IPC-7095D-CHINESE NP 2019.pdf - 第146页
IPC-7095D-W AM1 CN 2019 年 1 月 130 使用 X 射线需要小心对敏感材料或元器件的辐射过曝,因为不同 X 射线系统的辐射剂量变化范围很广。对辐 射敏感元器件,需要与元器件供应商讨论关于辐射剂量的 隐含要求,同时应该与 X 射线设备供应商讨论在典 型的 X 射线检测下将会达到的剂量率。 关于识别空洞尽管提供了有许多描述性的资料,但并没有确定与焊点热循环寿命相关的关联显著因子。另外, 还没有关于返工与热循环寿命之…
IPC-7095D-WAM1 CN2019 年 1 月
129
高成本设备的原理是基于 X 射线的断层合成成像或分层成像。两种系统都可提供有用的技术以探测和定位空
洞(见 7.3.1 节 )。
生产放行前应该先对可接受空洞的工艺进行鉴定。
7.6.3 空洞协议开发
在许多应用场合,通过受控实验确定项目特性之后,工程团队会建立可允收的空洞协议。
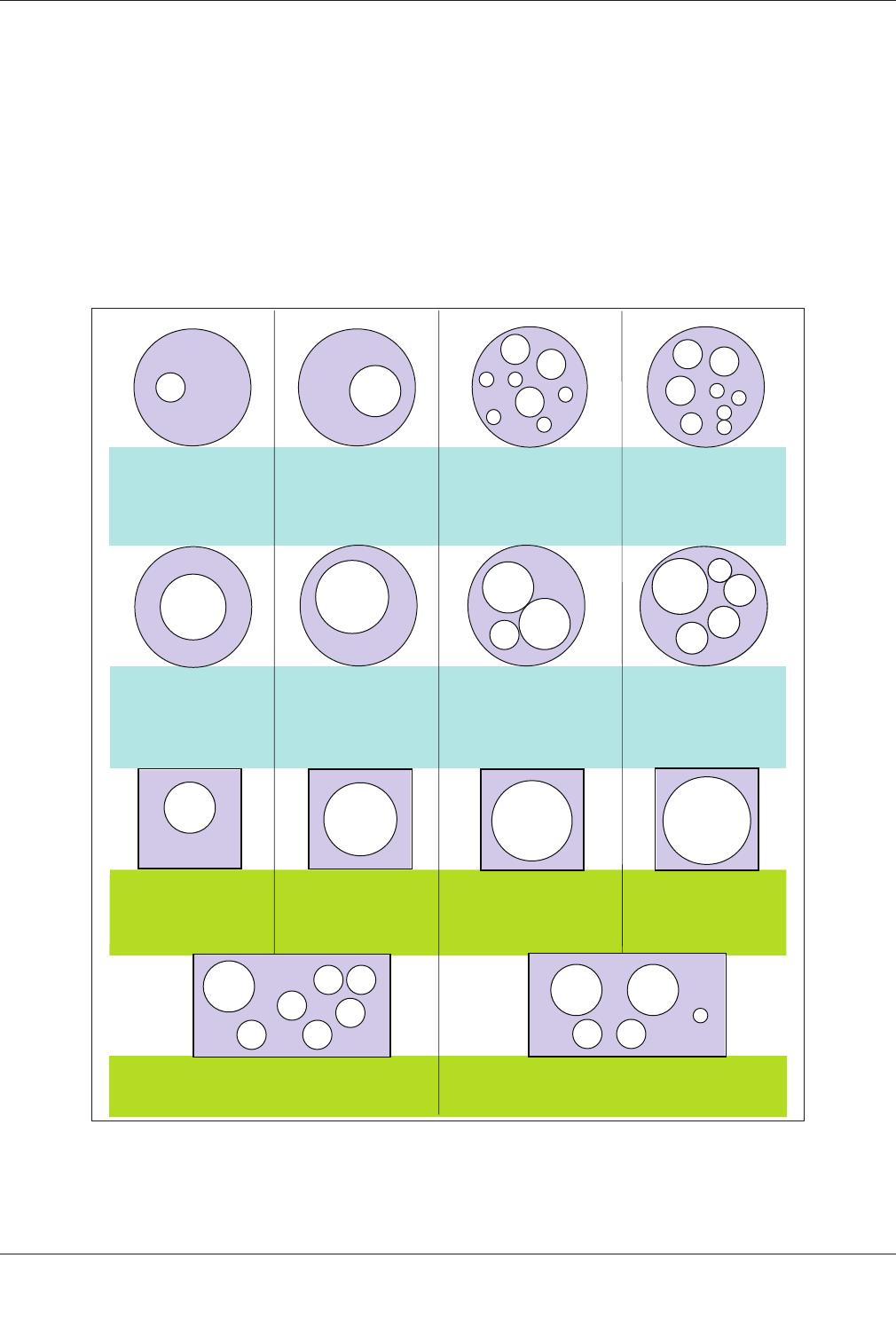
表 7-11 提供了空洞协议的案例,描述了各种连接盘图形下相比于其直径的空洞大小变化。
对于过程控制,空洞面积使用 <35% 作为阈值,空洞直径 <50% 作为阈值。对于拒收 / 返工,空洞面积使用
<45% 作为阈值,空洞直径 <65% 作为阈值。
表 7-11 建议的空洞协议示例
0.635mm连接盘
0.152mm空洞
24%直径
6%面积
0.635mm连接盘
0.330mm空洞
52%直径
27%面积
0.508mm x 0.762mm
0.254mm空洞
50%直径
10%面积
0.508mm x 1.016mm
一个0.254mm空洞及六个0.127mm空洞
0.508mm x 0.635mm
两个0.254mm空洞,两个0.127mm空洞以及一
个0.076mm空洞
0.508mm x 0.762mm
0.356mm空洞
70%直径
19%面积
0.508mm x 0.762mm
0.406mm空洞
80%直径
25%面积
0.508mm x 0.762mm
0.457mm空洞
90%直径
31%面积
0.635mm连接盘
0.381mm空洞
60%直径
36%面积
0.635mm连接盘
0.254mm空洞
50%直径
16%面积
0.635mm连接盘
