IPC-7095D-CHINESE NP 2019.pdf - 第128页
IPC-7095D-W AM1 CN 2019 年 1 月 11 2 所有 X 射线检验系统都依赖于吸收对比成像,其中对比度是由样品的阻止能力产生的 。因此,较高密度的样 品和 / 或较厚区域产生灰度图像较暗的区域。 图 7-34 显示适用 X 射线设备的基本原理。图片中呈现的一般特性适用于大多数 X 射线系统。 图 7-35 和图 7-36 显示了 X 射线图像关于 HoP 和空洞的特性。 F E D C B A IPC-7095d-…
IPC-7095D-WAM1 CN2019 年 1 月
111
SJEM 在再流过程中固化,因此再流后无需固化。底部填充或角落施加粘合剂需要额外的固化过程,通常是离
线进行,降低了印制板组装的产能,且需求额外的设备、电力和人力增加了制造成本,所以 SJEM 相比底部填
充和角落施加粘合剂有加工优势。
SJEM 需要优化设计,以确保它们在再流过程中固化,而不妨碍 BGA 焊点的形成工艺。SJEM 中的树脂在焊膏
中的焊料熔化并润湿连接盘和焊球且焊点完全塌陷之前不应该开始凝胶化(不再是液态并已经失去流动能力)。
如果 SJEM 与印刷在连接盘的焊膏一起使用(即为适应倒装芯片 BGA 在再流期间的实质性动态翘曲的需要),
则 SJEM 中的助焊剂与焊膏有充分的可混溶性。SJEM 和焊膏的这种组合要求焊点阵列中的通风通道,使
SJEM 和焊膏产生的挥发物可以在再流时逸出。这通常不是问题,因为 SJEM 仅密封单独焊点,而不像底部填
