IPC-7095D-CHINESE NP 2019.pdf - 第160页
IPC-7095D-W AM1 CN 2019 年 1 月 144 早磨损的结果。 IPC-D-279 中的设计指南是一份很好的参考资料。 IPC-9701 提供了可靠性鉴定要求并定义有完善的测试方法。对于无铅焊料连接, IPC-9701A 包含加速焊点可靠 性测试指南。对各种无铅焊料,在缺乏认可的加速度模型的情况下,基于加速热循环的可靠性要求难以确立。 开发出的已有模型中大部分都是针对具体产品且是基于焊球冶金的。 8.1 BGA 组件…
IPC-7095D-WAM1 CN2019 年 1 月
143
这通常是某些助焊剂典型的活化温度。如果发生这种情况,助焊剂则会在需要前就发生活化,造成再流焊过程
中可焊性差。对于无铅焊膏,预热温度应至少为 120°C 至 130°C。
再流焊温度曲线应该保证助焊剂有充足的时间以清洁焊球和连接盘。助焊剂应在 120°C-150°C 维持 30 至 120
秒。助焊剂完成清洁焊接位置后,温度曲线可采用 2°C 至 4°C 的温升斜率。采用热风时,因为风嘴再流区域
不应该有任何热敏感类元器件(如电容和电阻),故可修改 SMT 标准温升斜率 2°C 的温度曲线。使用热风时,
与风嘴相邻的元器件应该使用聚酰亚胺胶带或水溶性膜遮蔽,以免受到热损伤。再流保持时间范围应为 30 至
90 秒,焊点峰值为 200°C-220°C(对锡铅),对无铅为 235°C-245°C。由于从再流焊过程截留了热量,BGA 封
装中央区域焊球的再流温度保持时间可能会超过推荐值 90 秒。印制板组件温度在 150°C 以上的时间不应超过
4 分钟,这是出于 FR-4 板的 Tg 要求(见 J-STD-020)。
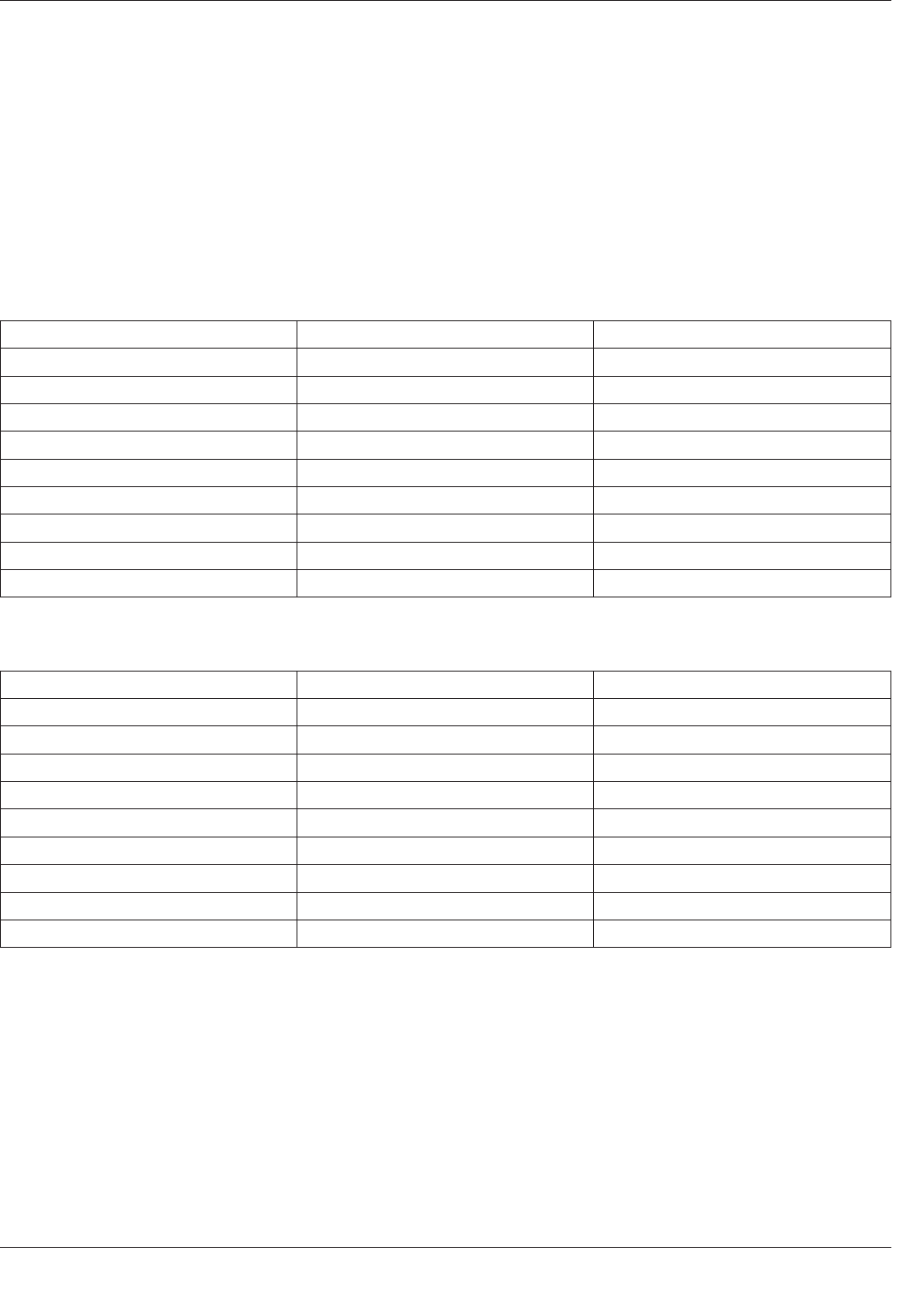
表 7-13 锡铅组件的维修工艺温度曲线
曲线内容 温度范围 时间范围
预热 100°C 至 150
°C;不超出 150°C N/A
保温或预热活化 100°C 至 180
°C* 60 至 120 秒 *
元器件温升斜率 2°C 至 4
°C 每秒
再流保持时间 >183°C 60 至 90 秒
焊点峰值 210°C 至 220
°C 不超出 10 秒
湿敏元器件最高温度 225°C 不超出 20 秒
元器件最高温度 230°C 60 秒
相邻元器件最高温度 ** 170°C 0 秒