三个0.152mm空洞以及
三个0.076mm空洞
24%面积
0.635mm连接盘
两个0.254mm空洞以及一
个0.152mm空洞
38%面积
0.635mm连接盘
一个0.254mm空洞,三
个0.152 mm空洞以及一
个0.102mm空洞
37%面积
0.635mm连接盘
三个0.152mm空洞,一
个0.102mm空洞以及四
个0.076mm空洞
25%面积
IPC-7095D-WAM1 CN 2019 年 1 月
130
使用 X 射线需要小心对敏感材料或元器件的辐射过曝,因为不同 X 射线系统的辐射剂量变化范围很广。对辐
射敏感元器件,需要与元器件供应商讨论关于辐射剂量的隐含要求,同时应该与 X 射线设备供应商讨论在典
型的 X 射线检测下将会达到的剂量率。
关于识别空洞尽管提供了有许多描述性的资料,但并没有确定与焊点热循环寿命相关的关联显著因子。另外,
还没有关于返工与热循环寿命之间关系的数据。
正常空洞的面积百分比是投影面积的 15±10%。
注:
30% 左右的空洞,需要制程警示,> 50% 的空洞则需要进行返工。见 7.5 章节。
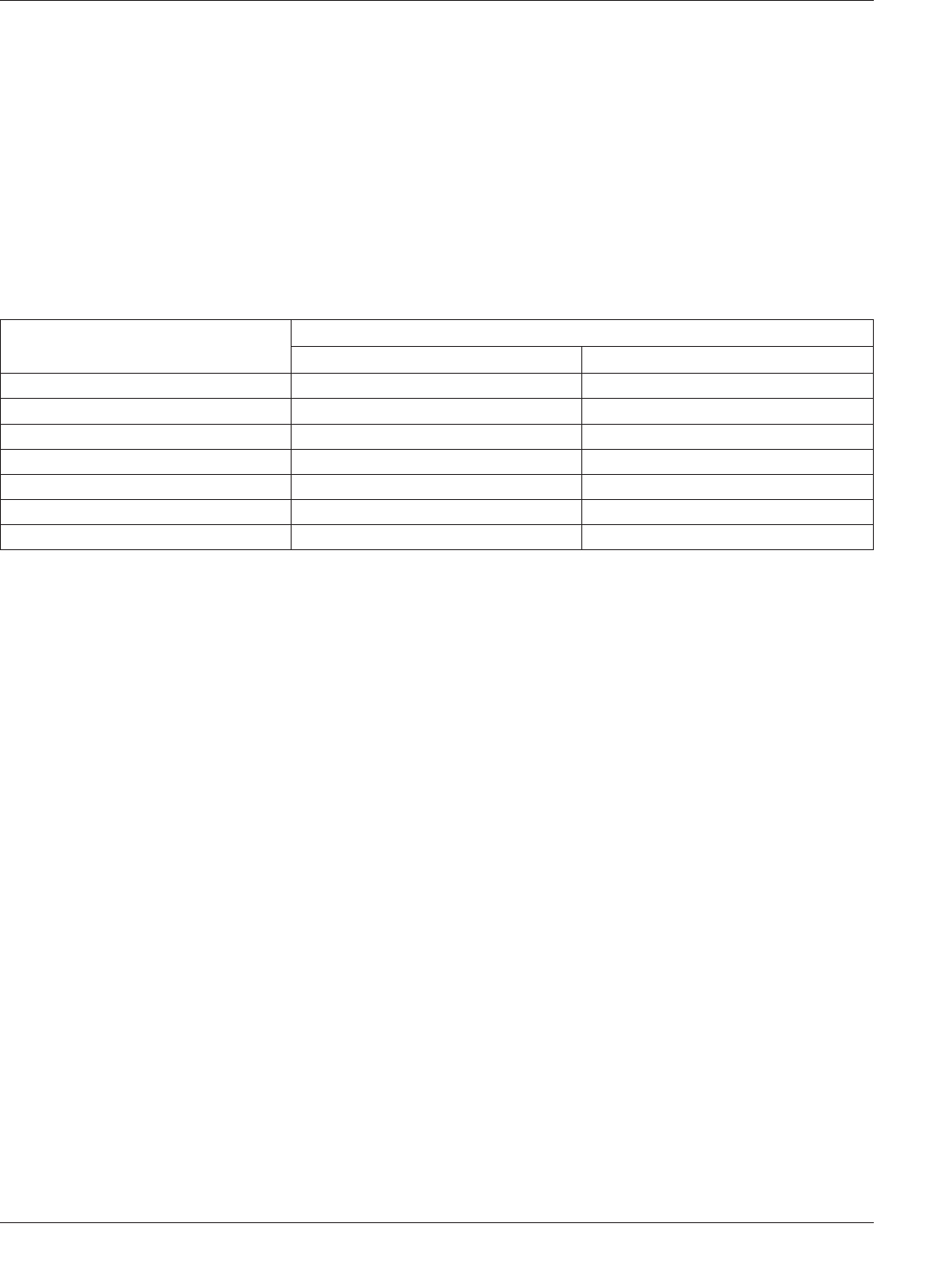
以直径为 0.2mm 的空洞为例,表 7-12 列出了不同焊球尺寸下的空洞百分比。当焊点尺寸减小时,探测到的空
洞直径百分比会增大(即,一个 0.75mm 的焊点上的 27%,就会在一个 0.3mm 的焊点上膨胀到 67%)。
表 7-12 各种焊球直径下焊球与空洞大小图像对比
焊球直径 /X 射线图像
空洞直径 0.2mm
空洞直径% 空洞面积%
0.85 mm 24% 6%
0.75 mm 27% 7%
0.65 mm 31% 9%
0.55 mm 36% 13%
0.45 mm 44% 20%
0.40 mm 50% 25%
0.30 mm 67% 44%
缺陷的认定要依据产品可靠性要求。例如,如果允许的最大空洞尺寸为焊球直径的 31%,那么就意味着所允许
的空洞面积比为 9%。这 9% 可以是一个空洞,也可以是许多空洞的总和。一些新式 X 射线设备采用可计算空
洞面积和的算法。X 射线断层合成成像运用的算法不能够统计空洞面积之和。
对于单个空洞,X 射线断层合成成像可以识别比预定尺寸大的空洞所引起的缺陷。
