IPC-7095D-CHINESE NP 2019.pdf - 第173页
IPC-7095D-W AM1 CN 2019 年 1 月 157 当焊接至传统印制板时,面阵列封装焊料连接的长期可靠性成为主要关注点 。材料的 CTE 差异会对焊接界面 产生过度的应力。面阵列封装连接的完整性会变化,这取决于焊点所受负载条件以及产品的可靠性要求。当大 硅芯片用不柔顺的环氧化合物连接到有机基板时, CTE 不匹配会进一步恶化。硅的 CTE 大约为 3ppm/ ° C ,而 有机基板则接近于 16ppm/ ° C 。在组装…

IPC-7095D-WAM1 CN 2019 年 1 月
156
• BGA 的位置
• 印制板厚度
• 叠装
• 连接盘尺寸
• 加固机制
• 焊料体积
• 焊料机械特性
• 焊料蠕变特性
• 焊点界面质量
作为一种补救措施,一些设计人员(特别是手机业)采用较大的角落连接盘、拉长的连接盘和 / 或边缘粘合,
角落粘合和底部填充粘合以增强其稳健性。从组装的角度来说,强制使用合适的夹具和进行适当的操作是避免
焊点损伤的关键。
8.4.1.7 失效特征 7:不充分再流
当焊球没有充分受热使焊料达到高于液相线温度时,不充分再流就会发生。
不充分的再流焊点通常见于 BGA 中心部分的下方,因为这些区域在焊接过程中的受热最慢,最有可能达不到
足够的焊接温度。
有时,出现不充分再流焊点是有关元器件特征,在再流过程中将区域的热量带走。下面的图 8-17 列举了一个
基于此造成不充分熔融焊点的例子。
图 8-17 切面图示再流过程中不充分熔融的焊点
图注:焊点位于插座凸轮的下方
8.5 影响可靠性的关键因素
8.5.1 封装技术
面阵列元器件有各种各样的类型和材料。大部分商用阵列器件采用塑料灌封以及增强刚性有
机基板中介材料进行封装。对于封装到印制板的互连,采用为金属化连接盘或合金球(焊球)。当封装高度有
问题时,通常规定用 LGA IC,不然采用小合金球的 BGA 互连系统。
大部分塑封基 BGA 上配置的触点合金是锡铅(共晶)或 SAC(无铅)成分。使用陶瓷基基板的面阵列封装配
置高铅焊球或柱状焊料(如 PbSn10)。面阵列封装变化种类的不断增长使非增强介电膜适应于基板与灌封材料
的不同组合。FBGA 和芯片尺寸封装也已得到广泛使用(尤其是便携或手持电子产品),同时许多较高功率应
用整合了封装内置散热器或散热层(见第 4 章 )。
