IPC-7095D-CHINESE NP 2019.pdf - 第153页
IPC-7095D-W AM1 CN 2019 年 1 月 137 可注意到图 7-72 下面的焊球比上面的焊球要大 ,图 7-73 显示顶部有形状不规则的焊料键合。 7.8.5 枕头效应( HoP ) BGA HoP 焊点由两个明显的 冶金块组成的焊点。其中一部分由 BGA 焊球形成,另 一部分由已再流的焊膏形成 ,它们之间没有完全或没 有熔融在一起。此缺陷有许多其它名称(如 , head and pillow 、 head in p…
IPC-7095D-WAM1 CN 2019 年 1 月
136
7.8 焊接缺陷
7.8.1 焊料桥连
焊料桥连是不可接受的。有必要采用电气测试、光学检验(内窥镜)或者 X 射线检验对于
探测焊料桥连。
桥连的典型原因包括:
• 焊膏印刷不良
• 贴装偏位
• 贴片后,元件手动调整
• 再流焊过程中焊料飞溅
相对于两基板间的间隙,焊球太大也会造成桥连。
7.8.2 冷焊
再流焊曲线应该能达到足够高的温度以确保焊料完全融化和连接盘表面有良好润湿。冷焊会减弱
机械完整性导致电气失效或功能间歇性失效。切片后的光学检测是检验冷焊焊点的最好方法。
7.8.3 开路
焊点开路也是不可接受的。电气测试、光学检验(内窥镜)或 X 射线检验对于探测焊点开路是
必要的。
焊点开路与组装相关的原因包括:
• 焊膏印刷不良
• 贴装偏位
• 贴装后手动调整
共面性问题和基板可焊接性问题也会导致开路。过度
的机械应力也会导致焊点开裂,引发开路。
7.8.4 受热不充分 / 不均匀
一个常见的工艺问题是
BGA 受热不充分或不均匀,这个问题在返工过程中很
常见,但是在有许多接地层和电源层的多层印制板生
产中也能见到。当屏蔽元器件位于 BGA 位置附近的背
面时,此类问题也会出现在双面印制板中。在完全再
流发生之前,若有热导体将热量从 BGA 传导出,则会
发生此问题就。此问题的 X 射线图像的特征为:封装
下面不同位置的焊球大小有差异。
加热不充分在 X 射线图像通常表征为封装中央或一侧
的焊料球少部分再流。加热不充分也可表现为这些焊
料球外表粗糙,这说明焊料仅有部分发生再流,没有
足够的再流时间使连接盘完全润湿并使焊球塌陷形成
理想的圆球。相对于连接盘的焊球偏位也是加热不充
分的标志,焊球偏位的 X 射线图像表征为偏移方向不
一致的焊球拉长。
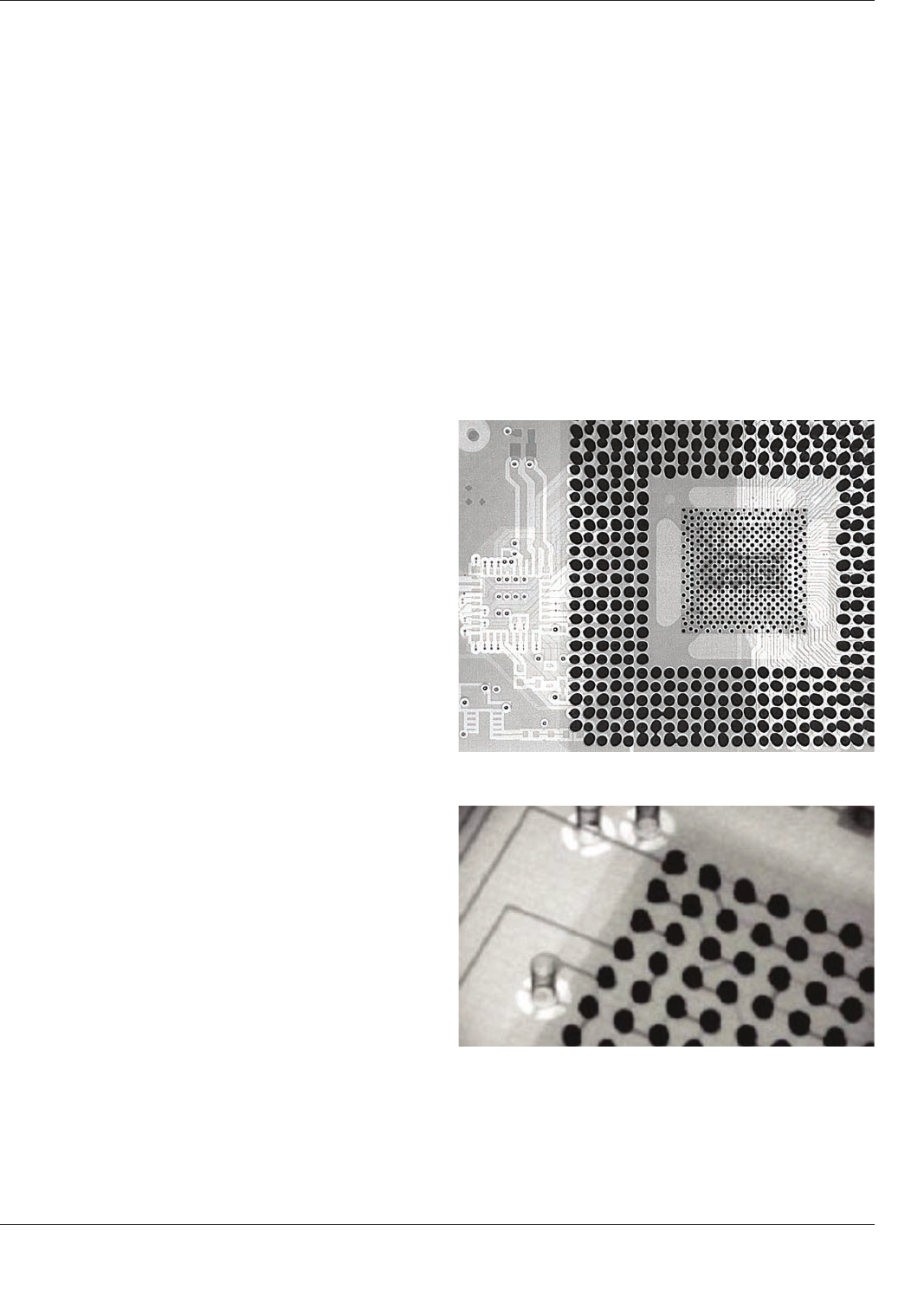
45°角 的 X 射线检测也是确定与加热不充分或不润湿相
关特征的一项有用技术。焊球应该与连接盘接触且完
全润湿以形成光滑的柱子。与不充分加热相关的特征包括连接盘不完全润湿,或焊料连接图像伸长,这表明焊
球和焊膏并没有熔合在一起形成单个焊点(见图 7-72 和 7-73)。
图 7-72 显示为不均匀受热的 X 射线图像
图 7-73 45°角的 X 射线图像,显示 BGA 的一个角
落受热不足
IPC-7095D-WAM1 CN2019 年 1 月
137
可注意到图 7-72 下面的焊球比上面的焊球要大,图
7-73 显示顶部有形状不规则的焊料键合。
7.8.5 枕头效应(HoP)
BGA HoP 焊点由两个明显的
冶金块组成的焊点。其中一部分由 BGA 焊球形成,另
一部分由已再流的焊膏形成,它们之间没有完全或没
有熔融在一起。此缺陷有许多其它名称(如,head and
pillow、head in pillow、ball in cup、ball in socket 以及
hidden pillow)(见图 7-74)。
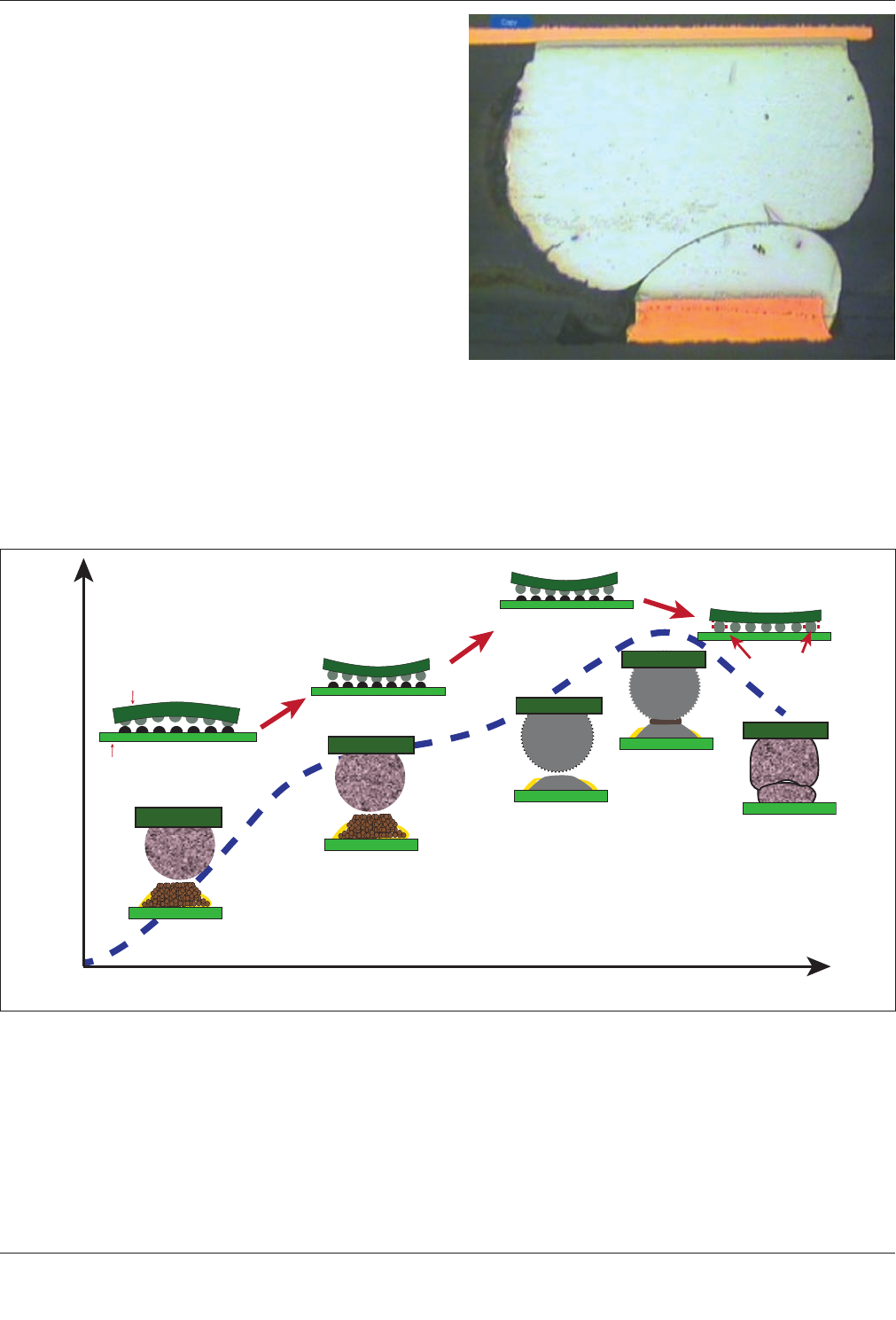
图 7-75 解释了 HoP 形成的顺序。首先,BGA 放置在
印刷有焊膏的印制板连接盘上(见图 7-75a)。随着贴
有 BGA 的印制板进入再流炉,其温度会升高,由于
某些因素(如封装和 / 或印制板动态翘曲(图 7-75b),
使得焊球和焊膏之间的间隙会逐渐增大。印制板连接
盘上的焊料融化随后助焊剂会覆盖了其表面。此时焊
球也开始融化,但它的表面通常很少有或根本没有助焊剂覆盖,焊球开始氧化(见图 7-75c), 当 BGA 封装
开始塌陷,焊球再次与熔融焊膏块接触。如果焊球和熔融焊膏块熔合在一起,会形成一个理想的焊点(见图
7-75d)。但是,如果助焊剂活性不足或焊球表层氧化太严重,则会出现 HoP(见图 7-75e)。
B
C
component
PCB
D
E
F
(a)
(b)
(c)
(d)
(e)
A
IPC-7095d-7-75-cn
图 7-75 枕头效应(HoP)产生的演变过程
A– 温度
B– 时间
C–BGA 贴装后
D– 在保温区
E– 在焊料熔点之上
F–HoP 缺陷
图 7-74 显示焊球与焊膏没有熔融的枕头效应(HoP)
示例
IPC-7095D-WAM1 CN 2019 年 1 月
138
7.8.5.1 动态翘曲
再流期间随着炉子中封装温度升
高,如果封装由于基板和硅芯片之间 CTE 不匹配而产
生翘曲,则会导致某些焊球从印制板上的焊膏中抬离。
这种情况会增加焊料球表面氧化的生长因为助焊剂留
在了焊盘,导致焊球缺乏助焊剂。通常当封装翘曲是
主要原因时,HoP 会发生在封装翘曲最大高的区域且
其相邻焊点会被拉长。图 7-76 中展示了角落严重翘曲
的情况,其 BGA 角落已抬起从而导致 HoP。
印制板在再流焊时会弯曲或下垂,导致封装上焊球和
焊膏之间间隙增大。当电路板很薄且在再流焊时没有支撑时,板子翘曲会成为 HoP 的主要原因。通常当电路
板或封装翘曲是主要原因时,会多于一个焊球显示有 HoP 缺陷的迹象,相邻焊点也会因此被拉长。
7.8.5.2 再流焊曲线
因为温差(dT)的存在,再流焊温度曲线参数对于 HoP 成因有着很大的影响。由于印
制板设计(铜层分布)、层压板或封装材料以及封装类型和尺寸的原因,dT 可存在于单个元器件中。由于空气
流动的原因,BGA 焊球的外排和内排之间也会有 dT。
一般而言,BGA 焊球的外排温度大于内排温度,导致
外排和内排融化时间延迟。但是,即便它们融化的时