例如:如果焊球尺寸为 0.75mm, 允许最大空洞尺寸为焊球直径的 30%,允许的在焊球中心的最大空洞尺寸计
算如下:
0.75mm 的 30%
0.75×0.3 = 0.225mm 最大空洞直径
当空洞并非位于焊球中央,而是在印制板或者元器件连接盘附近时,焊球的剖面直径和最大可允许空洞直径都
会减少。
例如:若位于连接盘的焊球直径大致与连接盘相等,连接盘尺寸是焊球尺寸的 75%(25% 的减少量),则:
0.75mm 的 75%=0.56mm 连接盘上的焊球直径
0.56 mm 的 30% = 最大空洞直径
0.56×0.3 = 0.17mm 连接盘上的最大空洞直径
7.6.4 空洞评估的抽样计划
基于对空洞的担忧,本标准试图定义空洞基准线目标和工艺控制方法。丢弃好的
产品或返工没有迹象对复杂性和该条件下的可靠性有影响的已识别有空洞的产品是不理想的。
空洞发生的判据并不基于 100% 的检测,而是采用抽样计划来完成的。IPC-6012 提供了抽样计划条件。
根据产品等级类别和顾客要求,适当的纠正措施可能会有所不同,最终措施是拆除并替换受到影响的元器件;
但是,这些解决方案必须要仔细评估,因为产品应该已经开发有包括再评估在内的允许维修程序。
一旦建立关于组装允许的空洞百分比协议,就应该从生产的产品中随机抽取样品,并评估与协议中规定的可接受
条件的符合性。样本数量的确定取决于所生产产品的数量,也应该考虑作为印制板组件一部分的 BGA 的数量。

IPC-7095D-WAM1 CN2019 年 1 月
131
7.7 减少空洞的工艺控制
7.7.1 工艺参数对于空洞形成的影响
为了建立起 BGA 组装的工艺控制,理解组装过程中什么工艺参数会影
响空洞的形成频率和大小是很重要的。组装后焊点中发现的空洞通常被称为制程空洞,也被称为大空洞。制程
空洞通常由助焊剂和焊膏中的挥发成分演变而来。但是,如果焊点中的大空洞在 SMT 制程后被发现,则它们
可能不只是在 SMT 制程期间产生的。
焊球与 BGA 封装基板相连的过程也会在焊球中产生空洞。因此,有必要探究 BGA 器件焊球中的空洞数量,
焊球中的空洞级别可以是非常高的。JESD217 建议 BGA 焊球空洞百分比应该小于 15%。BGA 焊球中高级别的
空洞在再流焊之后可能会在同一焊球中产生更高级别的空洞。
组装后影响焊点空洞级别的参数包括:
• 再流焊时间和温度曲线
• 焊膏配方