印制板组件温度 >150°C 不超出 4 分钟
* 与供应商确认
** 相邻元器件距离 5mm
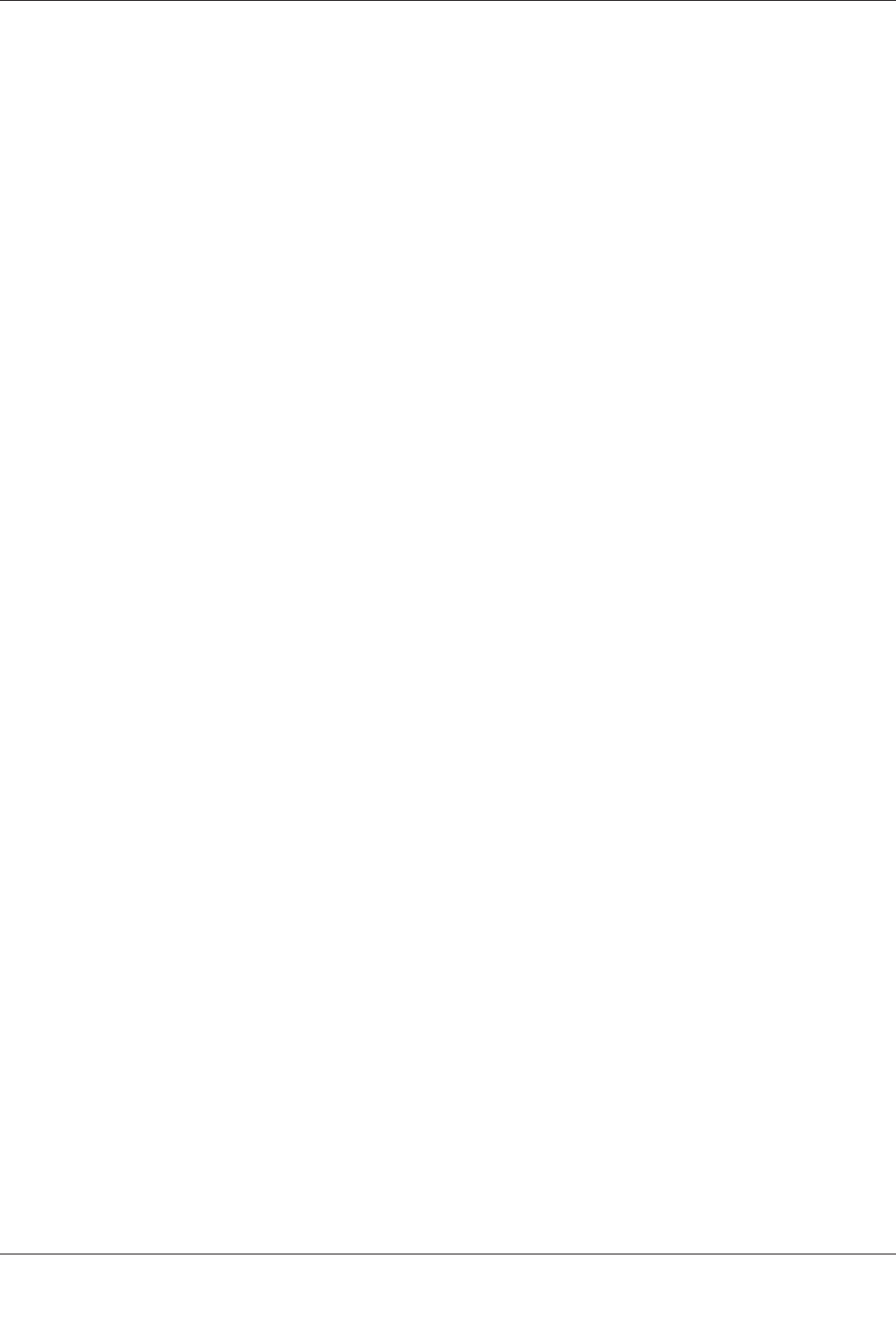
表 7-14 无铅组件的维修工艺温度曲线
曲线内容 温度范围 时间范围
预热 100°C 至 190
°C;不超出 190°C N/A
保温或预热活化 140°C 至 220
°C* 60 至 150 秒 *
元器件温升速率 2°C 至 4
°C 每秒
再流保持时间 >220°C 60 至 90 秒
焊点峰值 230°C 至 245
°C 不超出 20 秒
湿敏元器件最高温度 245°C 不超出 20 每秒
元器件最高温度 245°C 60 秒
相邻元器件最高温度 ** 210°C 0 秒
印制板组件温度 >190°C 不超出 4 分钟
* 与供应商确认
** 相邻元器件距离 5mm
8 可靠性
可靠性是指在规定的时间内和在特定的生命周期应用条件下,产品在规定的性能极限内正常运行的能力。可靠
的产品必须能在确定的公差范围内可靠运行。它还应该有一个使用寿命,在此期间,产品在规格范围内和生命
周期应用条件下(包括其运行和环境条件下)预期能正常运行。印制板可靠性在产品的研发阶段就要明确需要
开展的设计工作以满足要求。IPC-SM-785 定义了表面贴装焊接可靠性的基本要素。
短期可靠性受到早期寿命失效的威胁,这种失效一般归结于不充足的生产质量。这些早期失效(也称为夭折
率)可在出货前通过适当的筛选技术来减少,但这些方法无法消除它们。长期失效由组件设计不当引起,是过
IPC-7095D-WAM1 CN 2019 年 1 月
144
早磨损的结果。IPC-D-279 中的设计指南是一份很好的参考资料。
IPC-9701 提供了可靠性鉴定要求并定义有完善的测试方法。对于无铅焊料连接,IPC-9701A 包含加速焊点可靠
性测试指南。对各种无铅焊料,在缺乏认可的加速度模型的情况下,基于加速热循环的可靠性要求难以确立。
开发出的已有模型中大部分都是针对具体产品且是基于焊球冶金的。
8.1 BGA 组件的可靠性因素
当软钎焊料(锡铅或无铅)用于 BGA 焊点以连接 BGA 封装到印制板时,焊点
在其服役寿命期间不断“磨损”,这种退化过程是不可避免的。焊点可靠性的目标是要确保在指定的服役寿命
和预期使用环境下,焊点能保证它们所需的电气、热和机械性能。
没有其它外来原因时,焊点失效常常归因于疲劳和蠕变的交互作用而发生热-机可靠性问题。BGA 封装与印
