IPC-7095D-CHINESE NP 2019.pdf - 第165页
IPC-7095D-W AM1 CN 2019 年 1 月 149 8.2.2 混合合金焊接 混合合金 BGA 的焊接是不想出现的情况,但偶尔可能有必要在同一块印制板组件上用 锡铅或无铅焊料焊接锡铅和无铅 BGA 。最可能的情况是使用锡铅焊料来焊接无铅 BGA 。这种情况经常发生在 供应商获得无铅 BGA 比处于替代品的锡铅 BGA 更有利,此时锡铅 BGA 组件生命周期已结束,或重新设计不 能实现的情况下。当面临这种情况时,有以下几种…
IPC-7095D-WAM1 CN 2019 年 1 月
148
8.2.1 锡银铜(SAC)对锡铅 BGA 焊点的热疲劳裂纹生长机理的比较
与 SAC BGA 焊点相比,共晶锡铅焊
点在热疲劳测试(如温度循环)期间形成不同的损伤机理。
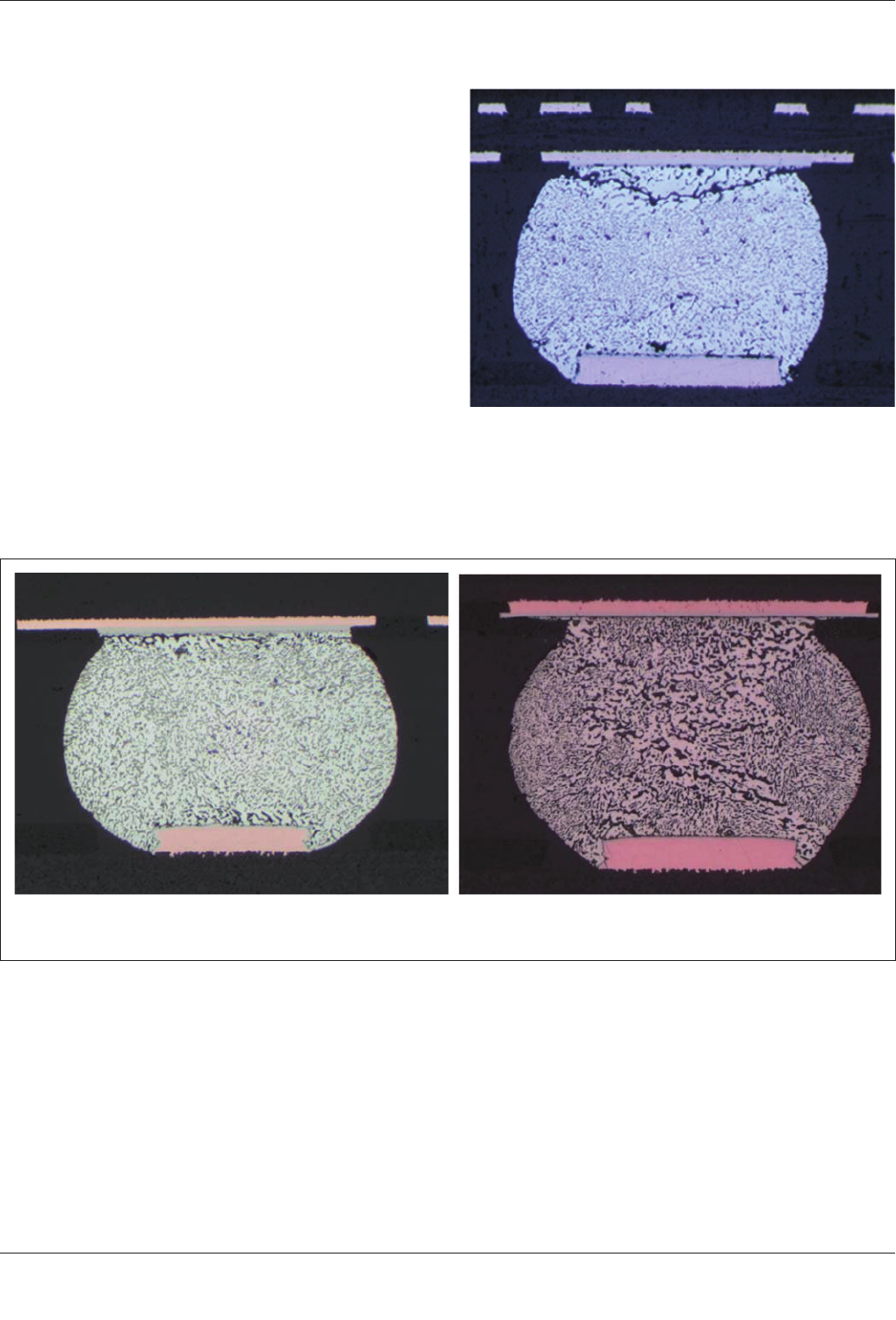
图 8-1 显示了由于热疲劳引起的焊料微观结构变化。在
此疲劳中,BGA 经受了热循环疲劳(-55°C 至 125°C
的循环 500 次),导致焊点以 X 图形状微观结构明显粗
化。在理想情况下,由于 CTE 不匹配引起的最大剪切
应力平面将呈 45°角(如图 8-1 所示)。图 8-1 中没有
明显的疲劳裂纹,但如果热循环继续,沿着 45°角的
剪切面之一就会形成裂纹。
图 8-2A 显示了已经经受了热循环疲劳(-55°C 至
125°C 的循环 500 次)的 BGA 在裂纹区域形成了明显
的微观结构粗化,导致焊点疲劳。焊点大部分微观结
构变化不大,主要由于 CTE 不匹配导致元器件焊盘 /
