IPC-7095D-CHINESE NP 2019.pdf - 第126页
IPC-7095D-W AM1 CN 2019 年 1 月 11 0 角落施加粘合剂的其它准则: • 粘合剂的整个涂敷线平均应该润湿封装基板垂直边至少达到 50% 以上。 • 即使环氧树脂向内流动到足以接触到某些焊球, 也应该强制环氧树脂材料在 BGA 封装底部流动到一定深度。 • 再流焊后角落施加粘合剂的典型分配设备包括给注射器和针头装置提供空气 的气动源。这种设备成本低,适 宜于人工费率低于可用资产的制造环境下配置。 • 角落施加粘…
IPC-7095D-WAM1 CN2019 年 1 月
109
7.2.2.2 角落施加粘合剂
角落施加粘合剂(也称作角
落点胶、角落粘合或角落粘着)是一种仅在 BGA 角落
和 / 或外部边缘施加胶水的方法。该理论认为通过增
强处于应力最大的封装区域(离封装中心最远处的焊
球),封装性能会得到改善。
角落施加粘合剂改善封装性能不如传统的完全毛细流
底部填充那样多,但往往所获得的优势是明显的并足
以满足市场要求。角落施加粘合剂方法已被广泛应用
于高机械性能要求(如冲击、振动和弯曲)的大尺寸
BGA(20×20mm 至 45×45mm)。移动电脑主板市场
也符合这种情况。
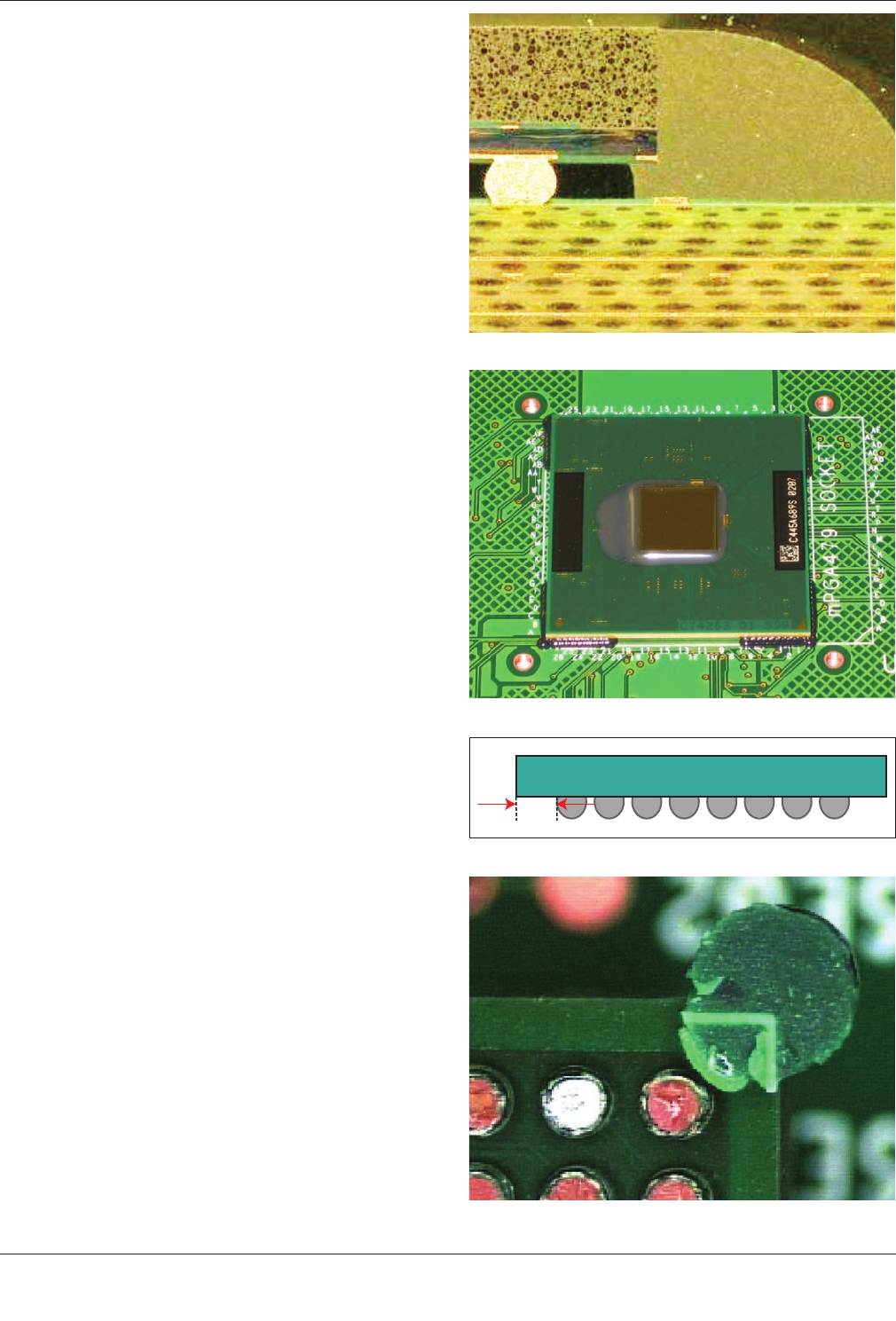
图 7-28 显示了角落施加粘合剂的 BGA 显微剖切。图
7-29显示采用角落施加粘合剂连接的BGA封装的照片。
角落施加粘合剂可以在 BGA 封装放置和再流焊之前
直接施加到印制板上或在再流焊之后施加到已组装的
BGA 封装上。再流焊前进行角落施加粘合剂要求 BGA
封装在焊球最外排的最后一个焊球的外部边缘有足够
基板空间(见图 7-30)。
预先施加角落粘合剂于基板的最小可用宽度大约需
0.7mm。若封装基板的宽度小于该值,此工艺在大量生
产环境下就无法受控。随着封装基板尺寸持续缩减,
