电脑和极少数的服务器。这些设备并不
像上一类产品那样携带频繁,因此它们在冲击方面的要求较少。角落施加粘合剂的抗冲击能力弱于底部填充
方式。角落施加粘合剂比底部填充的优势在于:这种方法更易于返工并且实施此工艺在资金、材料成本和劳力
成本上比较便宜。一些角落施加的粘合剂可在紫外(UV)灯下曝光并在短时间内固化。这消除了较贵的固化
炉的需求(以一排 UV 灯来替代)。角落施加粘合剂的更多信息参见 7.2.2.2。
03710 12 205
A
D
M
N
P
Q
R
S
U
T
O
C
F
E
G
H
J
K
L
B
IPC-7095d-7-23-cn
IPC-7095D-WAM1 CN2019 年 1 月
107
如同所预计的那样,这些聚合物增强设想的高性能只能通过实验针对具体应用选择正确的材料来达成。底部填
充用户应该知道,选择与使用环境相匹配的具有固化机械性能的底部填充化学品是至关重要的。底部填充化学
品通常会增加封装的机械性能(如冲击、弯曲、振动和跌落),但如果选择不当的话,可能同时会降低温度循
环性能。因此,平衡机械冲击可靠性的增长边际与温度循环可靠性损失边际的风险是重要的。
7.2.2.1 底部填充覆盖
完全底部填充通常将未固化液
态聚合物施加于印制板上 BGA 封装边缘,使底部填充
剂通过毛细管作用流进 BGA 封装底部来实现的。设计
底部填充分配工艺时必须注意避免 BGA 封装内部不完
全的底部填充。分配模式例如“I”形沿着封装的一边
向下分配相比流动较快的“L
”或“U”形模式(分别
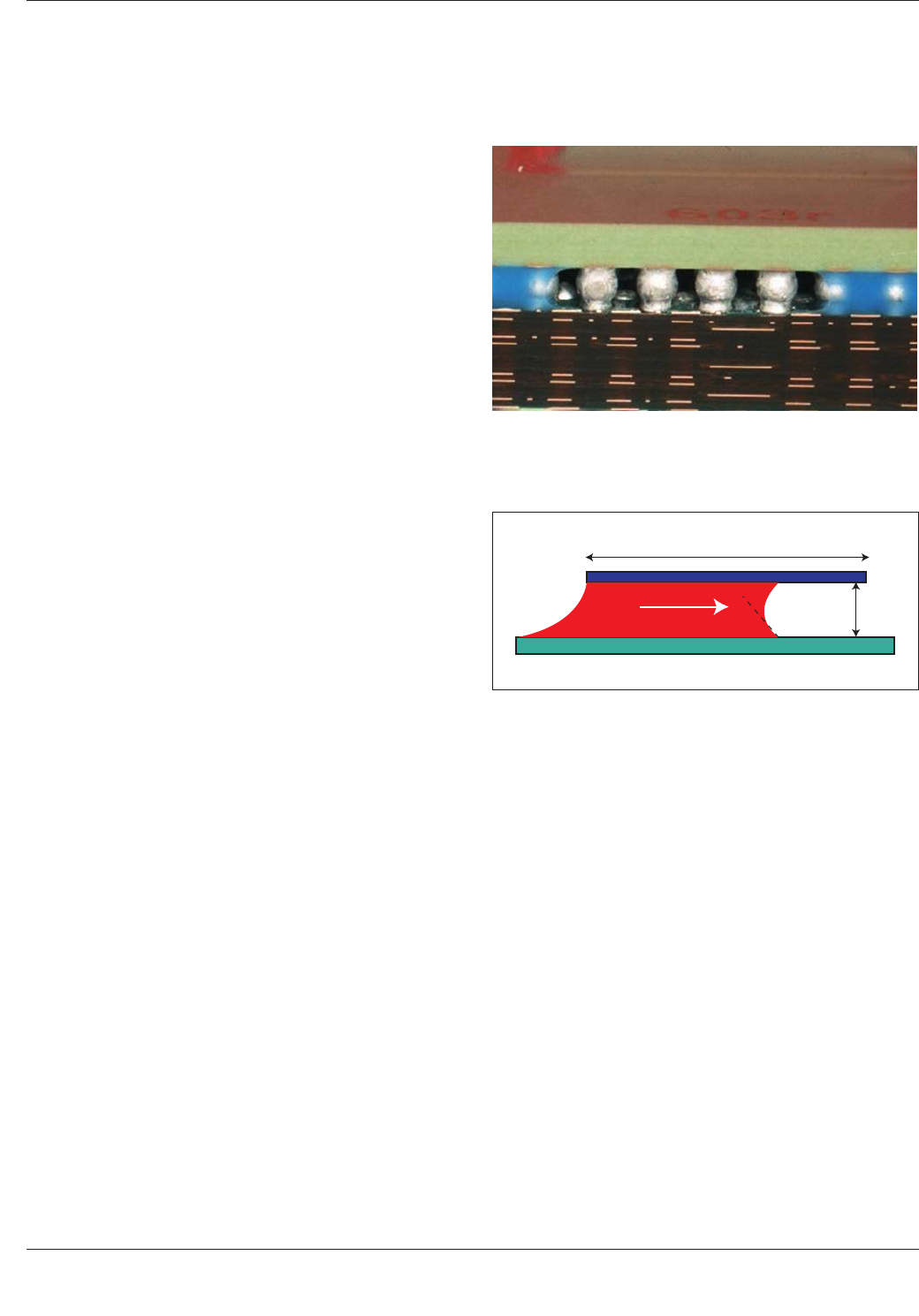
沿者两边或三边)截留气泡的可能要小得多。图 7-24
的示例中,底部填充没有完全覆盖封装的底部。
底部填充剂可通过自动化设备(如喷射分配,螺旋泵
等)或通过手动设备(如通过注射器与针头的气动分