充密封 BGA 基板下的整个区域,从而留下互连的通道供产生的气体逸出。
7.2.3 印制板和模块的分板
可采用多种不同的技术来实现分板。包括简单刻槽、刻槽和铣切的组合以及铣切
加分离条组合(见 IPC-2222)。
刻槽是在层压板正反面机械加工浅而精确的 V 型沟槽。由于刻槽允许从拼托板中分离出边条和单独部件,因
此位置精度非常关键。铣切定义了最后组装的边界。铣切通道由各种直径的铣头铣切而成,留下的分离条在组
装时起到对印制板定位的作用。
分离条去除时应该特别小心。尤其在 BGA 元器件附近,应避免印制板发生弯曲。弯曲可能会造成 BGA 焊点
开裂,这通常始发于角落焊球。用户应该采用定制工具或专为去除分离条设计的设备。在去除分离条时,这些
工具或设备应减少或消除 BGA 元器件附近的应力。
7.3 检测技术
下面章节描述的是在开发 BGA 组装工艺或作为生产期间的审核机制,适用于不同阶段的检验
技术。表 7-8 提供了关于检验方法适用性的一些建议。
表 7-8 检测方法应用建议
工艺开发 小批量生产 在线生产 失效分析 工艺审核
光学检测 优秀 好 好 优秀 好
手动 X-ray (包括
2D, 大物台 3D 计算机断层
扫 描( CT)及微计算机断层扫描 (
μ
CT) 3D)
优秀 好 好 优秀 好
自动传输 X 光检查
(AXI) 优秀 好 好 优秀 好
自动切面 X 光
(3D AXI) 优秀 好 好 优秀 好
声波扫描显微镜 (
SAM) 优秀 差 差 优秀 好
AOI 自动光学检测 优秀 优秀 优秀 好 优秀
破坏性分析 好 差 差 优秀 一般
7.3.1 X 射线检验
X 射线检验通常用在焊点被高比例遮盖(目视无法看清)时以及有大量焊点不可测试时。
焊点不可测试的例子为冗余连接和背靠背 BGA,此时 BGA 扇出的导通孔难以接近且没有足够空间设置额外测
试点。X 射线检验法可作为所选测试工艺的补充并能给生产线提供快速反馈。根据 X 射线系统的能力,X 射
线能探测到与焊接相关的缺陷,如桥连、焊点开路、HoP(枕头效应)、焊料不足和焊料过多。其它诸如焊球
缺失、偏移以及封装爆米花效应等缺陷也能识别。除了缺陷探测外,X 射线也能提供焊料体积和焊点形状的趋
势分析。X 射线是发现 BGA 焊点空洞唯一的非破坏性方法。
X 射线检测已成为对 BGA 焊点完整性分析和再流工艺监控的普遍接受的工具。通过理解 X 射线图像采集原理
可最有效地运用 X 射线检验技术。
电子元器件和组件的无损检测要求是电子工业 X 射线检验技术发展和进步的主要推动力。在许多情况下,X
射线检验针对光学隐藏元器件和焊点,如 BGA、PoP、QFN、倒装芯片、通孔、通硅孔(TSV)、微凸点、铜
柱等能提供唯一的无损检验技术。使用 X 射线要注意对易损材料或元器件的过度曝光。
IPC-7095D-WAM1 CN 2019 年 1 月
112
所有 X 射线检验系统都依赖于吸收对比成像,其中对比度是由样品的阻止能力产生的。因此,较高密度的样
品和 / 或较厚区域产生灰度图像较暗的区域。
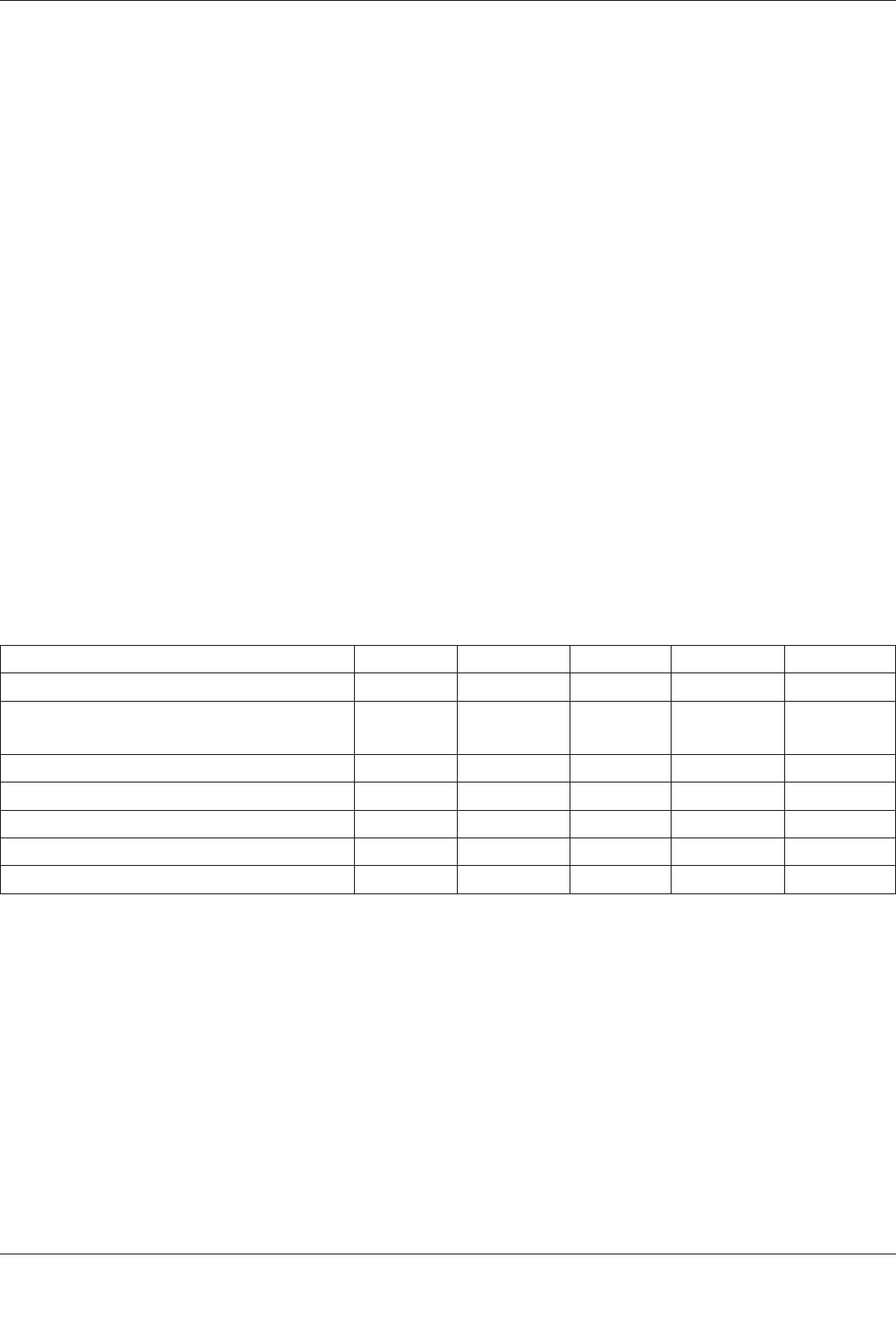
图 7-34 显示适用 X 射线设备的基本原理。图片中呈现的一般特性适用于大多数 X 射线系统。