预计在再流焊之前对角落点胶的做法也将会减少。
组装和再流焊后角落施加粘合剂的有效性取决于所选
择的粘合剂类型和与每个角落接触的总表面积。涂覆
量从每个角实质上的单点变化到粘合剂通过“L”形支
架在角落的每一侧沿着封装边缘向下延伸多达六个焊
球。较长的“L”型分配支架可以显著地改善机械可靠
性。例如,一项研究表明了冲击性能的改善,造成机
械损伤开始发生的加速度水平从 180G 增至 300G。
施加在每个角落比较好的粘合剂起点量应该是,沿
“L”型支架的每条边向内应延伸至 3 到 6 个焊球的深
处。角落粘合的一大隐患是使用的胶水量太少而使覆
盖表面不够。测试表明,沿基板一边不超过一个焊球
宽度的单点粘合剂覆盖并不会显著增加 BGA 冲击或弯
曲方面的性能。这是因为通常情况下,阻焊膜与下面
的 FR-4 材料或 BGA 基板的接合强度较低,如果角落
施加粘合剂的表面区域太小,这样的结构将很容易发
生裂纹。
图 7-31 显示粘合剂区域过小导致的角落施加粘合剂在
冲击后的典型失效模式。可以看到,从印制板组件剥
离的阻焊膜并没保护到焊点。
图 7-28 角落施加粘合剂的 BGA 显微剖切图
图 7-29 角落施加粘合剂的 BGA 顶视图
图 7-30 再流前角落施加粘合剂的关键尺寸
图 7-31 角落施加粘合剂典型的失效模式
IPC-7095D-WAM1 CN 2019 年 1 月
110
角落施加粘合剂的其它准则:
• 粘合剂的整个涂敷线平均应该润湿封装基板垂直边至少达到 50% 以上。
• 即使环氧树脂向内流动到足以接触到某些焊球,也应该强制环氧树脂材料在 BGA 封装底部流动到一定深度。
• 再流焊后角落施加粘合剂的典型分配设备包括给注射器和针头装置提供空气的气动源。这种设备成本低,适
宜于人工费率低于可用资产的制造环境下配置。
• 角落施加粘合剂是类似于底部填充材料的环氧树脂。典型的固化周期是 60°C-180°C 温度下保持 5-60 分钟。