IPC-7095D-WAM1 CN2019 年 1 月
157
当焊接至传统印制板时,面阵列封装焊料连接的长期可靠性成为主要关注点。材料的 CTE 差异会对焊接界面
产生过度的应力。面阵列封装连接的完整性会变化,这取决于焊点所受负载条件以及产品的可靠性要求。当大
硅芯片用不柔顺的环氧化合物连接到有机基板时,CTE 不匹配会进一步恶化。硅的 CTE 大约为 3ppm/°C,而
有机基板则接近于 16ppm/°C。在组装过程中的封装翘曲,甚至封装内的功率消耗都会使焊点受到显著的拉伸
应力。焊接界面的过度应力和应变会导致焊点失效,以及金属连接盘的分离。
当芯片通过刚性环氧树脂连接至封装基板时,直接位于芯片下方的基板材料 CTE 受到限制而接近于芯片的
CTE。当焊球位于同一区域且暴露于宽幅变化的工作温度时,焊接界面会受到过度应变。对于连接的芯片面背
离封装基板(也称为腔体朝上器件),仅用一薄介电层将焊点从芯片分开。芯片越大,焊料连接可靠性问题就
越严重。此外,当 BGA 焊点开裂时,它们通常出现在焊球至封装界面。这是焊料和受芯片限制的 BGA 基板
间局部膨胀不匹配的结果。
由于要将触点移至封装周边,业界希望 BGA 有较大封装轮廓,可能的例外是需保留在封装中央区域的某些
散热焊球和导通孔。无法将互连移出芯片连接区域外的一些制造商已采用较为柔顺的芯片连接材料。这种柔
顺的芯片至封装连接界面稍厚,并且展现出焊料到印制板界面应力的明显减少,从而实现了疲劳寿命的实质
性增加。
8.5.2 间隙高度
间隙高度显著影响焊点可靠性。连接有 SnPb37焊球的 BGA导致焊点高度难以受控且更低(高
度约 400
μ
m 至 640
μ
m), 而 SnPb90 焊球(直径为 760
μ
m 至 890
μ
m)则会形成尺寸相同、一致的焊点高度,因
为 SnPb90 焊料具有远高于近共晶锡铅焊料的液相温度,并且在典型的再流焊工艺中不会融化。表 8-1 提供了
锡铅 BGA 焊球和焊膏冶金封装的典型间隙高度信息。
表 8-1 BGA 典型间隙高度
焊球节距 (mm) 间隙高度(mm) 再流前焊球直径(mm) 印制板连接盘尺寸(mm)
1.27 0.4 至 0.6 0.75 0.65
1
0.45 至 0.55 0.6 0.45
0.35 至 0.45 0.5 0.4
0.3 至 0.4 0.45 0.35
0.8
0.35 至 0.45 0.5 0.4
0.3 至 0.4 0.45 0.35