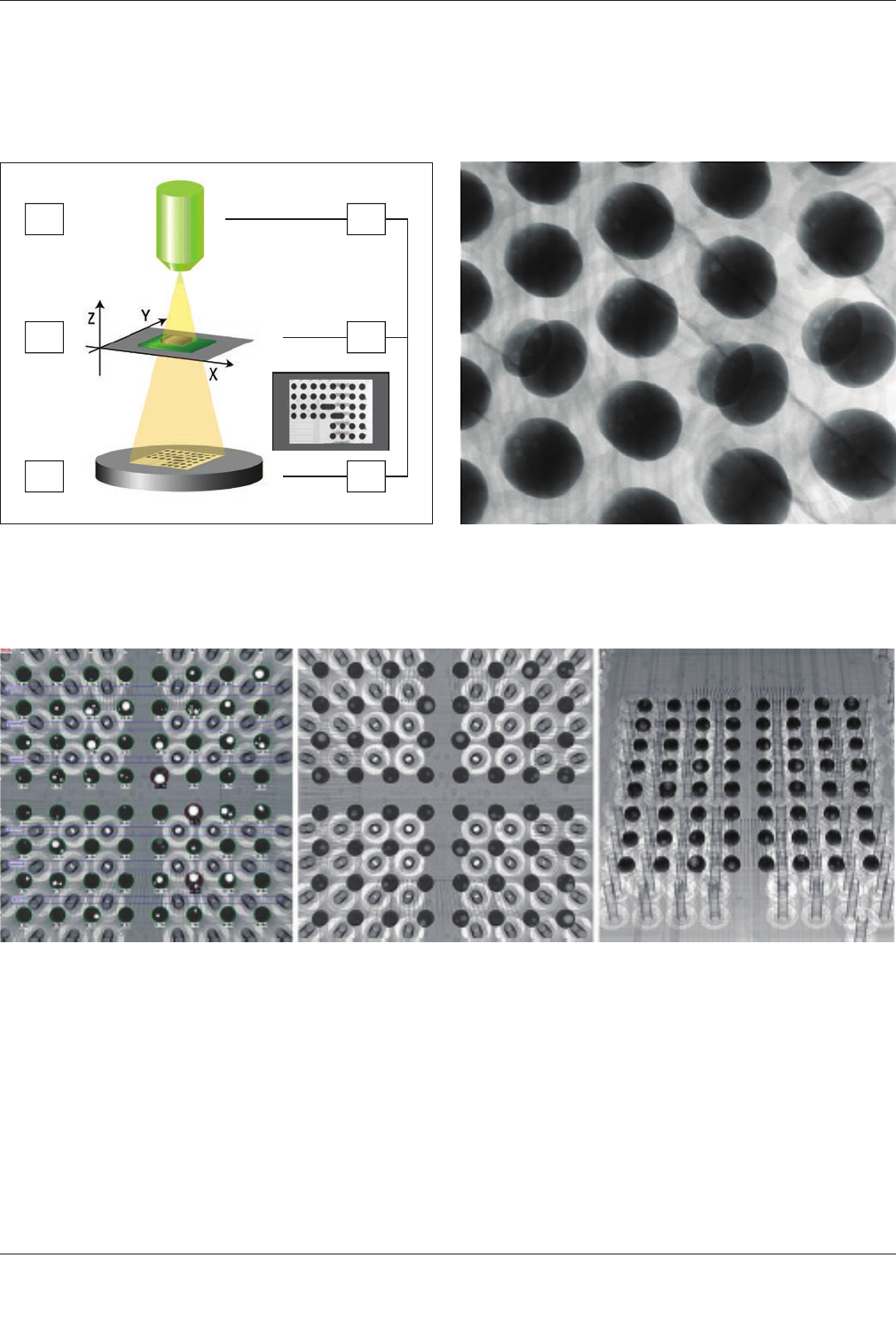
图 7-35 和图 7-36 显示了 X 射线图像关于 HoP 和空洞的特性。
F
E
D
C
B
A
IPC-7095d-7-34-cn
图 7-34 X 射线技术基本原理
A–X- 射线管
B– 调制器
C– 探测器(图像链)
D– 射线管控制
E– 控制杆 / 计算机数字控制
F– 图像处理器
图 7-35 枕头效应(HoP)焊点的 X 射线示例
图 7-36 焊球触点空洞的三个 X 射线图示例
7.3.2 X 射线图像采集
实时 X 射线检测系统使用了一个 X 射线源,以及一个将不可见的 X 射线图像转化为
视频播放信号的探测器系统。这些系统可提供样品的即时成像结果。由这些系统所生成的图像不应该失真或
包含由 X 射线系统自身所导致的伪影。目前的高质量平板 X 射线探测器使现代 X 射线检验系统能够以每秒 30
帧的速度产生分辨率非常高的 16 位图像。特征识别可达到 0.1
μ
m,X 射线图像尺寸可达 6.7 兆像素。
可用的实时系统尺寸范围很广,从小型桌面系统到大型落地式操控系统。可用的 X 射线源电压范围也很宽广。
对于 BGA 的检测并没有具体的电压规定。所需的电压部分取决于所使用的特定 X 射线系统的灵敏度和待测
BGA 的结构和特性。例如对带有铜散热器的 BGA,比 PBGA 或 CBGA 需要更高的穿透电压。而带有铝散热
器的 BGA,不需要较高的电压,因为铝属于低密度材料,相比于铜更能让 X 射线穿透。一般来说,电压范围