也可获得 UV 光固化版本。
7.2.2.3 焊点密封材料(SJEM)
面阵列元器件,特别是那些微处理器、存储器和芯片组,有持续小型化的趋
势。面阵列元器件(如 BGAs、CSPs 和 WLPs)尺寸的减小意味着焊点尺寸的减小。当经历振动和冲击下的机
械应力暴露以及经历温度和功率循环下的热机械应力时,这就导致需要加强它们的稳健性。此外,这些焊点在
现场经受的温度很高,因此有必要配置面阵列焊点增强聚合物以降低焊点在现场失效的风险。
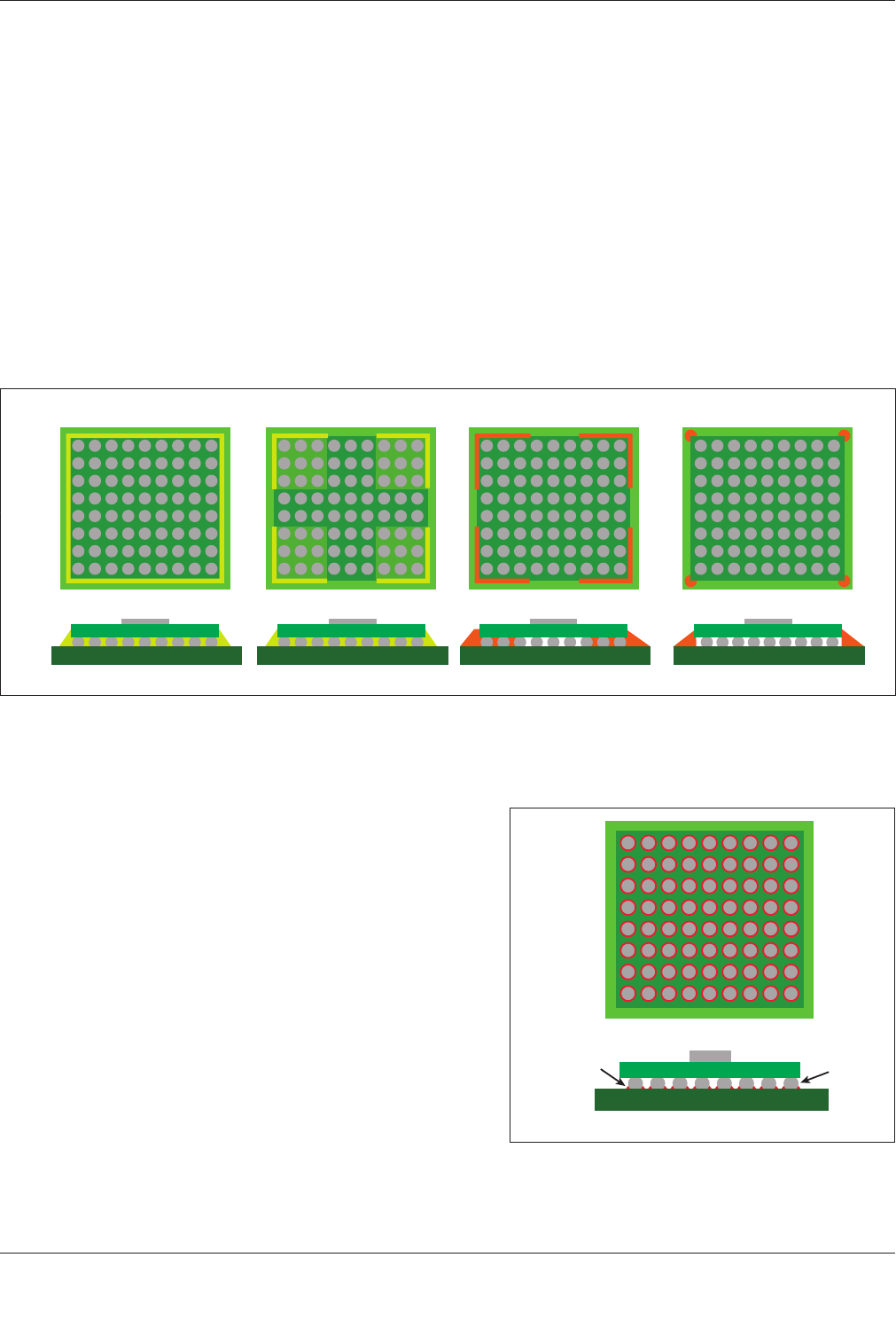
图 7-32 提供了 BGA 焊点聚合物增强四种类型的顶视和截面视图。
A
B
CD
EF
IPC-7095d-7-32-cn
图 7-32 BGA 焊点聚合物增强四种方法的示例
A– 顶视 C– 完全底部填充 E– 边缘粘合
B– 截面(印制板位于底部而 BGA 封装位于顶部) D– 部分底部填充 F– 角落粘合
焊点密封材料(SJEM)(也称作助焊底部填充,环氧树脂助
焊剂或聚合物助焊剂)可以用作一个替代方案,来解决底部
填充和边缘及角落施加粘合剂的一些弊端。
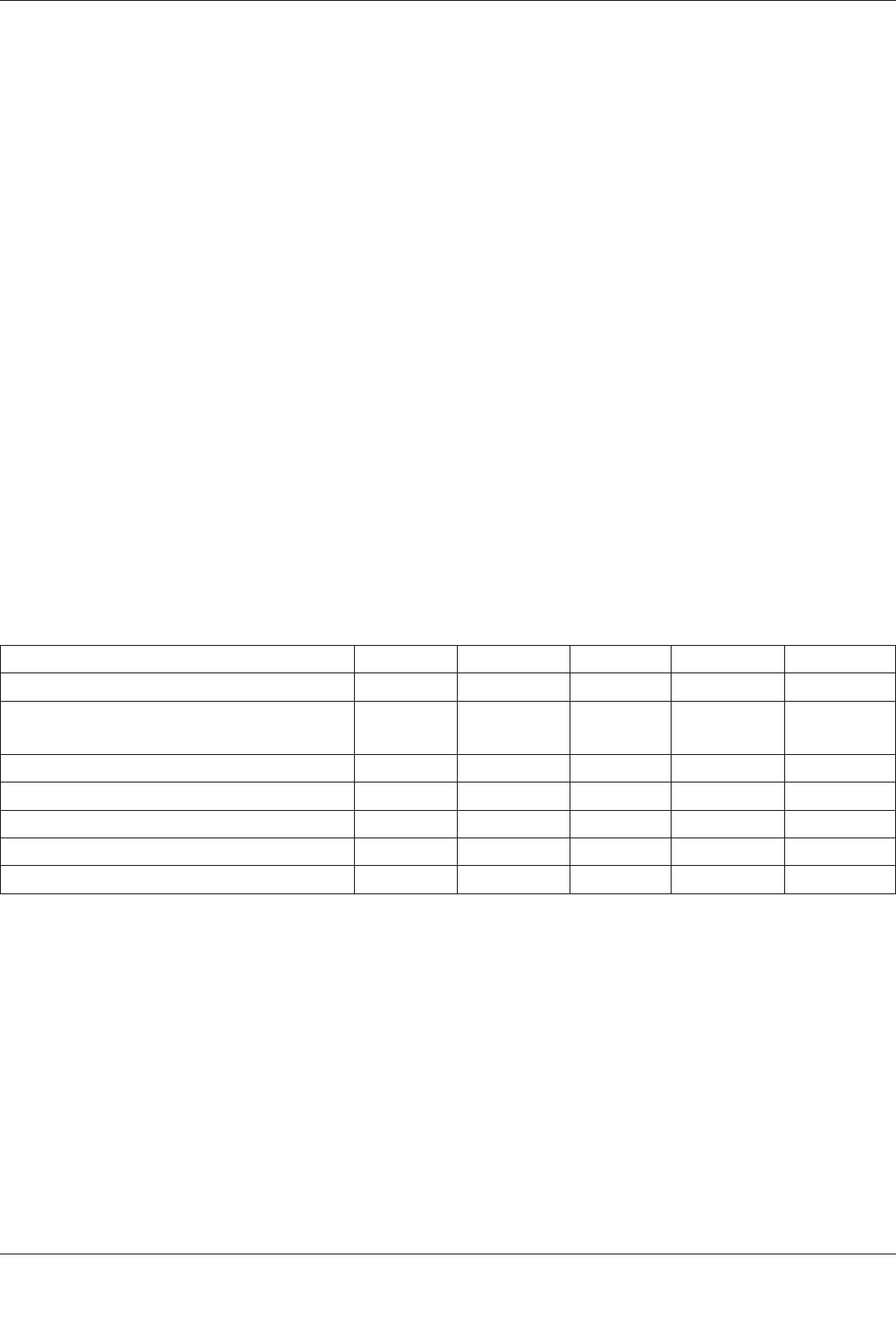
图 7-33 显示了施加和固化后的 SJEM 顶视和截面原理图。
SJEM 部分或完全覆盖 BGA 的每个焊点,在与焊点、印制
板层压板和阻焊膜的接触区域形成粘合键合,这种粘合剂键
合和固化后 SJEM 的粘合强度一起形成了由 SJEM 提供的焊
点增强的基础。
在 BGA 焊点应用中,SJEM 明显比底部填充或角落粘合提
供了更多灵活性。BGA 在贴装至印制板前,可以浸入 SJEM
的贮槽中,类似于为 PoP 组装施加粘性助焊剂。SJEM 可在
BGA 贴片前分配或喷射到印制板上或直接丝网印刷至连接
盘。值得注意的是,对于不同的施加方法,SJEM 的触变性
需要优化。
D
A
B
C
IPC-7095d-7-33-cn