间不一样,封装的塌陷只能在内排焊球也融化后才会
发生。这种滞后也会使最外两排焊球在没有助焊剂保
护的情况下暴露于高温环境中较长时间,这会导致它
们发生氧化并因此产生 HoP。内排和外排焊球液化时
间的差异称为液相时间延迟(LTD),并且在 HoP 中
扮演着关键角色(见图 7-77)。
图 7-77 可看到两个 TAL。但是阴影区域显示的塌陷后
的 TAL 是实现理想焊点所需的最小 TAL。换种方式解
释,为了将 HoP 最小化,必须要确保实际的 TAL 足
够长以形成良好的焊点。
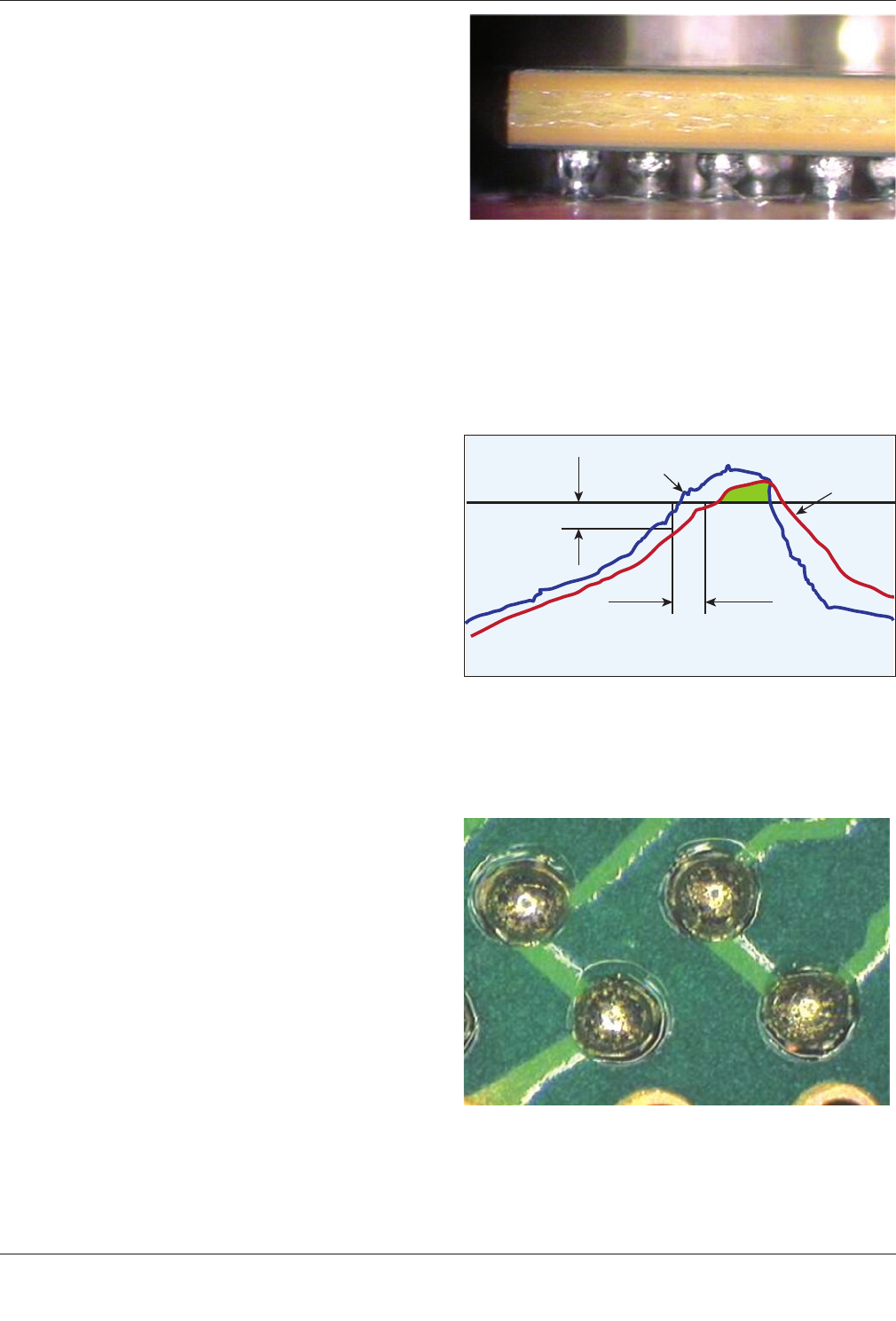
7.8.5.3 焊膏
为适应 BGA 焊球暴露在无铅高温下
以及焊球从焊膏中分离而造成过度氧化带来的焊接挑
战,焊膏的性质很重要。这些无铅焊料中的助焊剂化
学成分必须有足够的性能,以防止助焊剂活性在高温
下被耗竭。
影响 HoP 的三个关键特性为:
1)焊膏对于时间和温度的稳定性
2)焊膏润湿性
3)焊膏的抗氧化性
抗氧化性较低的焊膏意味着助焊剂并不能保护焊粉的
表面,外表面会发生严重的氧化(也称为葡萄效应)。
图 7-78 展示了在再流焊之后板上所印的焊膏,图片显示有未熔合的焊料颗粒,这表明在再流焊的条件下焊膏
没有良好的抗氧化能力。
图 7-76 封装严重翘曲造成的枕头效应(HoP)
220 ºC
dT
A
B
C
图 7-77 液相时间延时(LTD)示例
A– 外排焊球
B– 内排焊球
C– LTD
图 7-78 再流后印制板上未熔融的焊料颗粒