IPC-7095D-WAM1 CN2019 年 1 月
113
30 kV 至 160 kV,目标功率 10W 至 20W 的 X 射线系
统,完全能检验和方便定位所有的印制板缺陷。
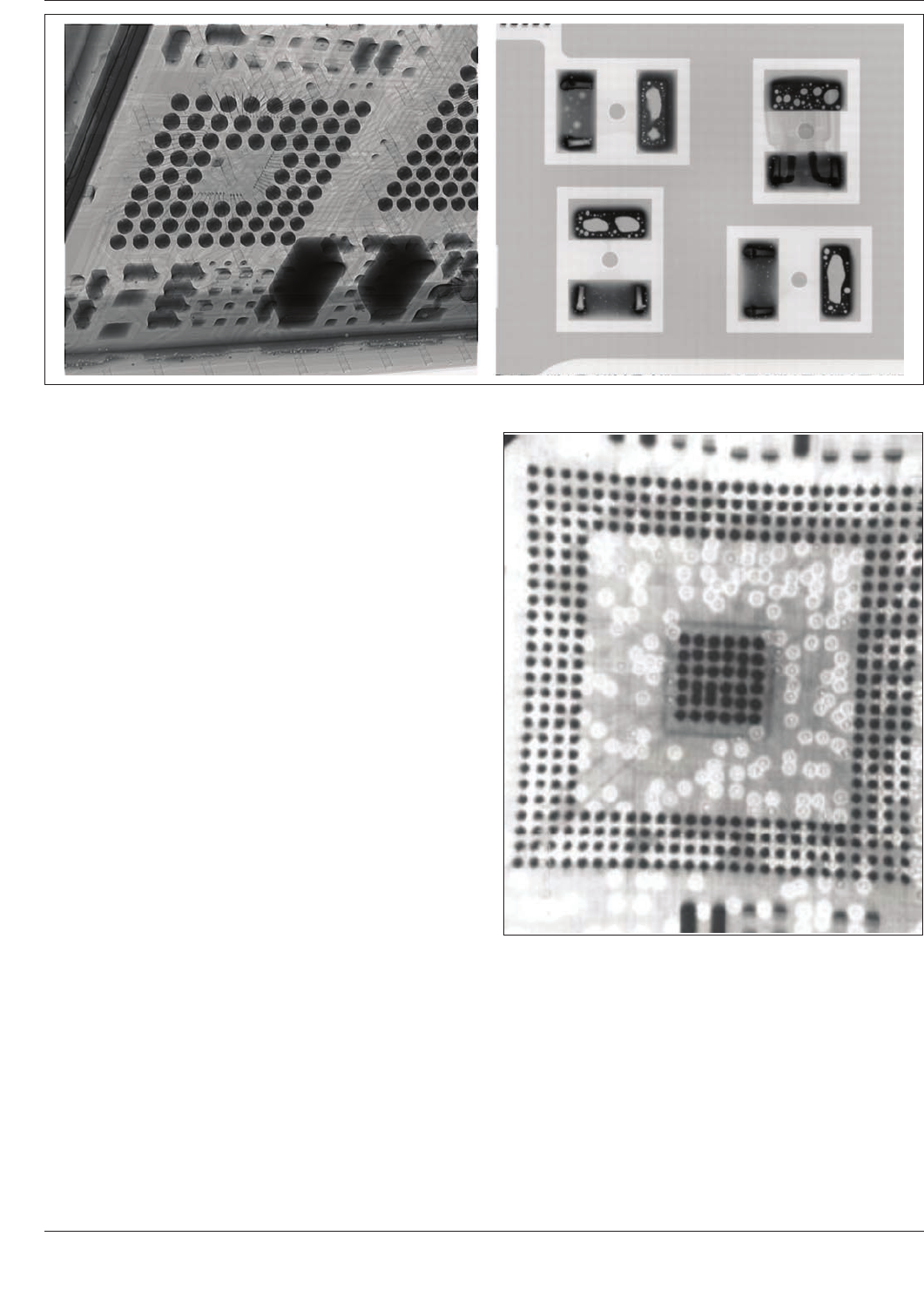
图 7-37 展示了人工 X 射线检验系统预期得到的可比较
级别的图像质量。图 7-38 展示了枕形失真和电压过曝
的例子。
7.3.3 X 射线系统术语的定义和讨论
目前市面上的
X 射线检测系统有手动 X 射线检测(MXI)和 AXI 配
置。MXI 系统有不同程度的自动化,可包括:
• 自动 BGA 检验
• 自动 QFN 检验
• 自动空洞面积计算
• 焊盘分析
• 自动图像处理功能
透射标靶型 X 射线系统的另一特点是通过侧视获得高
放大倍率(见 7.3.3.2 节 )。
AXI 系统和 MXI 的区别为,AXI 系统能在线使用并
且不需要操作员作出接受/拒收的判定。MXI 设备
几乎只有 X 射线透射技术,而 AXI 设备可以进行透射、切面或者两者的组合。MXI 系统能给出更好的分
辨率和生成更优质的图片质量,因此手动模式的结果更精确。一些 MXI 系统提供自动路径,包括逐步和
重复,自动进行检查 BGA,QFN, 空洞面积和焊盘分析,但这些相对于其主要功能为 X 射线显微镜来说都
是次要的。
AXI 系统也较快。很多情况下 MXI 系统用以验证 AXI 的结果,并帮助优化 AXI 自动检测参数。
图 7-37 手动 X- 射线系统图像质量的两个示例
图 7-38 枕形失真和电压过曝的 X- 射线例子