图 7-33 焊点密封材料(SJEM)
A– 顶视
B– 截面(印制板位于下
部而 BGA 封装位于上
部)
C– SJEM
D– 焊点
IPC-7095D-WAM1 CN2019 年 1 月
111
SJEM 在再流过程中固化,因此再流后无需固化。底部填充或角落施加粘合剂需要额外的固化过程,通常是离
线进行,降低了印制板组装的产能,且需求额外的设备、电力和人力增加了制造成本,所以 SJEM 相比底部填
充和角落施加粘合剂有加工优势。
SJEM 需要优化设计,以确保它们在再流过程中固化,而不妨碍 BGA 焊点的形成工艺。SJEM 中的树脂在焊膏
中的焊料熔化并润湿连接盘和焊球且焊点完全塌陷之前不应该开始凝胶化(不再是液态并已经失去流动能力)。
如果 SJEM 与印刷在连接盘的焊膏一起使用(即为适应倒装芯片 BGA 在再流期间的实质性动态翘曲的需要),
则 SJEM 中的助焊剂与焊膏有充分的可混溶性。SJEM 和焊膏的这种组合要求焊点阵列中的通风通道,使
SJEM 和焊膏产生的挥发物可以在再流时逸出。这通常不是问题,因为 SJEM 仅密封单独焊点,而不像底部填
充密封 BGA 基板下的整个区域,从而留下互连的通道供产生的气体逸出。
7.2.3 印制板和模块的分板
可采用多种不同的技术来实现分板。包括简单刻槽、刻槽和铣切的组合以及铣切
加分离条组合(见 IPC-2222)。
刻槽是在层压板正反面机械加工浅而精确的 V 型沟槽。由于刻槽允许从拼托板中分离出边条和单独部件,因
此位置精度非常关键。铣切定义了最后组装的边界。铣切通道由各种直径的铣头铣切而成,留下的分离条在组
装时起到对印制板定位的作用。
分离条去除时应该特别小心。尤其在 BGA 元器件附近,应避免印制板发生弯曲。弯曲可能会造成 BGA 焊点
开裂,这通常始发于角落焊球。用户应该采用定制工具或专为去除分离条设计的设备。在去除分离条时,这些
工具或设备应减少或消除 BGA 元器件附近的应力。
