IPC-7095D-CHINESE NP 2019.pdf - 第159页
IPC-7095D-W AM1 CN 2019 年 1 月 143 这通常是某些助焊剂典型的活化温度。如果发生这种情况,助焊剂则会在需要前就发生活化,造成再流焊过程 中可焊性差。对于无铅焊膏,预热温度应至少为 120 ° C 至 130 ° C 。 再流焊温度曲线应该保证助焊剂有充足的时间以清洁焊球和连接盘 。助焊剂应在 120 ° C-150 ° C 维持 30 至 120 秒。助焊剂完成清洁焊接位置后 ,温度曲线可采用 2 ° C …

IPC-7095D-WAM1 CN 2019 年 1 月
142
裸板上。在这种情况下,作为替换工艺,通常的工艺是将焊膏丝印至封装(焊球底部),然后将此封装放置在
印制板上。
7.9.3.4 返工问题
封装间的间距一直在变小,即使厂商针对封装间间隔的有一些 DfM 指南,但制造一线的
相关人员深知 DfM 指南并没有一直被遵循。其结果是使用小型模板来印刷焊膏变得越来越困难。同时,由于
每种尺寸和类型的封装器件都需要各自的小型模板,这不仅延缓了返工进度,而且迅速增加了维修成本。
随着封装间间隔的逐步减小,使用小型模板并不是唯一问题。拆除不同型号和尺寸的元器件需要使用不同的热
风嘴,这也增加了返工的成本和复杂性。另外,相邻元器件焊点可能会融化也是个严重的问题,因为不必要的
再流,除了增加金属间化合物厚度而使焊点弱化之外,印制板还必须在返工前烘烤而增加了循环时间。
返工的产量是十分重要的。对 BGA 和某些大型元器件,每个元器件拆除和重新贴装至少要花 20 分钟。
返工时另一重要的问题是印制板翘曲。产生翘曲的部分原因是对其局部相对长时间高强度加热,但这对拆除元
器件是必不可少的。
对于 BGA 维修,有两种返工工艺:热风和激光。热风法返工最为普遍。拆除和更换 SMT 元器件(包括 BGA
和 CSP)的新工艺则是基于激光的。
对同一位置的 BGA多次返工会导致印制板孔壁开裂。因此要仔细考虑印制板材料及其所能承受的热循环次数。
7.9.3.5 BGA 维修的热风系统
热风系统有完全人工或是半自动的。使用风嘴对所要返工的元件吹热风,当
所有焊点的焊料融化时,从印制板移除该元件。用风嘴对板子正面加热前,先要对印制板组件的反面进行均匀
预热使其整体达到预设的温度,这样可以减少热冲击。热风通常由专门设计的风嘴直接吹向 BGA 封装,封装
本体由吹向封装的热风加热,并传导到封装内部。刚开始风嘴应距离封装本体一段距离(通常≥ 25mm 或更多)
进行预热。紧接着风嘴降低至封装本体上方某一点,使其温度快速上升直至峰值温度。在这个吹热风的过程中,