焊点界面的剪切应力。
除了在元器件焊盘 / 焊点界面和印制板焊盘 / 焊点界面
处显示有微观结构粗化,图 8-2B 与图 8-2A 基本相同。它也显示了元器件焊盘 / 焊点界面的疲劳裂纹。裂纹约
为界面宽度的 60%,导致焊点失效。
BA
IPC-7095d-8-2-cn
图 8-2 热循环后的 BGA 显示有疲劳裂纹的裂纹(A)和 粗 化( B)
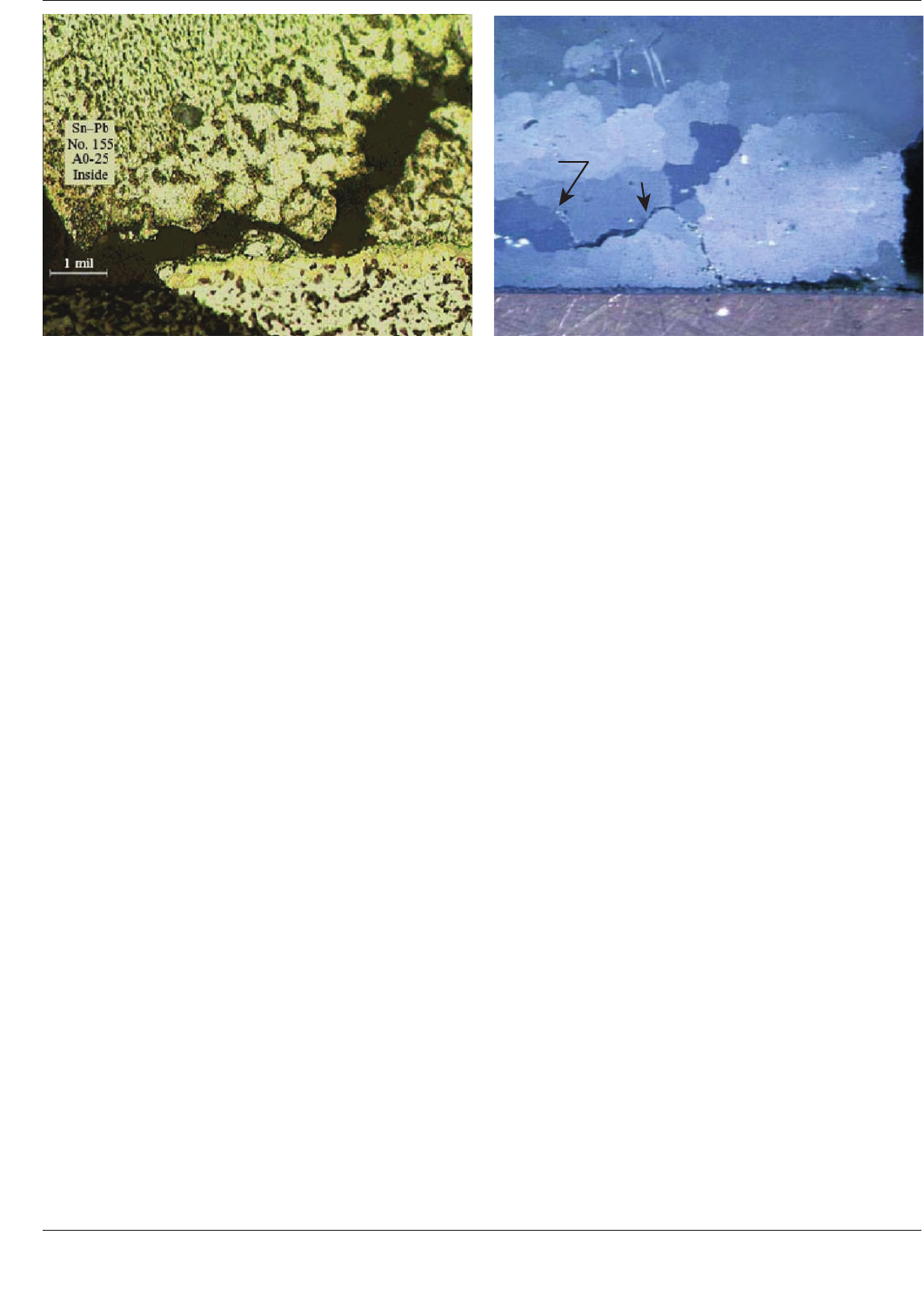
对于共晶锡铅 BGA 焊点而言,在温度循环过程中,纹理粗化现象发生在由于热膨胀不匹配造成的应变积聚的
焊点区域。这些粗化的纹理比初期固化时的纹理更柔软,并促进了裂纹扩张(见图 8-3)。
当无铅 SAC BGA 焊点受到热循环作用时,会在热机应力较大的区域发生纹理再结晶现象。这些再结晶纹理比
原纹理的尺寸要小且更易发生纹理边界滑动和蠕动变形。这会使疲劳裂纹沿着再结晶区域扩张(见图 8-4)。
图 8-1 由于热机械疲劳导致的焊点裂纹示例
IPC-7095D-WAM1 CN2019 年 1 月
149
8.2.2 混合合金焊接
混合合金 BGA 的焊接是不想出现的情况,但偶尔可能有必要在同一块印制板组件上用
锡铅或无铅焊料焊接锡铅和无铅 BGA。最可能的情况是使用锡铅焊料来焊接无铅 BGA。这种情况经常发生在
供应商获得无铅 BGA 比处于替代品的锡铅 BGA 更有利,此时锡铅 BGA 组件生命周期已结束,或重新设计不
能实现的情况下。当面临这种情况时,有以下几种选择:
• 拒绝生产印制板组件
• 用锡铅焊球对 BGA 植球(可能不会被所有公司接受)
• 说服供应商提供锡铅版本的 BGA
8.2.2.1 采用无铅温度曲线再流焊料
研究表明,SAC 焊料中含铅重量小于 20% 的均质污染并不会降低疲劳
寿命至低于锡铅焊料。对混合合金组件,建议进行足够的可靠性试验(如切片、热循环或冲击测试)以确认焊
点在预期使用环境中的可靠性。
在焊接之前,应评估混合合金(使用锡铅焊料焊接无铅 BGA)印制板上所有元器件的无铅焊接工艺兼容性。
这项评估要确保所有元器件在暴露于无铅焊接温度后,证实它们继续有可接受的可靠性。尽管大部分锡铅元器
件标明 230°C 的峰值温度,有证据表明许多锡铅元器件在暴露于无铅焊接温度后保持可接受的可靠性,但并
不总是这种情形。再次强调,应该进行足够的可靠性试验来确认预期的可靠性。
8.2.2.2 采用锡铅曲线再流焊
当组件同时由无铅 SAC BGA 和 SnPb BGA 组成和 / 或当印制板还没有转化为
无铅系统,或者不要求成为无铅系统时,锡铅共晶焊膏仍旧需要使用。
在这种的情况下,必须要采用有足够的峰值温度、保温时间和适当的预热温度的锡铅共晶再流焊温度曲线。章
节 7 关于此情况提供了更多细节。
8.2.2.3 低银 SAC 和非 SAC BGA 焊球合金的 BGA 实施
在业界早期无铅转换阶段,所用的 BGA 焊球合金
与典型的 Sn9Ag3.0Cu0.5(SAC305), SnAg3.8Cu0.7(SAC387)或 SnAg4.0Cu0.5(SAC405)组装工艺合金相
匹配。但易受机械冲击和热应变等问题已促使 BGA 供应商开始评估并建议采用其它合金的焊球。
对于某些封装,涉及的变化是银含量从 3%-4% 降至 1%-3%。取决于具体的银含量,银含量降低后会使焊球熔
点增加多达 10°C,这对于组装工艺有极大的负面影响。当 BGA 采用新合金并对具有新合金的 BGA 进行组装
时必须特别小心。
在 SAC 系统中添加掺杂元素在某些机械性质方面得到了改善。但是,这种添加物并不大大改变其物理性质,
也不降低该合金熔点。一些掺入元素可能会影响焊料过冷度,晶格性质以及金属间化合物的形成。
图 8-3 陶瓷球栅阵列(CBGA)模块中共晶锡铅焊点
的热疲劳裂纹扩张
A
B
图 8-4 陶瓷球栅阵列(CBGA)模块中 SnAg3.8Cu0.7
焊点的热疲劳裂纹扩张
A– 终止 B– 裂纹
IPC-7095D-WAM1 CN 2019 年 1 月
150
采用完全不同冶金方法获得的其它非 SAC 合金可提供较低的熔点,这本质上有利于组装工艺和有更好机械性
质(可靠性),但是这些合金由于其成分,比其它合金更昂贵。
8.2.2.4 无铅 BGA 焊球对组件制造的影响
由于熔点较高,
无铅 BGA 焊球合金对于再流工艺会有影响。一些元器件制
造商已经经历非预期的良率损失,因为他们并没有意识到
低银合金的存在。转换为低银合金焊球需要改变再流温度。
比如,对于特定 BGA 的熔点增加 10°C,可能会导致印制
板组件其它位置上超过其它元器件或印制板的持续时间或
温度极限。
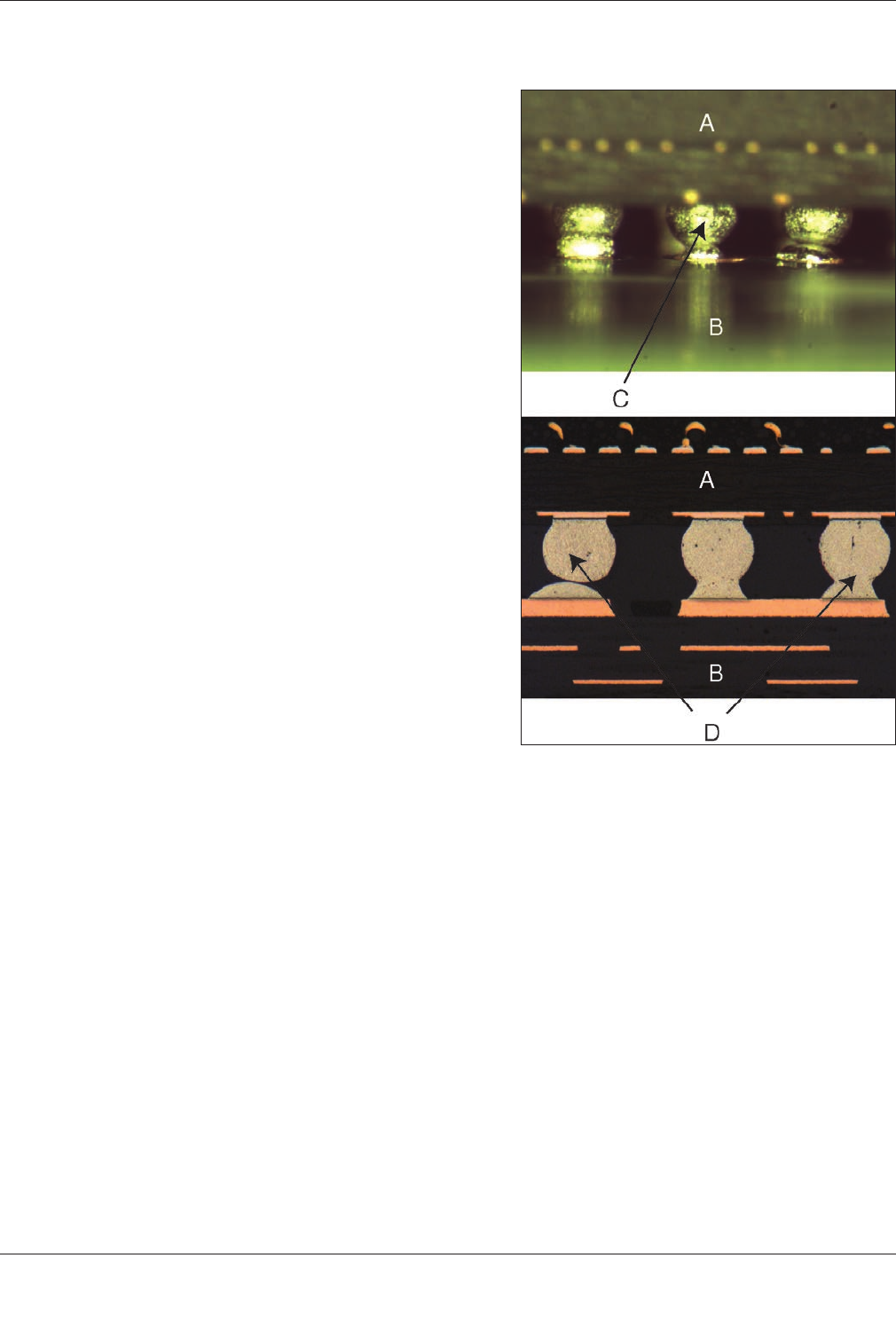
采用过低的再流温度进行不恰当加工组装的低银部件,有极
大的可靠性风险。它们可能会通过电气测试,但可能会产出
不可接受的焊点(见图 8-5)。一些实验数据表明,良好组装
的低银部件的跌落性能比目前的 SAC 合金(如 SAC305、
SAC405 和 SAC387)要好;但是,低银合金的疲劳寿命一致