配)分配至印制板上的封装周围。为了增加底部填充
剂的流动速率以及生产线的生产速度,组装板通常需预热至 50°C-1
10°C。
建议:底部填充剂的流动率决定了生产速度,所以要
咨询供应商提供粘性较低、润湿特性能较好的填充材
料,这些材料能显著增加流动率或使得板子不需要预
热而流动良好。为实现 BGA 底部的完全填充,应该沿
着 BGA 一条边缘或从一个拐角进行分配,然而这需要
较长的分配时间。如果从四个拐角或边缘快速填充,
可能会导致不完全的底部填充。(见图 7-24)
当使用“I”形分配模式时,毛细管底部填充流动时间
可以由下列公式粗略估计:(见图 7-25)
T = (3
μ
L
2
) / (h
γ
cos
Θ
)
其中:
T= 底部填充剂流过封装所需时间,秒
μ
= 底部填充剂粘度
L= 底部填充流经距离
H= 平行表面之间间隙
γ
= 底部填充剂的表面张力
Θ
= 流体对表面的润湿角度
底部填充中的空气气泡很常见,特别是在焊球与印制板之间以及焊球与封装基板之间的交界处。底部大面积填
充中的小空洞不会对冲击、弯曲或者温度循环性能造成显著影响。对于底部填充中可接受的空洞,业界并没有
相关标准。但是,大部分底部填充用户认为在底部填充中任何连接相邻焊料的空洞都是有风险的。已证明焊料
在温度循环作用下沿着空洞会发生蠕变,并造成相邻焊球间桥接。
中等尺寸的空洞(即比焊球直径的一半大)的可接受性业界未明确定义。据说这些中等尺寸的空洞并不会造成
显著的负面影响,但是一些用户希望在他们的工艺中避免这些情况的发生。图 7-26 分别展示了底部填充中小
型、中等和大型空洞的示例。
图 7-24 不完全底部填充覆盖的 BGA 封装
γ
µ,
θ
h
L
IPC-7095d-7-25-cn
图 7-25 两个平行表面之间的底部填充剂的流动