即便是相距 12mm 远的邻近元器件的焊点也会发生再流,这是一个不想要和不期望的结果。在高速气流下,诸
如 CSP 的小型元器件在返工时容易移动。
拆除元器件后,为重新组装而进行的焊膏施加是最困难也是最耗时的工艺。但是,只用助焊剂(液态或膏状)
仅适用于共晶 BGA 重新组装。一些应用需要额外的焊料以形成一个稳健的焊点。通常来说,小型模板或喷涂
机可用于施加焊膏。对于每种类型和尺寸元件的返工,热风喷嘴和小型模板这两者都是需要的,它们都要求有
足够的封装间隔距离以便于返工。印制板组件反面强制对流加热,会最小化所需的喷嘴热风温度而达到可接
受的无铅曲线。通常对锡铅产品来说,反面预热温度大约为 100°C。对于无铅产品来说这个温度至少应增加至
130°C。
7.9.3.6 BGA 维修的激光系统
激光系统使用的二极管激光器数量为一到四个。一些激光系统仅限于返工外
围引线元器件,这些器件的引线位于激光的瞄准线上。但是,也有运用多个二极管激光器的系统,通过快速
扫描封装顶表面而能返工周边和阵列封装(如 BGA,CSP 和倒装芯片)。如同热风返工一样,它通过热传导将
BGA/CSP/ 倒装芯片封装下面的焊球再流。某些激光系统也有内置自动热管理功能,可监控封装温度在规定的
范围内以防止过度加热。也有些激光系统具有(或没有)焊膏分配和贴装能力。
由于激光束很窄,即便距离仅为 1mm 的元器件也不会受热。激光系统在加热封装时不会使相邻元器件的焊点
融化。
7.9.3.7 温度曲线要求
无论是采用激光还是热风系统,返工 BGA 的再流焊温度曲线应该与对流焊炉的温度
曲线保持一致。在开始拆除或更换循环之前,应该将印制板组件预加热到 100°C 足以保持印制板组件的翘曲
最小化。这些要求总结在表 7-13(针对锡铅)和表 7-14(针对无铅)。注意不要使预热温度接近 120°C,因为
IPC-7095D-WAM1 CN2019 年 1 月
143
这通常是某些助焊剂典型的活化温度。如果发生这种情况,助焊剂则会在需要前就发生活化,造成再流焊过程
中可焊性差。对于无铅焊膏,预热温度应至少为 120°C 至 130°C。
再流焊温度曲线应该保证助焊剂有充足的时间以清洁焊球和连接盘。助焊剂应在 120°C-150°C 维持 30 至 120
秒。助焊剂完成清洁焊接位置后,温度曲线可采用 2°C 至 4°C 的温升斜率。采用热风时,因为风嘴再流区域
不应该有任何热敏感类元器件(如电容和电阻),故可修改 SMT 标准温升斜率 2°C 的温度曲线。使用热风时,
与风嘴相邻的元器件应该使用聚酰亚胺胶带或水溶性膜遮蔽,以免受到热损伤。再流保持时间范围应为 30 至
90 秒,焊点峰值为 200°C-220°C(对锡铅),对无铅为 235°C-245°C。由于从再流焊过程截留了热量,BGA 封
