IPC-7095D-CHINESE NP 2019.pdf - 第157页
IPC-7095D-W AM1 CN 2019 年 1 月 141 7.9.3 替换 7.9.3.1 连接盘图形位置修整 BGA 一旦从印制板移除,连接盘图形上的焊料就必须清除 。吸锡器和吸锡带 可有效地清除连接盘上的焊料。使用任何此类工具时应小心,因为连接盘过度受热和受压可能会翘起。 在贴装新 BGA 之前,每个连接盘都必须是完全平整和清洁的。对于较温度高的无铅合金 ,尽量减少接触连接 盘和导通孔(狗骨设计)之间的阻焊坝很关键。较高的…
IPC-7095D-WAM1 CN 2019 年 1 月
140
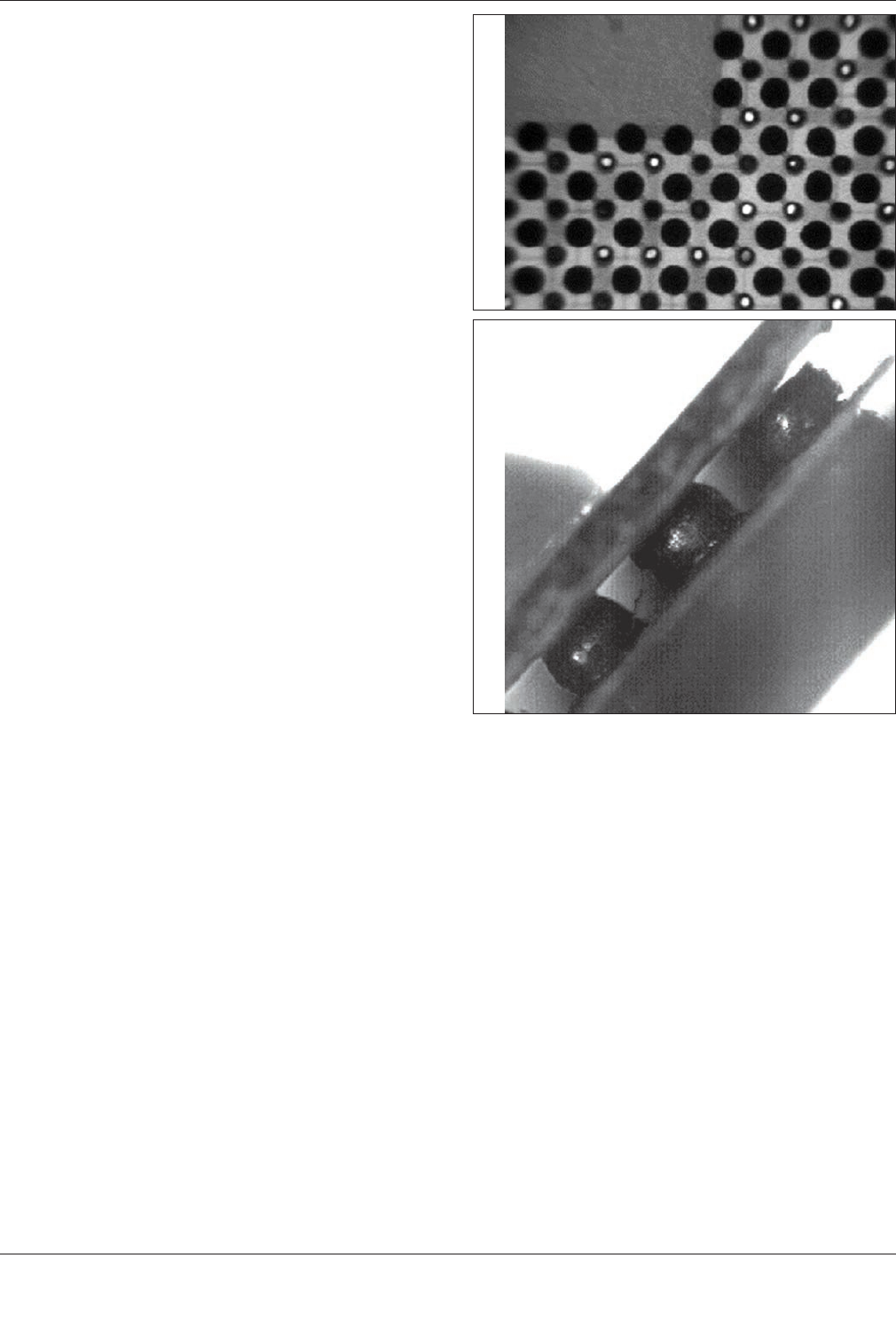
BGA 翘曲比爆米花效应难以察觉,在 X 射线图像中更
难探测到(见图 7-81)。翘曲后 BGA 的 X 射线图像在
出现翘曲的封装角落有明显拉长的焊料连接。
图 7-81A 显示了 X 射线图像,图 7-81B 显示封装的视
频显微图像。值得注意的是图 7-81B 中基板上的波纹,
这很可能是再流焊时出现应力释放的特征。图 7-81A 也
显示了右下角焊球失真,有明显拉长的连接特征。使用
目视显微镜能观察(见图 7-81B)同一位置显示翘曲并
有焊球从封装脱离。
7.9 维修工艺
7.9.1 返工和维修理念
BGA 具有对准的灵活性。由
于其有自我对准的特性,BGA 焊球贴装可偏离焊盘多
达 50%,再流焊时封装会适当的自我对准。采用受控
的工艺和合适的设备,返工应该可保持在最少状态。
市场上有许多返工系统,其中大部分采用棱镜贴装,它
可观测到焊球图像叠加到印制板上的连接盘图形。大部
分系统也允许有印制板预热并储存为许多不同位置元器
件焊接使用的再流焊曲线。此章节将主要聚焦在成功返
工 PBGA 应该满足的条件。
BGA 返工主要有四个部分:
1)拆除元器件
2)修整连接盘位置
3)贴装元器件
4)再流焊接元器件
这些都会在下列章节中讨论到。
7.9.2 BGA 的拆除
拆除 BGA 时,必须决定该元器件
是植球后重新使用还是废弃。如果要对 BGA 重新植球并重新使用,需做出特殊的考虑(即元器件供应商建议
的最大再流循环次数)。通常 3 次为建议的最大再流次数,所以进行重新植球拆除后的 BGA 并重新安装可能
会超过这个数字。因此,重植球过的 BGA 总会超过这个极限。许多 OEM 厂商不允许重新植球 BGA 或回用
任何元器件。如确需进行,在操作前应该与客户确认。