制板为刚性连接,在 BGA 封装和印制板之间有很高的刚度。
焊料疲劳 / 蠕变损伤是由于内部电路运行、电源开与关和/或暴露于外部环境引起的温度变化和波动造成的。
这些温度变化不可避免地造成循环热应力,导致在电子封装和印制板组件服役期间,循环应变作用在 CTE 不
匹配系统中的焊点,其结果是导致热疲劳(与机械疲劳相对)。
由于手持设备市场的增长,焊点的机械可靠性已成为这些产品额外的要求。印制板冲击、瞬时弯曲和循环弯曲
以及振动是损伤焊点功能和可靠性的主要应力产生因素。所有这些因素在 8.1.1 至 8.1.5 中描述。
8.1.1 循环应变
当接通电源电子系统稳态和瞬态运行时,热量会从电子元器件和电路中产生。当电源切断后,
热量逐渐耗散至外部环境中,直至系统再次达到环境温度。这是通过传导、对流和辐射等基本热传递方式实现
的。电子系统在服役期间有多个这样的温度循环是可预期且不可避免的。
排除其它外部因素,焊点固有的老化过程包含两种科学现象 - 疲劳和蠕变。其它外部原因包括:
• 由润湿问题导致的不恰当的焊点形成
• 过程控制不足
• 印制板特征设计不恰当
• 在界面或其附近由表面处理引发的问题(如金脆)
• 其它金属间化合物问题
8.1.2 疲劳
疲劳是焊点受到循环应力作用时(负载和空载)发生的一种渐进的局部结构损伤(原子量级及较
大量级)。当应力超过某阈值时,微裂纹开始形成。这种局部损伤机理将疲劳和蠕变行为得以区分。
随着循环应力的持续作用,裂纹会扩张并最终达到临界尺寸,导致焊点发生断裂。一般疲劳过程会经历三个
阶段:
1)裂纹初现
2)裂纹扩张
3)断裂
焊点在电路中充当电气、热和机械互连功能,机械断裂通常不是失效判别的可操作标准,但它可能会部分影响
到器件的功能性。由于裂纹会导致测量电阻值的增加,因此电气性能通常可作为失效的标准。电气失效常演变
为机械断裂。如果存在腐蚀性因素,也会发生腐蚀增强疲劳。
疲劳强度(与疲劳寿命相关),定义为在一定次数的循环作用后当失效发生时的应力值。疲劳强度不仅取决于
具体的焊料合金材料、高温和低温极限,同时也受其它因素影响:

IPC-7095D-WAM1 CN2019 年 1 月
145
• 表面缺陷
• 刻痕
• 孔洞
• 残余应力
• 空洞
• 气体孔隙率
• 夹杂物
• 残留或外来材料
在疲劳环境下,所有这些瑕疵或缺陷都充当应力集中部位而诱发局部损伤。