装中央区域焊球的再流温度保持时间可能会超过推荐值 90 秒。印制板组件温度在 150°C 以上的时间不应超过
4 分钟,这是出于 FR-4 板的 Tg 要求(见 J-STD-020)。
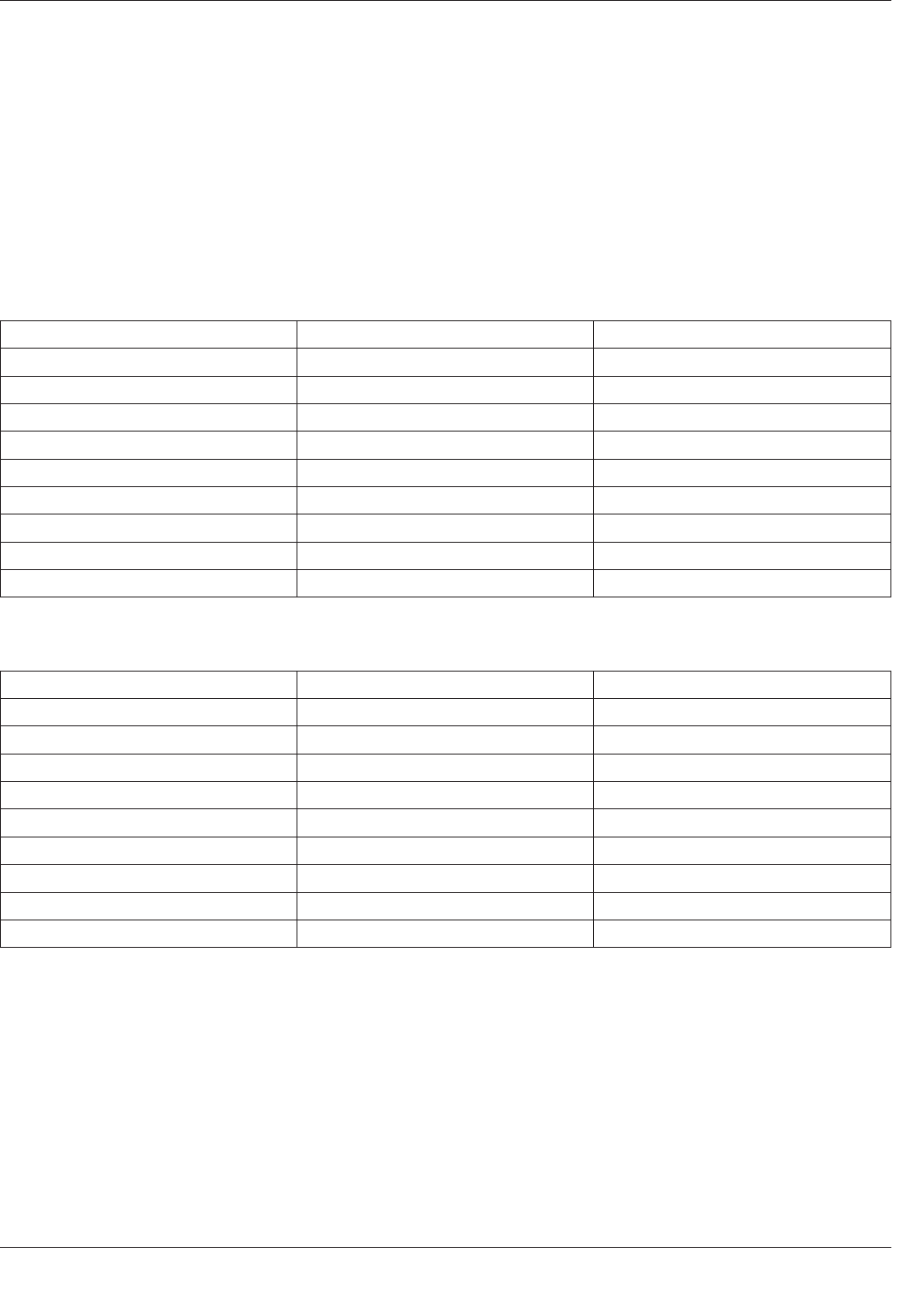
表 7-13 锡铅组件的维修工艺温度曲线
曲线内容 温度范围 时间范围
预热 100°C 至 150
°C;不超出 150°C N/A
保温或预热活化 100°C 至 180
°C* 60 至 120 秒 *
元器件温升斜率 2°C 至 4
°C 每秒
再流保持时间 >183°C 60 至 90 秒
焊点峰值 210°C 至 220
°C 不超出 10 秒
湿敏元器件最高温度 225°C 不超出 20 秒
元器件最高温度 230°C 60 秒
相邻元器件最高温度 ** 170°C 0 秒
印制板组件温度 >150°C 不超出 4 分钟
* 与供应商确认
** 相邻元器件距离 5mm
表 7-14 无铅组件的维修工艺温度曲线
曲线内容 温度范围 时间范围
预热 100°C 至 190
°C;不超出 190°C N/A
保温或预热活化 140°C 至 220
°C* 60 至 150 秒 *
元器件温升速率 2°C 至 4
°C 每秒
再流保持时间 >220°C 60 至 90 秒
焊点峰值 230°C 至 245
°C 不超出 20 秒
湿敏元器件最高温度 245°C 不超出 20 每秒
元器件最高温度 245°C 60 秒
相邻元器件最高温度 ** 210°C 0 秒
印制板组件温度 >190°C 不超出 4 分钟
* 与供应商确认
** 相邻元器件距离 5mm
8 可靠性
可靠性是指在规定的时间内和在特定的生命周期应用条件下,产品在规定的性能极限内正常运行的能力。可靠
的产品必须能在确定的公差范围内可靠运行。它还应该有一个使用寿命,在此期间,产品在规格范围内和生命
周期应用条件下(包括其运行和环境条件下)预期能正常运行。印制板可靠性在产品的研发阶段就要明确需要
开展的设计工作以满足要求。IPC-SM-785 定义了表面贴装焊接可靠性的基本要素。
短期可靠性受到早期寿命失效的威胁,这种失效一般归结于不充足的生产质量。这些早期失效(也称为夭折
率)可在出货前通过适当的筛选技术来减少,但这些方法无法消除它们。长期失效由组件设计不当引起,是过
IPC-7095D-WAM1 CN 2019 年 1 月
144
早磨损的结果。IPC-D-279 中的设计指南是一份很好的参考资料。
IPC-9701 提供了可靠性鉴定要求并定义有完善的测试方法。对于无铅焊料连接,IPC-9701A 包含加速焊点可靠