如果元器件需要重复利用且为模塑成型器件,则必须要烘烤。这些封装是非气密性的,因此如果它们一直处
于湿度失控的环境并且超过 J-STD-020 中所允许的时间,就会吸收水分。烘烤过程可排除潮湿并防止“爆米
花效应”- 指再流焊期间元器件内水份汽化而导致灾难性失效。拆除前另一个考量是关注 BGA相邻的元器件。
如果使用热风返修并且采用温升超过每秒 4°C 的曲线,BGA 周围的元器件可能需要遮蔽以避免热冲击或二
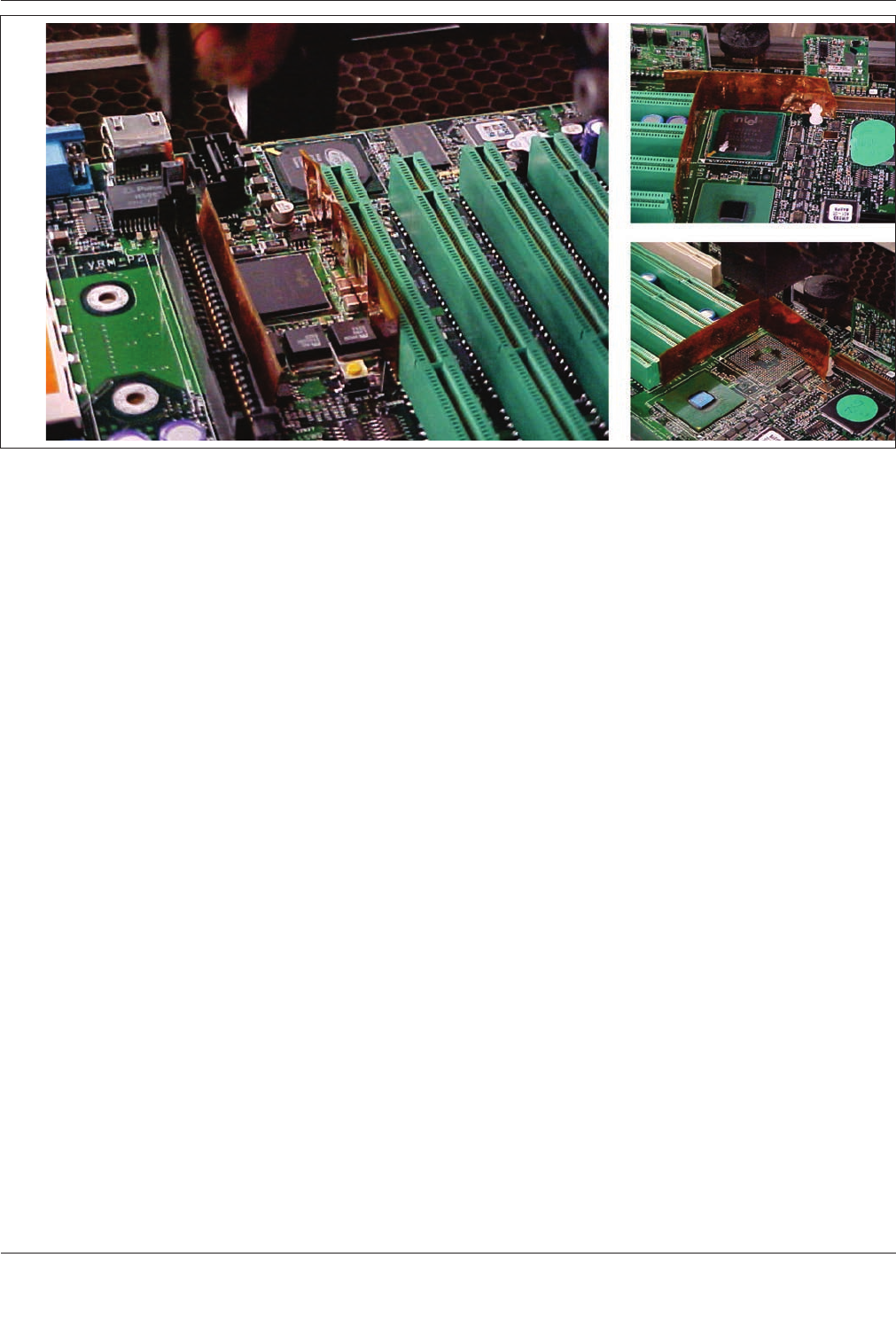
次再流。常用于波峰焊工艺的聚酰亚胺胶带或水溶性膜可用于遮盖元器件。这些不足可通过适当的产品设计
予以解决。图 7-82 中可见聚酰亚胺胶带所做的遮蔽材料,当用热风进行 BGA 维修时,它可用来防止相邻元
器件免受损伤。
对于无铅工艺,在调试拆除和重焊 BGA 的温度曲线时,建议将印制板正面和反面的温差最小化。在设定温度曲
线时,应增加印制板反面加热以最小化正面风嘴加热。这使印制板分层或者热量传递给相邻元器件的可能最小化。
图 7-81 显示 BGA 的翘曲的 X 射线图像
图注
:X 射线图像(A)显示了右下角的焊球连接失真,表
现为拉长的连接点。采用视觉显微镜观察相同位置(B)显
示有翘曲并有焊球脱离封装。
(A)
(B)
IPC-7095D-WAM1 CN2019 年 1 月
141
7.9.3 替换
7.9.3.1 连接盘图形位置修整
BGA 一旦从印制板移除,连接盘图形上的焊料就必须清除。吸锡器和吸锡带
可有效地清除连接盘上的焊料。使用任何此类工具时应小心,因为连接盘过度受热和受压可能会翘起。
在贴装新 BGA 之前,每个连接盘都必须是完全平整和清洁的。对于较温度高的无铅合金,尽量减少接触连接
盘和导通孔(狗骨设计)之间的阻焊坝很关键。较高的温度会增加损伤阻焊膜的可能性。这也受印制板表面处
理类型的影响。能够影响阻焊膜与连接盘间附着力的两个变量是阻焊膜坝的长度(推荐使用侵入型导通孔)和
印制板的表面处理类型。
7.9.3.2 助焊剂施加
尽管阻焊膜侵入导通孔连接盘而覆盖在裸铜上,但遭遇到表面处理化学品时,其附着力
会受到影响。
可采用两种不同的助焊剂施加方法;膏状/液态助焊剂或焊膏。只使用助焊剂(液态或膏状)仅适用于共晶
BGA 重新连接时。另外一些应用需要添加焊膏以形成稳健的焊点。如果使用膏状助焊剂(也被称为粘性助焊
剂),需要确保焊球是 SnPb37(共晶)。许多 CBGA 使用的是 PbSn10 焊球,其再流焊温度为 302°C。如果焊
球不是 SnPb37,那么必须使用焊膏。如果焊球是 SnPb37,BGA 重新封装时应该使用液态助焊剂或助焊膏,特
别是焊球数量少于 208 的 BGA。助焊剂施加于连接盘图形或 BGA 焊球上,然后将 BGA 置放在上面。这种方
法的一个缺点为共面性问题。如果连接盘不够平整,一些焊球将无法与连接盘接触。过量施加助焊剂也会造成
焊球之间的桥连。对于大部分 PBGA 来说,焊球合金将会再流融入焊点。
7.9.3.3 焊膏施加
焊膏施加是首选的方法,但是会增加返工过程时间和工装成本。可用小型模板对局部施加
焊膏。为陶瓷封装定做小型模板时,应该采用与初次印刷相同的开孔 / 厚度,这可确保返工后陶瓷封装元器
件的可靠性。这些模板可从不同供应商处采购,并应调整以适应特定的连接盘图形。当施加焊膏到连接盘图
形时,可用夹具或胶带固定模板。
当采用这些方法时,必须考虑焊膏操作和模板清洁问题。焊膏也可通过适当夹持的注射器或焊膏喷涂框架施加
于 BGA 上,施加的焊膏量应严格控制。为 CSP 类元器件印刷焊膏时,可能没有足够的空间将小型模板放置在
图 7-82 BGA/ 组件热屏蔽示例

IPC-7095D-WAM1 CN 2019 年 1 月
142
裸板上。在这种情况下,作为替换工艺,通常的工艺是将焊膏丝印至封装(焊球底部),然后将此封装放置在
印制板上。
7.9.3.4 返工问题
封装间的间距一直在变小,即使厂商针对封装间间隔的有一些 DfM 指南,但制造一线的
相关人员深知 DfM 指南并没有一直被遵循。其结果是使用小型模板来印刷焊膏变得越来越困难。同时,由于
每种尺寸和类型的封装器件都需要各自的小型模板,这不仅延缓了返工进度,而且迅速增加了维修成本。
随着封装间间隔的逐步减小,使用小型模板并不是唯一问题。拆除不同型号和尺寸的元器件需要使用不同的热
风嘴,这也增加了返工的成本和复杂性。另外,相邻元器件焊点可能会融化也是个严重的问题,因为不必要的
再流,除了增加金属间化合物厚度而使焊点弱化之外,印制板还必须在返工前烘烤而增加了循环时间。
返工的产量是十分重要的。对 BGA 和某些大型元器件,每个元器件拆除和重新贴装至少要花 20 分钟。
返工时另一重要的问题是印制板翘曲。产生翘曲的部分原因是对其局部相对长时间高强度加热,但这对拆除元
器件是必不可少的。
对于 BGA 维修,有两种返工工艺:热风和激光。热风法返工最为普遍。拆除和更换 SMT 元器件(包括 BGA
和 CSP)的新工艺则是基于激光的。
