IPC-7095D-CHINESE NP 2019.pdf - 第169页
IPC-7095D-W AM1 CN 2019 年 1 月 153 8.4.1.4 失效特征 4 :焊球缺失 图 8-10 显示了一例焊 球缺失 ,可能是焊球连接过程或由于操作损伤导致。 这种缺陷特征通常可用 X 射线或 ICT 检测到。 注: 有些器件可能会选择在特定位置空缺阵列以优化 线条 / 布线 ,并提供热机械应力释放 (如角落区域) 。 参考器件焊球阵列的规格以确认观察到的连接盘并非 有意的空缺。 8.4.1.5 失效特征 5…
IPC-7095D-WAM1 CN 2019 年 1 月
152
8.4.1.1 失效特征—1:冷焊点
冷焊点起因于再流焊
工艺期间峰值温度低(比液相线温度小 20°C)。 焊 膏部
分融化时会形成冷焊焊点。
这类焊点具有粗糙的表面,有时在印制板界面处会变
细。焊料会呈现出颗粒状(如图 8-7 所示),且 BGA 焊
球和焊膏的颗粒结构会有不同,表明焊膏并没有达到
合适的再流温度,在某些情况下,焊膏可能并没有融
合。应该指出的是对于大部分无铅焊料,焊点的表面
会呈现颗粒状。
8.4.1.2 失效特征 2:不可焊的连接盘
印制板连接盘
上的污染物会造成印制板连接盘和 BGA 焊球之间不可
焊接的界面,此时焊料只会对 BGA 焊球润湿而不会对
连接盘润湿。这可能会导致电气接触部分或完全开路。
有这种特征的失效可能是 ENIG 印制板有缺陷的镍镀层
造成的,也可能是印制板供应商返工工艺以及在 BGA
区域重新施加阻焊膜造成的。
图 8-8 显示了阻焊膜残留的失效。
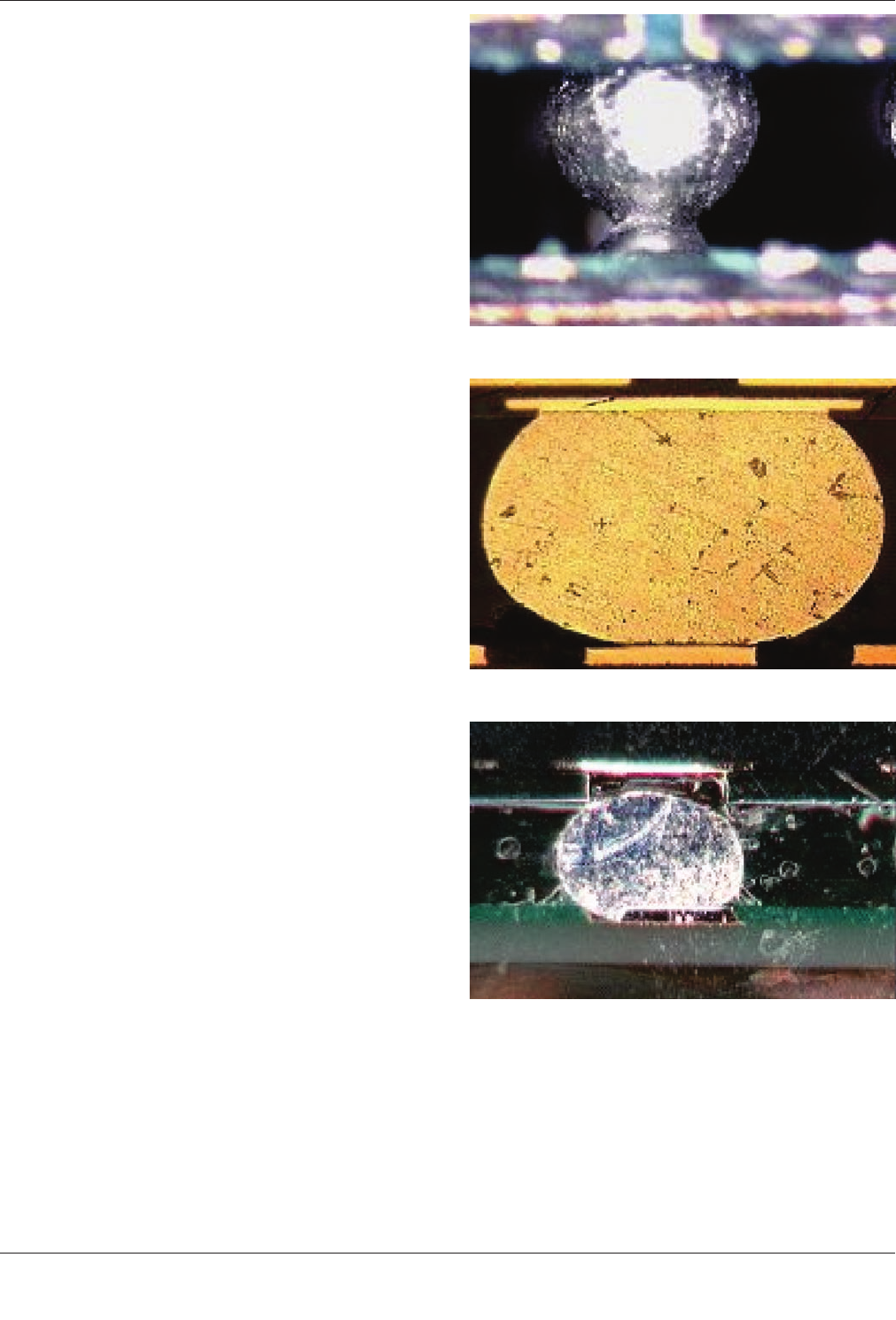
8.4.1.3 失效特征 3:焊球脱落
焊球脱落是一种在
焊料球和 BGA 基板之间形成的焊点开路。这会导致
BGA 焊球脱落,从而产生具有圆顶或平顶的拉长焊球。
焊球脱落是由于波峰焊接时(>液相线温度 -20°C)基
板正面温度过高引起的失效。
波峰焊接时,由于基板正面高温使 BGA 焊球变软。热
机械应力导致焊球从元器件基板拉离并产生如图 8-9 所
示的焊点开路。焊球脱落也会由于再流焊期间峰值温
度过高和保温时间过长引起的。
图 8-7 呈现颗粒状外观的冷焊点
图 8-8 连接盘污染(阻焊膜残留)
图 8-9 焊球脱落
IPC-7095D-WAM1 CN2019 年 1 月
153
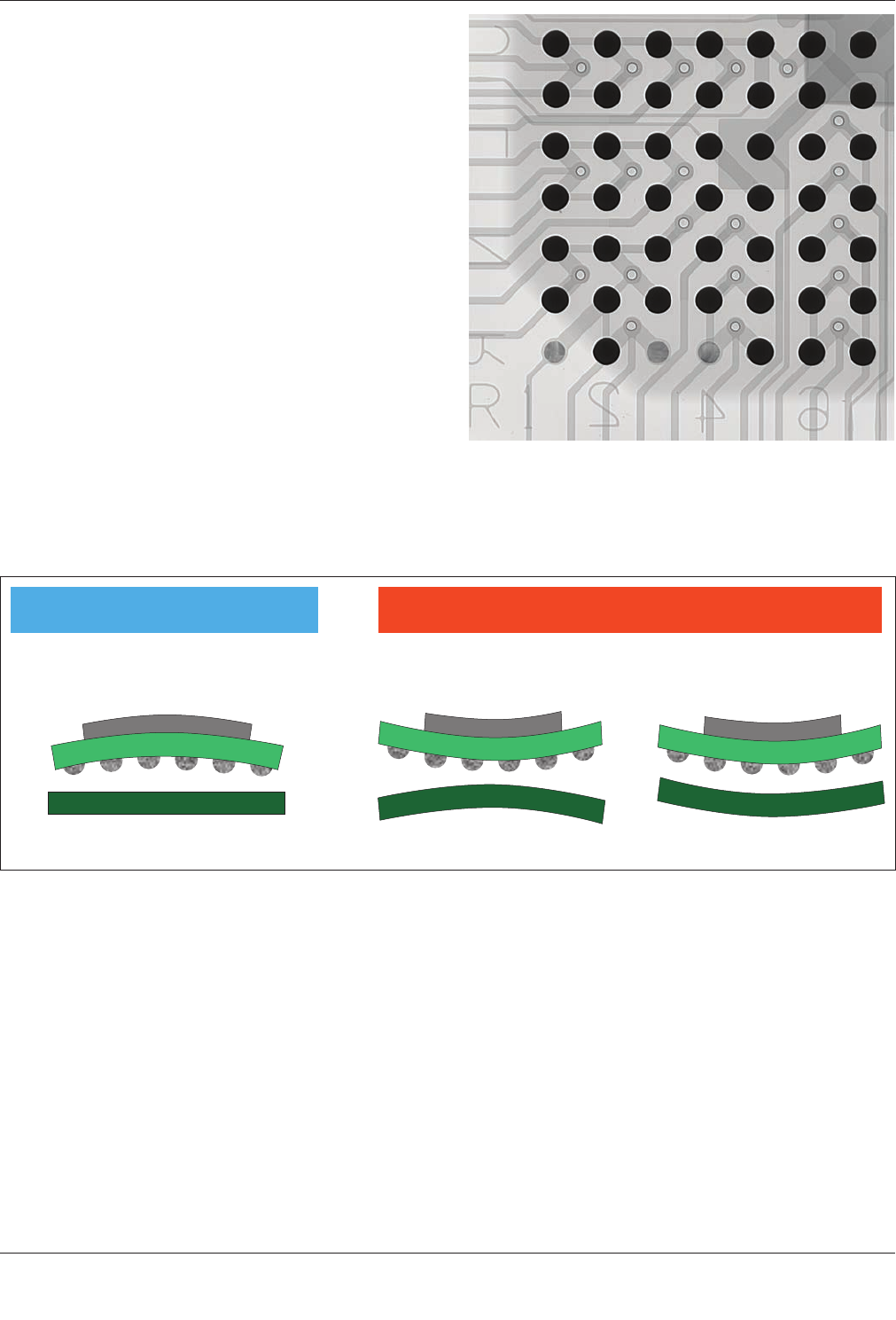
8.4.1.4 失效特征 4:焊球缺失
图 8-10 显示了一例焊
球缺失,可能是焊球连接过程或由于操作损伤导致。
这种缺陷特征通常可用 X 射线或 ICT 检测到。
注:
有些器件可能会选择在特定位置空缺阵列以优化
线条 / 布线,并提供热机械应力释放(如角落区域)。
参考器件焊球阵列的规格以确认观察到的连接盘并非
有意的空缺。
8.4.1.5 失效特征 5:印制板和 BGA 叠装翘曲
随着
封装基板和印制板变得更薄,动态翘曲的幅度也已增
加,从而引起焊点有新的不同的形状。
当再流焊中印制板和/或 BGA 叠装出现翘曲时,
这种特征就会发生,如图 8-11 所示。对于倒装芯片
BGA,硅芯片的膨胀远比封装基板层压板要小。再流
焊时当 BGA 受热和冷却时,这种膨胀不匹配会产生
广义的“双金属条”效应。
这种效应会使封装产生动态翘曲。当受热至高于 220°C
时倒装芯片 BGA 变成凹形,即反向翘曲,但当退出再流炉冷却后翘曲减少。类似地,印制板也会显现出动态
翘曲行为,可从相对平整变为凸形或凹形(见图 8-11)。
A
G
J
L
B
(or)
F
H
K
D
C
E
D
C
E
D
C
E
IPC-7095d-8-11-cn
图 8-11 倒装芯片 BGA 和印制板的动态翘曲
A– 再流前,处于室温时
B– 受热至再流温度
C– 硅芯片
D– 封装基板
E– 印制板
F–FCBGA 封装:正向(+)翘曲 / 凸形
G– 印制板相对平整
H–FCBGA 封装负向(-)翘曲 / 凹形
J– 印制板正向(+)翘曲 / 凸形