这就是诸如空洞或表面裂纹这类缺陷不应该被断然忽视的原因,即使此类缺陷是否存在在一些测试结果上没有
显示出性能差异。
在原子层面,焊点疲劳机理起始于错位运动,并形成内核空洞的滑移带。在微观结构上,SEM 检查中观测到
的结果通常为晶粒粗化。晶粒尺寸对于疲劳很重要——越小越好。然而当其它缺陷,如表面缺陷存在时,则该
缺陷起决定作用。
对比 SAC 无铅焊点和锡铅焊点,从决定其各自的错位系统、微结构以及金相的冶金学来说,有明显的本质差异,
而这决定了对应各种服役条件下的疲劳行为和退化机理并且影响疲劳寿命。
在实际应用中,作用于焊点的应力通常是随机的(但在设计极限内和预期应用环境内),而非固定循环如加速
温度循环(ATC)测试中经常采用的参数那样。如果应力超出设计极限或元件在超出预期应用环境下运行,除
了那些测试阶段重复的失效机理,不同的失效模式可能会传播。由循环测试数据推断出在实际随机应力下的表
现是个挑战。基于基础冶金学原理,与锡铅共晶系统相比,SAC 无铅系统的这种挑战性会得到调整。
实际上,疲劳现象涉及到可能性、随机性和概率。因此一个简单的 ATC 测试不完全能得出结论。显而易见测
试数据应该符合科学原理,数据需要核对并与基本的科学原理相称,在这种情况下即是要符合基本的冶金学和
断裂力学原理。
8.1.3 蠕变
对于软钎焊料而言,即便在室温下(25°C±5°C),也达到远超 0.5 的同源温度。同源温度表示
材料温度与其熔点温度的比值。因此,蠕变行为会按预期发生。因为受到蠕变和疲劳过程的交互作用,这会
使整个退化行为和失效机理的变得复杂。焊料蠕变定义为随时间变化的形变,与疲劳相反,它是不可逆的和
全局性的。
当施加并保持应力时,焊料弹性和/或塑性区域会有瞬时的应变响应。随着时间的推移,焊料可能以时变的
方式继续变形并最终失效。理论上来说,这种时变变形可发生在绝对零度以上的任何温度,尽管这过程十分
缓慢。在低温区,蠕变应变非常有限,且变形通常不会导致最终断裂,应变会以对数的速率累积。在高温区
域,蠕变曲线则偏离对数关系。
典型的蠕变曲线(变形对时间的关系)由三个阶段组成:
1)初始阶段
2)第二阶段
3)第三阶段
在初始阶段,焊料变形时由于结构发生了变化,瞬时应变率由极高的初始值开始迅速降低。第二阶段,蠕变开
始出现在温度高于合金熔点的一半时,且与自扩散过程密切相关。通常认为错位攀升或滑动是蠕变速率决定阶
段,在此阶段,蠕变率达到一个稳定状态,它是两种相逆的冶金过程平衡的结果 - 应变硬化和回复(一种软化