性测试指南。对各种无铅焊料,在缺乏认可的加速度模型的情况下,基于加速热循环的可靠性要求难以确立。
开发出的已有模型中大部分都是针对具体产品且是基于焊球冶金的。
8.1 BGA 组件的可靠性因素
当软钎焊料(锡铅或无铅)用于 BGA 焊点以连接 BGA 封装到印制板时,焊点
在其服役寿命期间不断“磨损”,这种退化过程是不可避免的。焊点可靠性的目标是要确保在指定的服役寿命
和预期使用环境下,焊点能保证它们所需的电气、热和机械性能。
没有其它外来原因时,焊点失效常常归因于疲劳和蠕变的交互作用而发生热-机可靠性问题。BGA 封装与印
制板为刚性连接,在 BGA 封装和印制板之间有很高的刚度。
焊料疲劳 / 蠕变损伤是由于内部电路运行、电源开与关和/或暴露于外部环境引起的温度变化和波动造成的。
这些温度变化不可避免地造成循环热应力,导致在电子封装和印制板组件服役期间,循环应变作用在 CTE 不
匹配系统中的焊点,其结果是导致热疲劳(与机械疲劳相对)。
由于手持设备市场的增长,焊点的机械可靠性已成为这些产品额外的要求。印制板冲击、瞬时弯曲和循环弯曲
以及振动是损伤焊点功能和可靠性的主要应力产生因素。所有这些因素在 8.1.1 至 8.1.5 中描述。
8.1.1 循环应变
当接通电源电子系统稳态和瞬态运行时,热量会从电子元器件和电路中产生。当电源切断后,
热量逐渐耗散至外部环境中,直至系统再次达到环境温度。这是通过传导、对流和辐射等基本热传递方式实现
的。电子系统在服役期间有多个这样的温度循环是可预期且不可避免的。
排除其它外部因素,焊点固有的老化过程包含两种科学现象 - 疲劳和蠕变。其它外部原因包括:
• 由润湿问题导致的不恰当的焊点形成
• 过程控制不足
• 印制板特征设计不恰当
• 在界面或其附近由表面处理引发的问题(如金脆)
• 其它金属间化合物问题
8.1.2 疲劳
疲劳是焊点受到循环应力作用时(负载和空载)发生的一种渐进的局部结构损伤(原子量级及较
大量级)。当应力超过某阈值时,微裂纹开始形成。这种局部损伤机理将疲劳和蠕变行为得以区分。
随着循环应力的持续作用,裂纹会扩张并最终达到临界尺寸,导致焊点发生断裂。一般疲劳过程会经历三个
阶段:
1)裂纹初现
2)裂纹扩张
3)断裂
焊点在电路中充当电气、热和机械互连功能,机械断裂通常不是失效判别的可操作标准,但它可能会部分影响
到器件的功能性。由于裂纹会导致测量电阻值的增加,因此电气性能通常可作为失效的标准。电气失效常演变
为机械断裂。如果存在腐蚀性因素,也会发生腐蚀增强疲劳。
疲劳强度(与疲劳寿命相关),定义为在一定次数的循环作用后当失效发生时的应力值。疲劳强度不仅取决于
具体的焊料合金材料、高温和低温极限,同时也受其它因素影响: