IPC-7095D-CHINESE NP 2019.pdf - 第168页
IPC-7095D-W AM1 CN 2019 年 1 月 152 8.4.1.1 失效特征 — 1 :冷焊点 冷焊点起因于再流焊 工艺期间峰值温度低(比液相线温度小 20 ° C )。 焊 膏部 分融化时会形成冷焊焊点。 这类焊点具有粗糙的表面 ,有时在印制板界面处会变 细。焊料会呈现出颗粒状(如图 8-7 所示) , 且 BGA 焊 球和焊膏的颗粒结构会有不同 ,表明焊膏并没有达到 合适的再流温度 ,在某些情况下 ,焊膏可能并没有融…
IPC-7095D-WAM1 CN2019 年 1 月
151
对于无铅焊点,固相扩散差异有更高的倾向导致柯肯达尔(Kirkendall)空洞(也称 IMC 微空洞)。IMC 较易
出现微型空洞,至少部分与无铅焊料所需的较高焊接温度有关。此外,平面微空洞会出现于无铅表面处理(如
浸银),这通常会带来比 HASL更复杂的焊接表面处理。
8.3.1 整体膨胀不匹配
整体膨胀不匹配是由于电子
元器件或连接器与印制板之间热膨胀的差异造成的,
而这些器件是通过表面贴装的焊点连接的。由于 CTE
差异和有源元器件内热能耗散造成的热梯度,导致了
这些热膨胀上的差别。整体 CTE 不匹配,其典型范围
从 CTE 调整后适用于高可靠组件的约 2ppm/°C 到 FR-4
印制板上的陶瓷元器件的≥ 14 ppm/°C。
图 8-6 显示了由于 CTE 不匹配在晶圆级别 CSP 上导致
的焊点失效。顶部硅芯片比底部 FR-4基板膨胀低得多,
这会造成剪切应力作用在焊点上,并当遭受温度循环
应力时最终在芯片到焊料连接界面失效。
8.3.2 局部膨胀不匹配
局部膨胀不匹配是焊料与元
器件基材或与要焊接的印制板之间热膨胀差异导致
的。这些热膨胀的差异是由于温度变化时焊料和基材
热膨胀系数 CTE 的差异造成的。局部 CTE 不匹配的
常见范围:从与铜的 7ppm/°C 到与陶瓷 18ppm/°C 以及与 42 号合金和 Kovar 的 20ppm/°C。局部膨胀不匹
配通常小于整体膨胀不匹配,因为作用距离(最大为润湿区尺寸)要小得多:大约在几百微米级而非几千
微米级。
8.3.3 内部膨胀不匹配
对于锡铅焊料,内部 CTE 不匹配是由于焊料的富锡区域和富铅区域的 CTE 差异所造
成。内部热膨胀不匹配通常是最小的,因为其作用距离(晶粒结构尺寸),远小于润湿长度或者元器件尺寸(小
于 25
μ
m)。
8.4 焊料连接失效
焊料连接失效通常定义为构成元器件焊料连接的任何焊点的首次完全断裂。由于焊点承
受的负荷通常是剪切而非拉力的方式,焊点的机械失效不一定与电气失效相同。电气失效在初期至少是一个焊
点导致的机械失效,以机械或热扰动时偶然发生短持续时间< 1
μ
s 高阻抗事件的形式出现。
对某些应用,焊料连接失效的定义可能是不充分的。对于上升沿时间极快的高速信号,在焊点机械完全失效之
前的信号恶化可能需要有更加严格的失效定义。类似地,对于电子组件遭受很大机械振动和/或冲击负载的应
用,考虑到焊点的机械弱化是疲劳损伤累积的结果,这样的失效定义可能是必要的。
8.4.1 焊料连接失效分类
有一些常见的 BGA 失效特征。这些缺陷可在组装工艺期间引起,或者它们可
能是潜在焊点缺陷或失效。这样的缺陷和/或失效是由不充分的组装工艺、有缺陷的材料或组装过程中过
大的机械应力所导致的。这些缺陷可能是部分开路或是表现为极其微弱的连接界面,潜在失效可能为头发
丝般的裂纹、完全接触的开路焊点和连接盘部分翘起,因为这些缺陷可能是间歇性的,所以它们是主要的
可靠性问题。
这些缺陷难以通过采用传统工艺验证工具(如 X 射线和 ICT)侦测到,它们可以在随后的高级别失效中追
溯到。
各种焊点失效特征的解释参见 8.4.1.1 至 8.4.1.7。
图 8-6 由于硅芯片与印制板热膨胀系数(CTE)不
匹配引起的焊点失效
IPC-7095D-WAM1 CN 2019 年 1 月
152
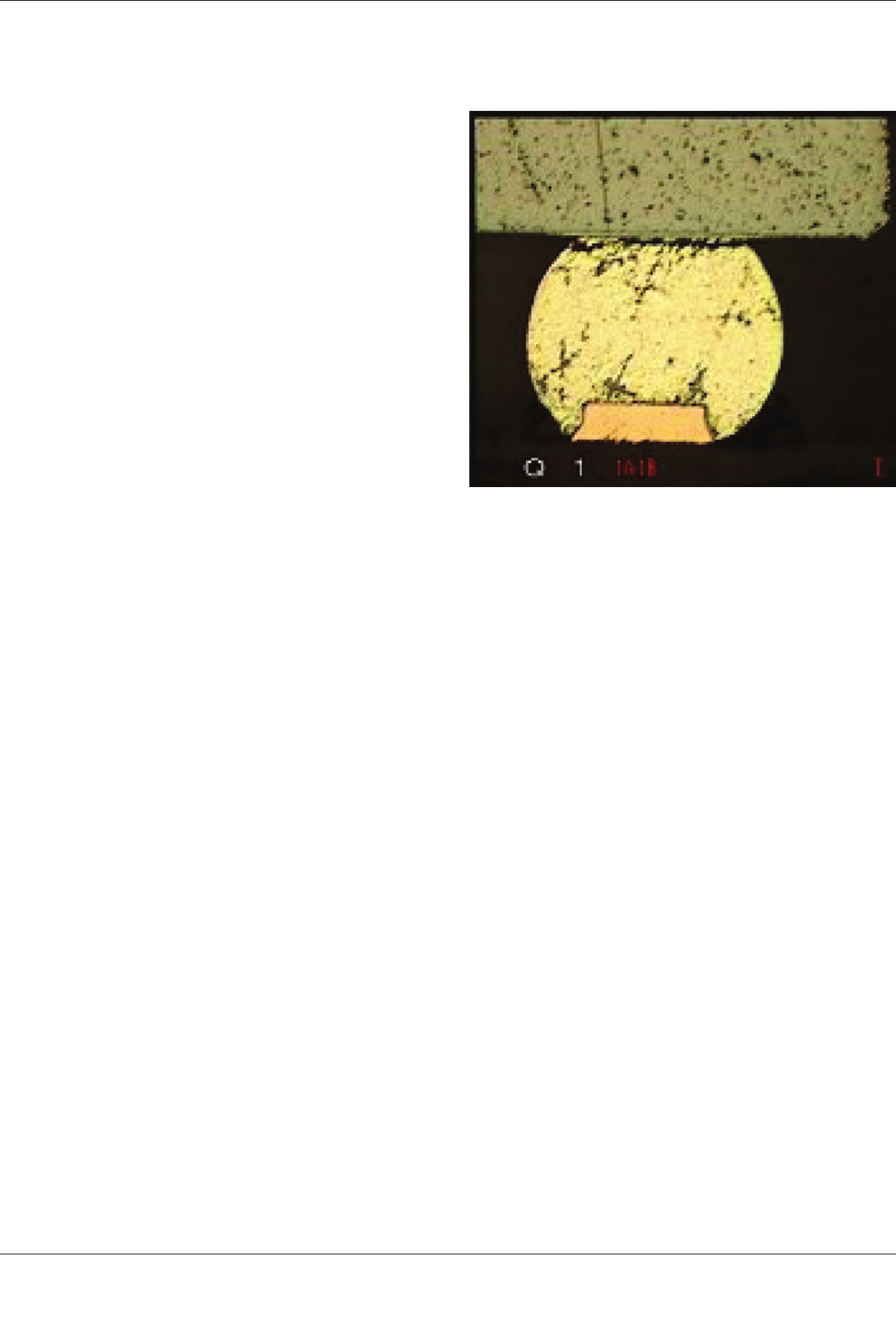
8.4.1.1 失效特征—1:冷焊点
冷焊点起因于再流焊
工艺期间峰值温度低(比液相线温度小 20°C)。 焊 膏部
分融化时会形成冷焊焊点。
这类焊点具有粗糙的表面,有时在印制板界面处会变
细。焊料会呈现出颗粒状(如图 8-7 所示),且 BGA 焊
球和焊膏的颗粒结构会有不同,表明焊膏并没有达到
合适的再流温度,在某些情况下,焊膏可能并没有融
合。应该指出的是对于大部分无铅焊料,焊点的表面
会呈现颗粒状。
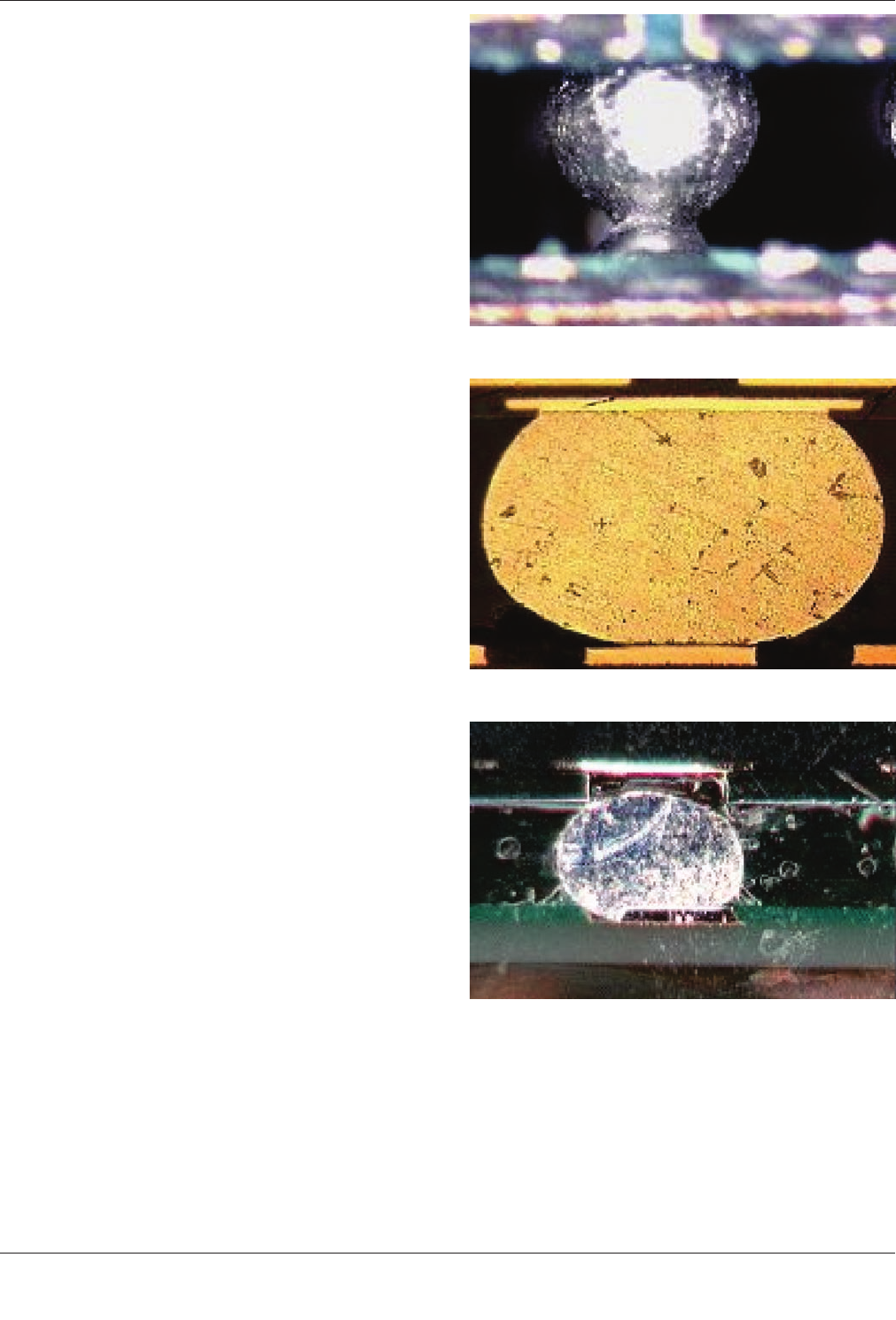
8.4.1.2 失效特征 2:不可焊的连接盘
印制板连接盘
上的污染物会造成印制板连接盘和 BGA 焊球之间不可
焊接的界面,此时焊料只会对 BGA 焊球润湿而不会对
连接盘润湿。这可能会导致电气接触部分或完全开路。
有这种特征的失效可能是 ENIG 印制板有缺陷的镍镀层
造成的,也可能是印制板供应商返工工艺以及在 BGA
区域重新施加阻焊膜造成的。
图 8-8 显示了阻焊膜残留的失效。
8.4.1.3 失效特征 3:焊球脱落
焊球脱落是一种在
焊料球和 BGA 基板之间形成的焊点开路。这会导致
BGA 焊球脱落,从而产生具有圆顶或平顶的拉长焊球。
焊球脱落是由于波峰焊接时(>液相线温度 -20°C)基
板正面温度过高引起的失效。
波峰焊接时,由于基板正面高温使 BGA 焊球变软。热
机械应力导致焊球从元器件基板拉离并产生如图 8-9 所
示的焊点开路。焊球脱落也会由于再流焊期间峰值温
度过高和保温时间过长引起的。
图 8-7 呈现颗粒状外观的冷焊点
图 8-8 连接盘污染(阻焊膜残留)
图 8-9 焊球脱落
IPC-7095D-WAM1 CN2019 年 1 月
153
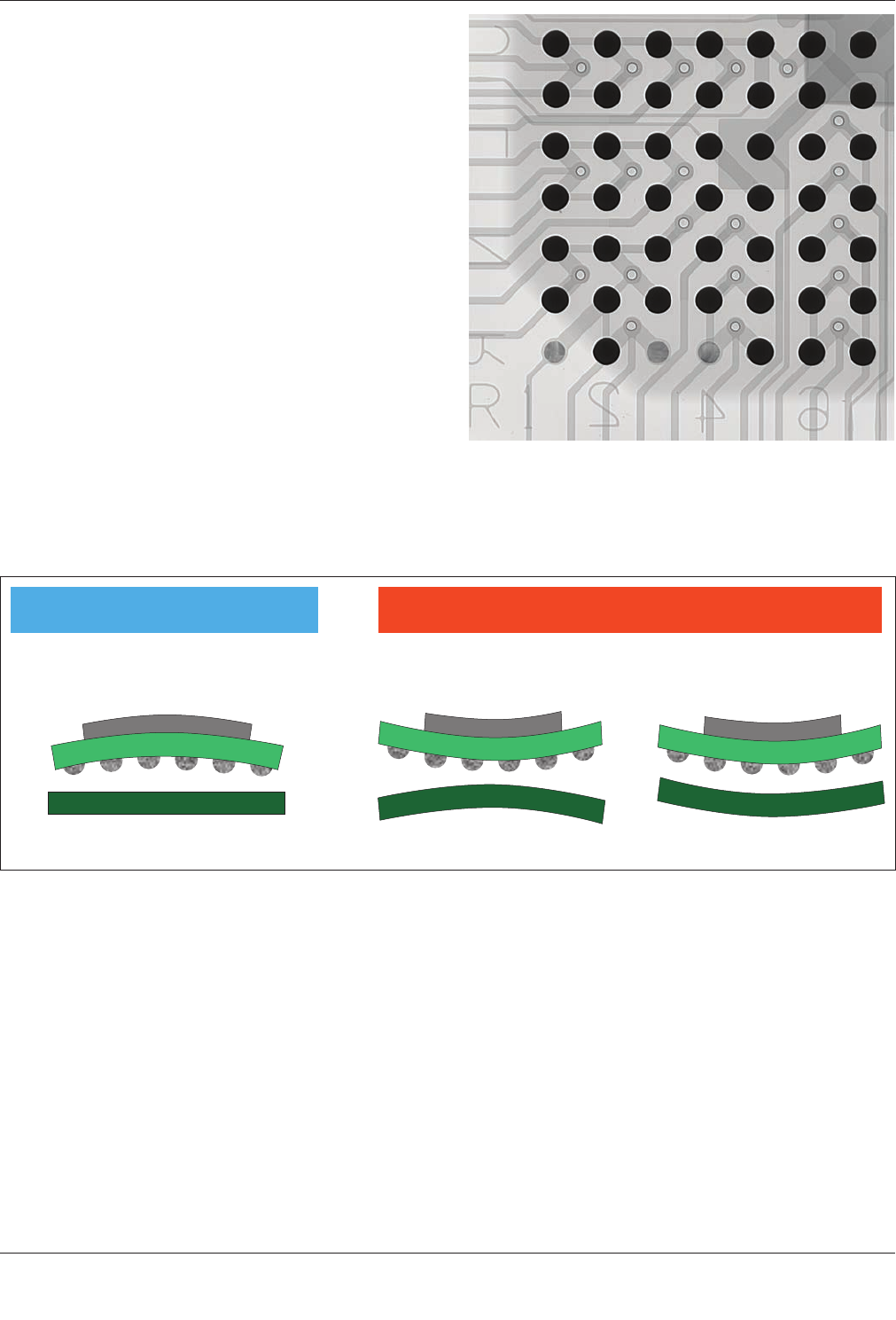
8.4.1.4 失效特征 4:焊球缺失
图 8-10 显示了一例焊
球缺失,可能是焊球连接过程或由于操作损伤导致。
这种缺陷特征通常可用 X 射线或 ICT 检测到。
注:
有些器件可能会选择在特定位置空缺阵列以优化
线条 / 布线,并提供热机械应力释放(如角落区域)。
参考器件焊球阵列的规格以确认观察到的连接盘并非
有意的空缺。