对同一位置的 BGA多次返工会导致印制板孔壁开裂。因此要仔细考虑印制板材料及其所能承受的热循环次数。
7.9.3.5 BGA 维修的热风系统
热风系统有完全人工或是半自动的。使用风嘴对所要返工的元件吹热风,当
所有焊点的焊料融化时,从印制板移除该元件。用风嘴对板子正面加热前,先要对印制板组件的反面进行均匀
预热使其整体达到预设的温度,这样可以减少热冲击。热风通常由专门设计的风嘴直接吹向 BGA 封装,封装
本体由吹向封装的热风加热,并传导到封装内部。刚开始风嘴应距离封装本体一段距离(通常≥ 25mm 或更多)
进行预热。紧接着风嘴降低至封装本体上方某一点,使其温度快速上升直至峰值温度。在这个吹热风的过程中,
即便是相距 12mm 远的邻近元器件的焊点也会发生再流,这是一个不想要和不期望的结果。在高速气流下,诸
如 CSP 的小型元器件在返工时容易移动。
拆除元器件后,为重新组装而进行的焊膏施加是最困难也是最耗时的工艺。但是,只用助焊剂(液态或膏状)
仅适用于共晶 BGA 重新组装。一些应用需要额外的焊料以形成一个稳健的焊点。通常来说,小型模板或喷涂
机可用于施加焊膏。对于每种类型和尺寸元件的返工,热风喷嘴和小型模板这两者都是需要的,它们都要求有
足够的封装间隔距离以便于返工。印制板组件反面强制对流加热,会最小化所需的喷嘴热风温度而达到可接
受的无铅曲线。通常对锡铅产品来说,反面预热温度大约为 100°C。对于无铅产品来说这个温度至少应增加至
130°C。
7.9.3.6 BGA 维修的激光系统
激光系统使用的二极管激光器数量为一到四个。一些激光系统仅限于返工外
围引线元器件,这些器件的引线位于激光的瞄准线上。但是,也有运用多个二极管激光器的系统,通过快速
扫描封装顶表面而能返工周边和阵列封装(如 BGA,CSP 和倒装芯片)。如同热风返工一样,它通过热传导将
BGA/CSP/ 倒装芯片封装下面的焊球再流。某些激光系统也有内置自动热管理功能,可监控封装温度在规定的
范围内以防止过度加热。也有些激光系统具有(或没有)焊膏分配和贴装能力。
由于激光束很窄,即便距离仅为 1mm 的元器件也不会受热。激光系统在加热封装时不会使相邻元器件的焊点
融化。
7.9.3.7 温度曲线要求
无论是采用激光还是热风系统,返工 BGA 的再流焊温度曲线应该与对流焊炉的温度
曲线保持一致。在开始拆除或更换循环之前,应该将印制板组件预加热到 100°C 足以保持印制板组件的翘曲
最小化。这些要求总结在表 7-13(针对锡铅)和表 7-14(针对无铅)。注意不要使预热温度接近 120°C,因为