低于相对应的含银正常的合金。其它因素(如焊盘和连接盘
表面处理)对于可靠性也很关键。
8.3 焊点和连接类型
焊点并不是均质结构。焊点由一些不
同材料构成,其中许多只是表面上的特征。焊点的组成为:
• 印制板上的基底金属
• 一个或多个 IMC
• 焊料主体
• 为形成元器件侧 IMC 层而使焊料成分消耗后的焊点层
• 焊料和元器件基底金属所构成一层或多层 IMC
• 元器件的基底金属
焊料的晶粒结构随着时间不断变化。在室温下,共晶锡铅焊
料处于其再结晶温度之上,晶粒尺寸会随着时间增加。晶粒
结构的增长使得细晶粒结构的内能下降,当温度升高以及循
环负载作用期间应变能量的输入,晶粒生长过程得到加强。
因此在某种程度上讲,这种晶粒的生长过程可视作累积疲劳
损伤的标志。
对于这种迹象,老化试验后的焊点比运行使用后的焊点要明显的多(循环测试时不那么明显)。污染物(如锡
氧化物和助焊剂残留),有时会迁移到焊料的外表面,但主要的还是残留在晶粒的边界处。随着晶粒的生长,
这些污染物在晶粒边界的特定位置聚集导致浓度增加,从而弱化焊料。在经历 25% 的焊料疲劳寿命之后,微
空洞会在晶粒边界交叉处出现;在 40% 的疲劳寿命之后,这些微空洞会生长为微裂纹。这些裂纹继续增长并
合并形成大裂纹,导致焊点的全部断裂。
焊点通常连接着不同性质(如 CTE)的材料。焊料常常与连接结构材料的性质有显著不同,导致局部热膨胀
不匹配。这些热膨胀不匹配的严重性和可靠性威胁的严重性取决于组件设计参数和运行使用环境。
图 8-5 用典型工艺窗口的下限温度组装 1%
银焊球合金,形成不完整的焊点
A– CSP
B– 印制板
C– 未熔化的焊球
D– 不可接受的焊点