IPC-7095D-CHINESE NP 2019.pdf - 第134页
IPC-7095D-W AM1 CN 2019 年 1 月 11 8 7.3.4.1 视野 在确定检验标准时,定义出一次能观测多少 BGA 焊球很重要。随着 BGA 节距的缩小,焊球尺 寸也随之减小,但有几种放大倍数水平可用于评估。 表 7-9 提供了适用于不同视野的不同节距和焊球尺寸特性。放大倍数的范围会变化,但应该在 30 倍至 50 倍之 间。取决于焊球尺寸,视野可以简单地通过 15 除以焊球直径得到。 表 7-9 检测的视野 焊…
IPC-7095D-WAM1 CN2019 年 1 月
117
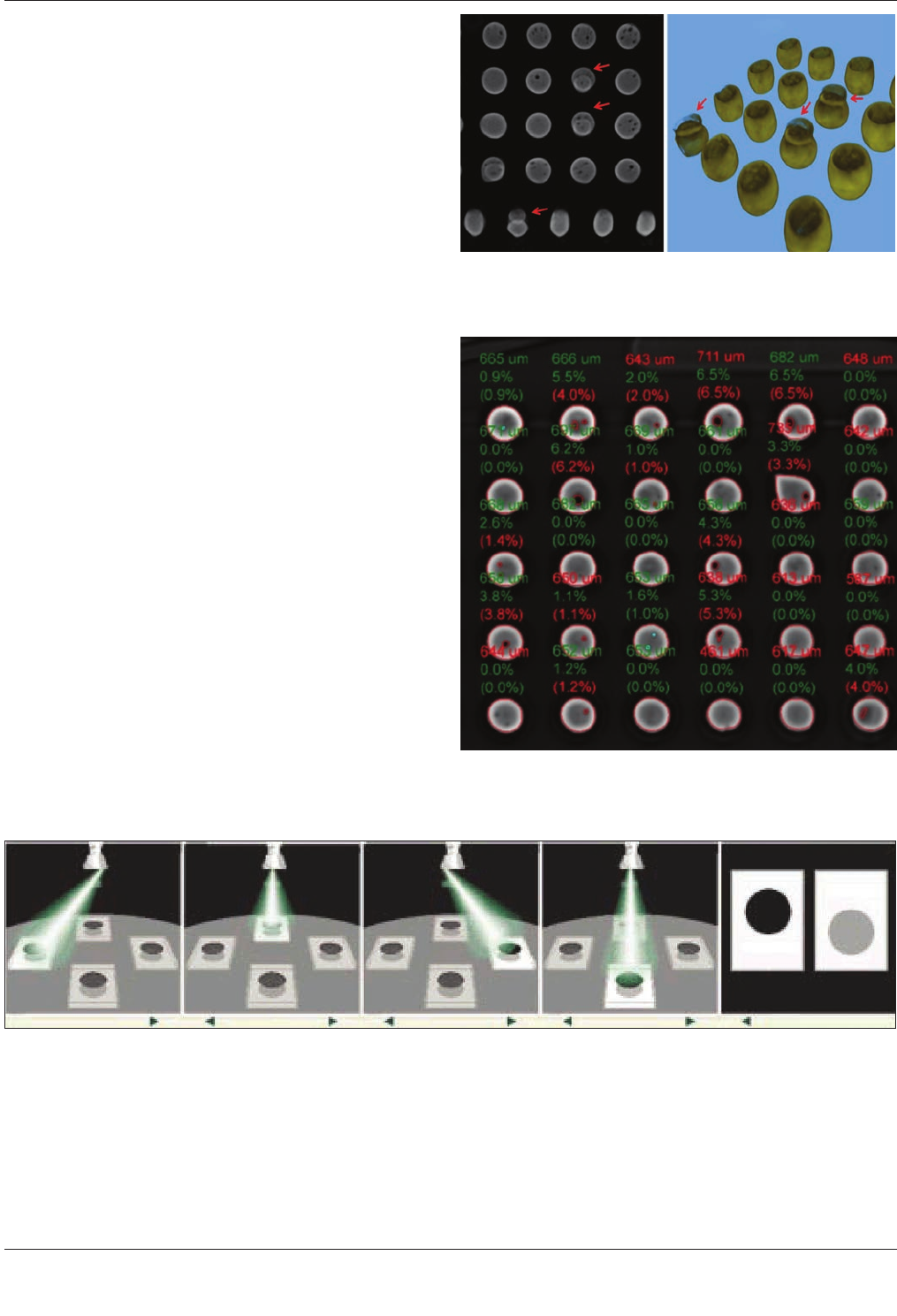
图 7-48 展示了大物台 CT 电子切片和和板内局部 3D
渲染,揭示了 HoP(红色箭头)
大物台 CT 的一个重要优点是操作者可以很容易地选
择切片(电子切片)的位置。该切片常用于精确评估
BGA 器件内的界面空洞。图 7-49 显示了 BGA 器件
界面区域的空洞切片。该切片有助于对界面空洞进行
准确评估,并显示出在组装界面处的焊球直径和空洞
百分比。
7.3.3.3.2 自动 X 射线检测(AXI)
断层合成(图
7-50)和分层成像(图 7-51)均提供器件切片图像的
射线照相技术。用分层成像时,X 射线源和 X 射线成
像平面相对于待测电子器件彼此协调的方式移动。分
层成像仅显示器件的一层或一片清晰的图像,成像平
面上的其它层都被抹掉了。断层合成检测时在不同角
度下采集了若干 X 射线透射图像,并将这些图像的数
字信息进行数学合成。这可在期望的平面上能生成虚
拟切片用于分析。
7.3.4 X 射线图像分析
理解 BGA 器件的结构和
再流焊工艺有助于解释和分析焊球连接的 X 射线图
像。关于 X 射线图像分析应该考虑的并行因素可能
包括确定:
• 焊球是可塌陷的(共晶)还是非塌陷的(非共晶)
• 角落是否布置了非坍陷焊球以保持共面性
• 再流焊温度充分保持以实现完全对准并塌陷,BGA
在再流焊过程中出现了某种程度上的物理变形
这些因素会加进 X 射线图像的深入解释和分析中。
图 7-48 大物台计算机断层扫描(CT)(左侧)和 3D
渲染(右侧),显示枕头效应(HoP)
图 7-49 大物台计算机断层扫描(CT)
图 7-50 断层合成成像
IPC-7095D-WAM1 CN 2019 年 1 月
118
7.3.4.1 视野
在确定检验标准时,定义出一次能观测多少 BGA 焊球很重要。随着 BGA 节距的缩小,焊球尺
寸也随之减小,但有几种放大倍数水平可用于评估。
表 7-9 提供了适用于不同视野的不同节距和焊球尺寸特性。放大倍数的范围会变化,但应该在 30 倍至 50 倍之
间。取决于焊球尺寸,视野可以简单地通过 15 除以焊球直径得到。
表 7-9 检测的视野
焊球标称直径 (mm) 节距(mm) 建议的放大倍数 视野
0.75 1.50, 1.27
30 X 至 50 X
15/0.75 = 20 个焊球
0.60 1.0 15/0.60 = 25 个焊球
0.50 1.0, 0.80 15/0.50 = 30 个焊球
0.45 1.0, 0.80, 0.75 15/0.45 = 34 个焊球
0.40 0.80, 0.75, 0.65 15/0.40 = 38 个焊球
0.30 0.80, 0.75, 0.65, 0.50 15/0.30 = 50 个焊球
举例:15 除以 0.75(对于 0.75mm 的焊球), 其结果是在评估该尺寸时能看到 20 个焊球。