7.3 检测技术
下面章节描述的是在开发 BGA 组装工艺或作为生产期间的审核机制,适用于不同阶段的检验
技术。表 7-8 提供了关于检验方法适用性的一些建议。
表 7-8 检测方法应用建议
工艺开发 小批量生产 在线生产 失效分析 工艺审核
光学检测 优秀 好 好 优秀 好
手动 X-ray (包括
2D, 大物台 3D 计算机断层
扫 描( CT)及微计算机断层扫描 (
μ
CT) 3D)
优秀 好 好 优秀 好
自动传输 X 光检查
(AXI) 优秀 好 好 优秀 好
自动切面 X 光
(3D AXI) 优秀 好 好 优秀 好
声波扫描显微镜 (
SAM) 优秀 差 差 优秀 好
AOI 自动光学检测 优秀 优秀 优秀 好 优秀
破坏性分析 好 差 差 优秀 一般
7.3.1 X 射线检验
X 射线检验通常用在焊点被高比例遮盖(目视无法看清)时以及有大量焊点不可测试时。
焊点不可测试的例子为冗余连接和背靠背 BGA,此时 BGA 扇出的导通孔难以接近且没有足够空间设置额外测
试点。X 射线检验法可作为所选测试工艺的补充并能给生产线提供快速反馈。根据 X 射线系统的能力,X 射
线能探测到与焊接相关的缺陷,如桥连、焊点开路、HoP(枕头效应)、焊料不足和焊料过多。其它诸如焊球
缺失、偏移以及封装爆米花效应等缺陷也能识别。除了缺陷探测外,X 射线也能提供焊料体积和焊点形状的趋
势分析。X 射线是发现 BGA 焊点空洞唯一的非破坏性方法。
X 射线检测已成为对 BGA 焊点完整性分析和再流工艺监控的普遍接受的工具。通过理解 X 射线图像采集原理
可最有效地运用 X 射线检验技术。
电子元器件和组件的无损检测要求是电子工业 X 射线检验技术发展和进步的主要推动力。在许多情况下,X
射线检验针对光学隐藏元器件和焊点,如 BGA、PoP、QFN、倒装芯片、通孔、通硅孔(TSV)、微凸点、铜
柱等能提供唯一的无损检验技术。使用 X 射线要注意对易损材料或元器件的过度曝光。