• 焊膏量
• 元器件和印制板污染及氧化
• 多次再流
但是,这些参数对 BGA 空洞的影响程度也是不同的。这些参数和其它参数的细节以及它们对焊点空洞影响在
7.7.1.1 至 7.7.1.8 中讨论。
7.7.1.1 焊膏配方
助焊剂用作 BGA 组装比使用焊膏在焊点中更易于产生较小的空洞。原因是在再流中焊膏
中焊粉的氧化物会与焊膏助焊剂反应并形成排气,导致 BGA 焊点中较多的空洞。
用水溶性的焊膏进行 BGA 焊点组装比使用免清洗焊膏组装更易形成空洞。这是因为水溶性焊膏和免清洗焊膏
中的助焊剂成分是不同的。水溶性焊膏中助焊剂的性质比免清洗焊膏助焊剂活性更强,与焊料粉末中的氧化物
反应更快更完全。这种反应导致再流焊中有更多的排气。
对于无铅免清洗焊膏,用不同型号 / 制造商的免清洗焊膏,它们在焊点中产生的空洞级别没有大的差异。即使
改变焊膏中的助焊剂溶剂和金属含量,在焊点中空洞级别变化不是很显著(<1%)。
焊膏中的焊料粉末类型也会影响组装后的空洞级别。焊粉越细,焊粉颗粒表面积与体积比就越大,因此氧化物
含量越高。再流焊中与助焊剂反应的氧化物越多,所产生的排气也会增多。
7.7.1.2 焊膏量
施加于印制板连接盘的焊膏量增多会导致焊点中形成更多空洞。这是由于焊膏施加得越多,
出现的助焊剂溶剂就越多,进而与焊料粉末氧化物和焊球氧化物反应形成的气体逸出越多。焊膏量对于空洞的
形成变得越来越关键,因为焊球尺寸在减小,而焊膏量和焊球体积之比在增大。
7.7.1.3 元器件,印制板和焊膏污染及氧化
焊球和连接盘表面污染会导致 SMT 制程中产生空洞。污染物可
能会在印制板连接盘上产生不可焊接的表面,这可能会使大空洞附着于连接盘,在焊接温度下污染物如分解可
能会产生挥发性气体。
如果焊膏暴露在空气或湿度较高的环境下,焊膏中的焊料粉末会被氧化。在再流焊过程中,助焊剂与焊料粉末
的氧化层反应并生成挥发性气体,进而在焊点中形成空洞。较小尺寸的粉末有较大的表面积,在 SMT 制程中
于是有更多气体逸出的可能。
暴露于高温、潮湿或室温下时间足够长的 BGA 焊球会在其表面形成一层较薄的氧化外壳。这种氧化外壳在再
流焊时会阻止气泡从熔融的焊球中逸出。
与焊球氧化相比,印制板连接盘表面的氧化不会显著影响焊点的空洞级别。这可能是因为连接盘表面积远小于
焊料粉末表面积,因此助焊剂可能无法完全与连接盘表面的氧化物反应。