随着焊球尺寸减小,质量评估时可观测到更多数量的焊球图像。
实时 X 射线系统的视野显示取决于 X 射线探测器可用的像素及它们是如何显示于操作屏幕上。商用可买到的
X 射线系统,像素可由 640×480(按目前标准属于低性能系统)变化至 3000×2000,甚至更高。
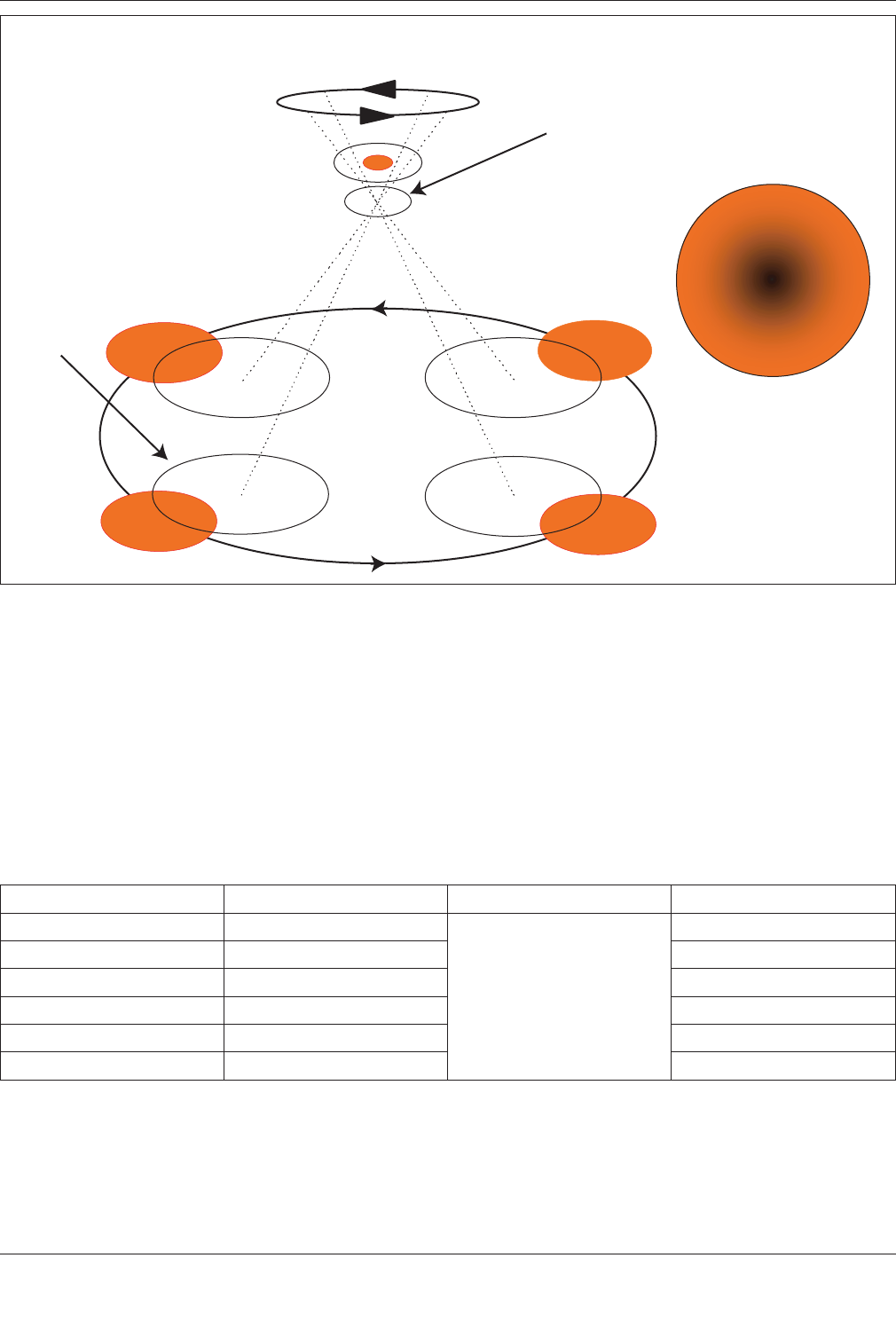
图 7-51 扫描束 X- 射线分层成像
A– 结果
B– 旋转 X 射线探测器
C– 旋转 X 射线束
D– 聚焦平面
D
A
B
C
A
AA
A
A
A
IPC-7095d-7-51-cn
IPC-7095D-WAM1 CN2019 年 1 月
119
空洞是本标准中质量测量指标之一,除非检验焊球直径时按建议已采用最小像素,否则任何后续的空洞测量精
度都会受到严重影响。
假设有一个焊球直径为 0.75mm 的 4×4阵 列( 1.5mm 节距)和一个焊球直径为 0.3mm 的 7×7 阵 列( 0.5mm 节距)
在屏幕上完全显示(如表 7-9 中所示)。在带有 640×480 像素探测器的 X 射线系统上(假设 1∶1 出现在显
示器上),对于屏幕短边来说,那么上面两个 BGA 焊球在直径上的像素分别为 68 个和 44 个,线性测量误差
为 2 个像素(每边一个焊球),每个 BGA 的误差为 2/68 和 2/44,或者分别为 3% 和 4.5%。对关键空洞百分比
计算,如果这些数值用于计算焊球面积,那么该面积误差分别为 9% 和 20%。
作为对比,对具有 1600×200 像素探测器的 X 射线系统的数值,其像素将是 171 和 109,对应的线性误差分别
是 1.2% 和 1.8% 及面积误差分别是 1.5% 和 3.25%。对于 3 级产品,IPC 建议面积最大空洞率是 4%。对于本案