8.4.1.5 失效特征 5:印制板和 BGA 叠装翘曲
随着
封装基板和印制板变得更薄,动态翘曲的幅度也已增
加,从而引起焊点有新的不同的形状。
当再流焊中印制板和/或 BGA 叠装出现翘曲时,
这种特征就会发生,如图 8-11 所示。对于倒装芯片
BGA,硅芯片的膨胀远比封装基板层压板要小。再流
焊时当 BGA 受热和冷却时,这种膨胀不匹配会产生
广义的“双金属条”效应。
这种效应会使封装产生动态翘曲。当受热至高于 220°C
时倒装芯片 BGA 变成凹形,即反向翘曲,但当退出再流炉冷却后翘曲减少。类似地,印制板也会显现出动态
翘曲行为,可从相对平整变为凸形或凹形(见图 8-11)。
A
G
J
L
B
(or)
F
H
K
D
C
E
D
C
E
D
C
E
IPC-7095d-8-11-cn
图 8-11 倒装芯片 BGA 和印制板的动态翘曲
A– 再流前,处于室温时
B– 受热至再流温度
C– 硅芯片
D– 封装基板
E– 印制板
F–FCBGA 封装:正向(+)翘曲 / 凸形
G– 印制板相对平整
H–FCBGA 封装负向(-)翘曲 / 凹形
J– 印制板正向(+)翘曲 / 凸形
K–FCBGA 封装负向(-)翘曲 / 凹形
L– 印制板(-)翘曲 / 凹形
BGA 和印制板在再流过程中的翘曲会影响焊点的成形,这导致各种焊点缺陷,尤其是在 SMT 工艺未优化的情
况下,这些缺陷包括:
• HoP
• HoP 开路 - 与 HoP 相似,但是焊球没有与连接盘上的焊料有任何接触
• NWO - 连接盘上没有焊料
• 焊料桥连
图 8-10 焊球缺失