K–FCBGA 封装负向(-)翘曲 / 凹形
L– 印制板(-)翘曲 / 凹形
BGA 和印制板在再流过程中的翘曲会影响焊点的成形,这导致各种焊点缺陷,尤其是在 SMT 工艺未优化的情
况下,这些缺陷包括:
• HoP
• HoP 开路 - 与 HoP 相似,但是焊球没有与连接盘上的焊料有任何接触
• NWO - 连接盘上没有焊料
• 焊料桥连
图 8-10 焊球缺失
IPC-7095D-WAM1 CN 2019 年 1 月
154
图 8-12 显示了严重翘曲的印制板和 BGA 叠装,造成整个焊球阵列的这些焊点缺陷。SMT 工艺优化解决方案
参见 9.4。
A
B
C
DE
FG
IPC-7095d-8-12-cn
图 8-12 再流焊后严重翘曲的 BGA 和印制板导致的焊点缺陷
A– 芯片
B– 封装基板
C– 印制板
D– NWO 非润湿开路
E– HoP 枕头效应
F– 焊料桥连
G–HoP 开路
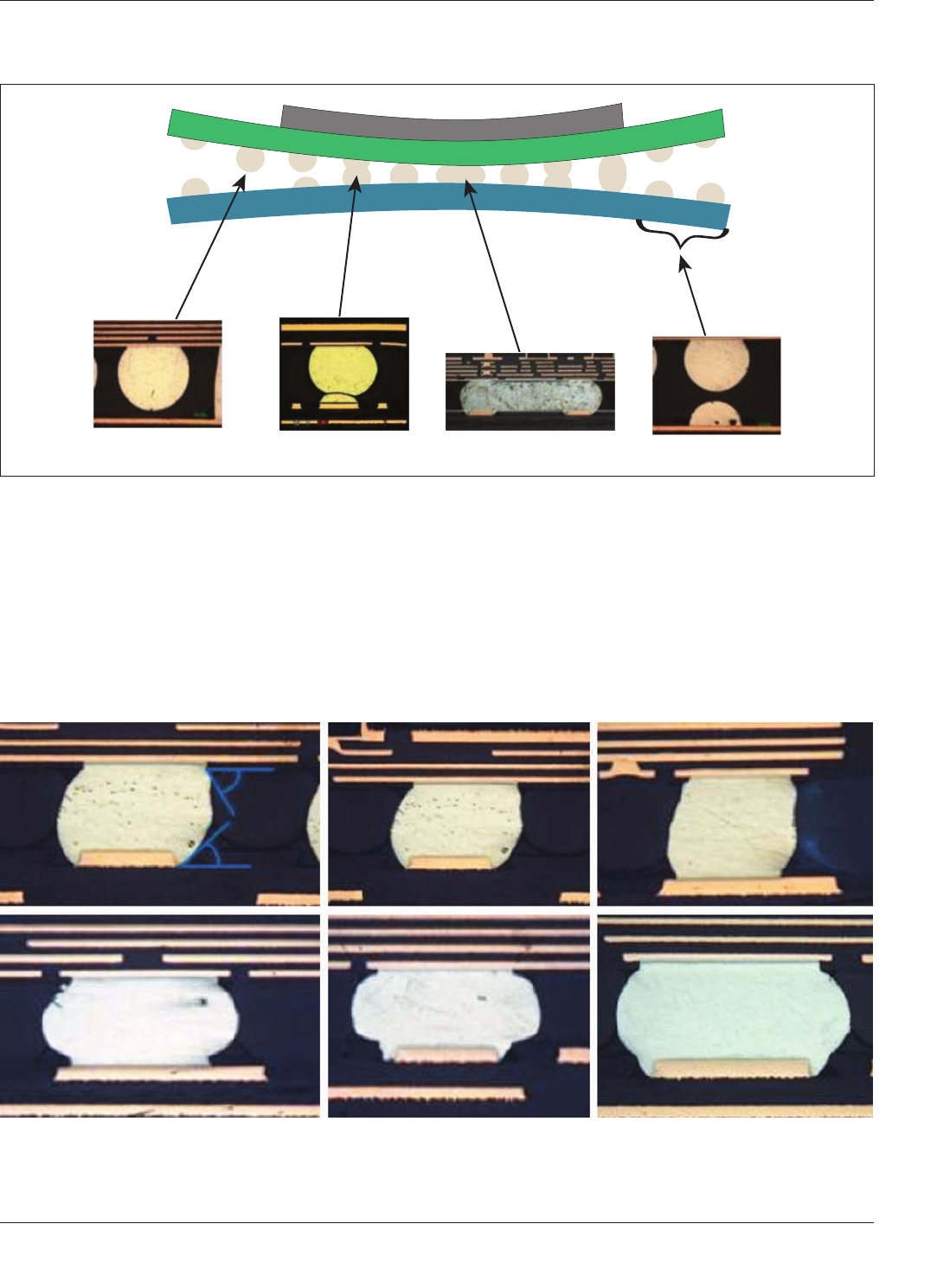
基于质量的观点,印制板和/或 BGA 叠装的动态翘曲也会导致合格焊点的外形变化(见图 8-13 示例)。由
于沿焊点表面所有点的切线与任一连接盘表面所成最小角(图 8-13 左上角照片的蓝色)≤90°,所以大部分
BGA 焊点为凸形焊点。
图 8-13 可接受凸形焊点示例