例的情况,整体系统测量的最小行动水平必须要接近于 3%,这是要考虑 X 射线测量任何其它误差(如灰阶灵
敏度变化、几何放大效应等等),并进一步降低行动水平之前的值。
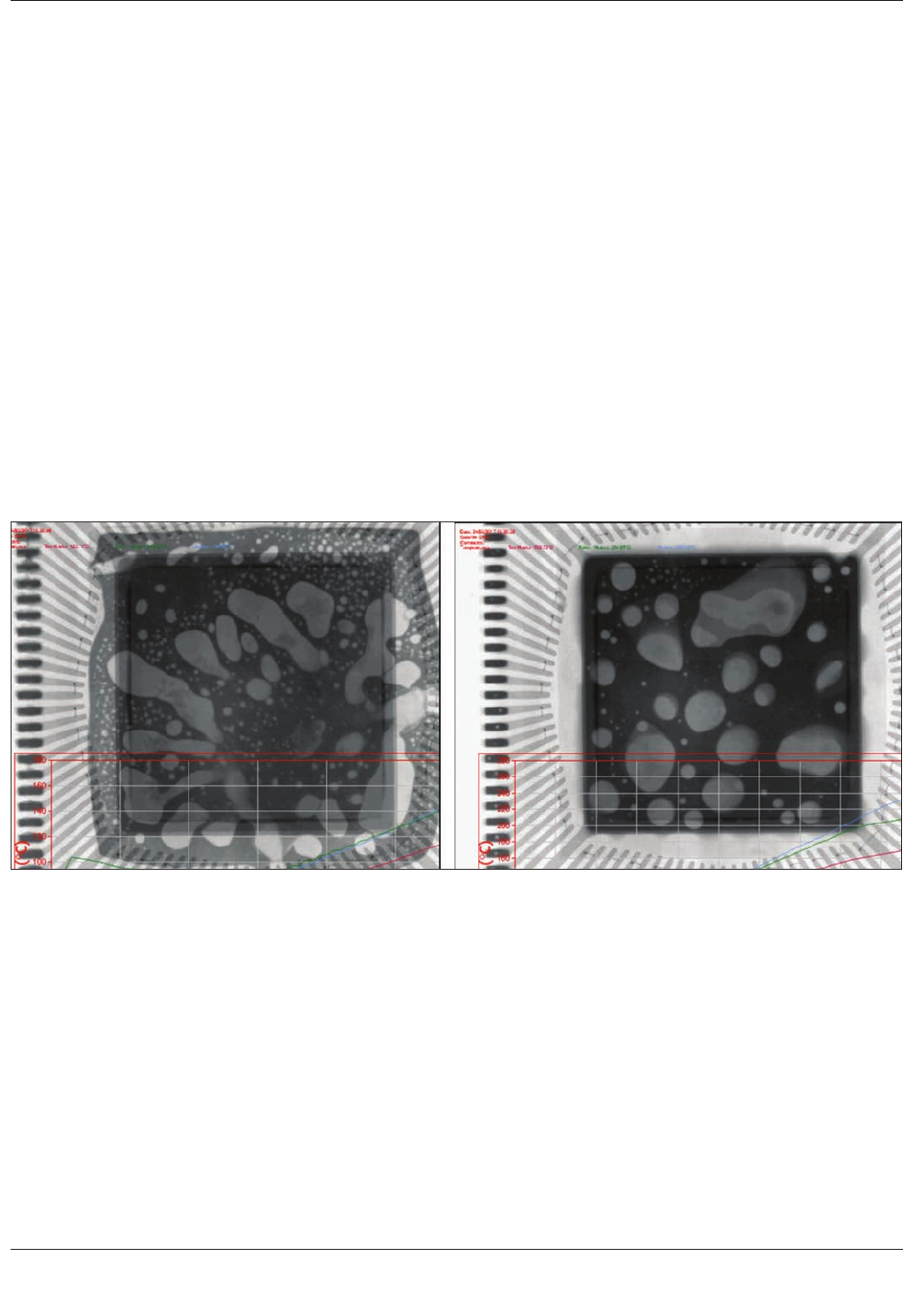
7.3.4.2 手动 X 射线检测(MXI)热再流模拟器(加热台)
加热台是利用透射 X 射线系统实时研究 BGA/
QFN 再流的专用装置。它安装在 X 射线机柜内,配备了加热器和热电偶。可以精确地设定再流温度曲线,实
时观察再流过程和焊料空洞的产生及动态。可获得一系列图像或视频结果。
图 7-52 显示了 QFN 器件的两幅 X 射线图像,呈现了不同温度下空洞形成和动态。图像的下方是温度曲线的追
踪记录。
图 7-52 采用加热台观察到的 QFN 器件空洞形成动态
7.3.5 声学扫描显微镜(SAM)
SAM(也叫 C 模式声学扫描显微镜,或声学扫描断层成像),是一种非破
坏性失效分析工具。它采用声波来扫描印制板器件如 BGA 的内层(见图 7-53)。通常用于半导体封装来探
测分层、裂纹或电子组件内部的空洞。它可以定位 BGA 封装内部的分层、裂纹或空洞以及 BGA 与基板相连
之后底部填充的类似异常。
分层或空洞探测的分辨率取决于用于分析的声音频率。随着频率增加,分辨率也增加。230MHz 传感器分辨
率可探测 X-Y 平面内低约为 12
μ
m 的间隙。单点扫描被称为 A 扫描(A 模式),切片线扫描被称为 B-
扫描(B- 模式),一定深度或关注界面的面扫描被称为 C- 扫描(C- 模式)。穿过整个器件的面扫描被称为 T-
扫描(穿透)。图 7-54 中的图像显示了倒装芯片组件底部填充中空洞位置。
在做 SAM 分析时,被探测的样品需要被放置在水中。如水会渗入开放的空洞或分层则无法用此方式探测。