0.28 至 0.35 0.4 0.35
0.18 至 0.25 0.3 0.25
0.5
0.18 至 0.26 0.25 0.25
0.08 至 0.15 0.17 0.25
0.4
0.16 至 0.2 0.225 0.25
0.11 至 0.15 0.2 0.25
0.3 0.09 至 0.125 0.11 0.17
0.165 至 0.18 0.2 0.18
封装重量也会影响焊点可靠性,因为重量影响焊点或间隙高度。决定间隙高度的关键因素为连接盘尺寸、可用
焊料量以及元器件重量。重量越轻,连接盘尺寸越小,焊料量越多,间隙越高。
IPC-7095D-WAM1 CN 2019 年 1 月
158
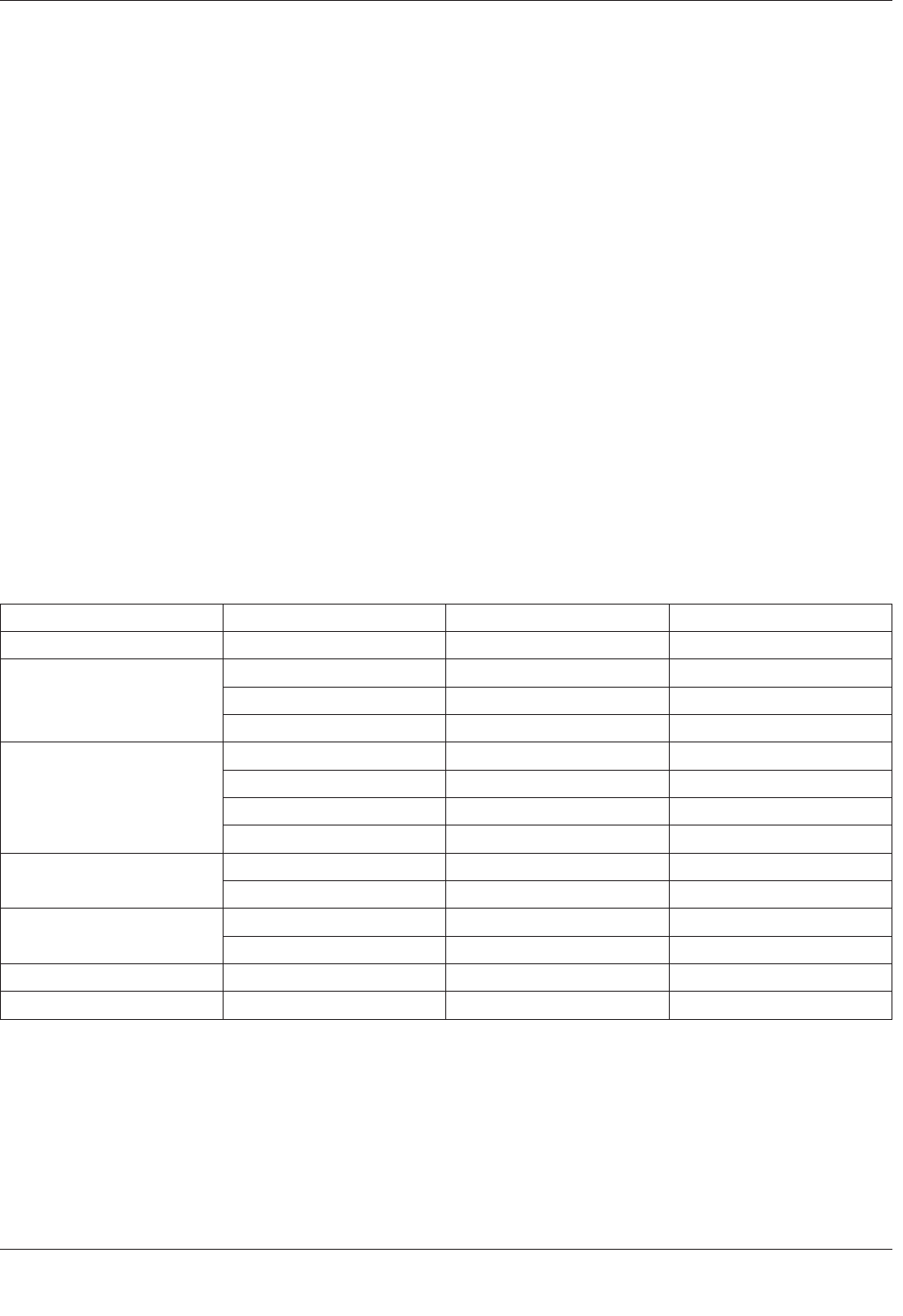
8.5.3 印制板设计考量
影响可靠性的其它因素为焊
点几何形状和连接盘金属化。如果阻焊膜用于 SMD 连
接盘,则会有负面影响,因为在金属化连接盘上的阻
焊膜会影响焊点几何形状。由 SMD 焊点几何形状产生
的应力集中会成为焊点失效和可靠性降低的起源。此
外,阻焊膜形状和厚度也会影响焊点可靠性。图 8-18
展示了由于阻焊膜处应力集中而产生的裂纹。
对于相等的焊点高度,使用 NSMD 与 SMD 相比,预
期疲劳寿命因子增加 1.25 至 3,对于更严酷的荷载条
件下的焊点,改善更大。
表面处理在 BGA 焊点可靠性中也扮演着关键的作用。
HASL 厚度可能会过厚或过薄。因为大多数表面处理会
被消耗为不可焊的金属间化合物,可能会出现焊锡厚
度不足。在化学镍层上浸金容易产生黑焊盘,这认为是镀金过程中由于镍过度腐蚀导致的。
黑焊盘是在焊接过程中形成的金属间化合物层,导致脆化的焊点,形成光滑、黑色或灰暗的表面。黑焊盘是由
化学镀镍槽污染造成的。这些镀槽需要不断监测,以防止污染物的积累,并确保适当的化学平衡。采用清洁不
足的抛光设备制备的铜基板会引起镍镀层呈多孔状。如果镍镀槽被污染,情况可能会严重。多孔电镀提供了铜
扩散的通道,它也会使焊点脆化。关于黑焊盘的更多信息,参见 5.3.3.1。
在 BGA 焊点连接盘下面的层压板开裂也是一种可能的
失效机制。这种失效被认为是再流焊过程中有热机应
力和/或随后作用在焊点上的机械应力而导致的。
通常不建议采用焊盘内导通孔或与连接盘相邻的导通
孔,因为它们可能造成焊料泄漏。焊盘内导通孔应该
仅为那些拥有丰富内部资源、可确认焊盘内导通孔焊
点可靠性的公司所考虑。
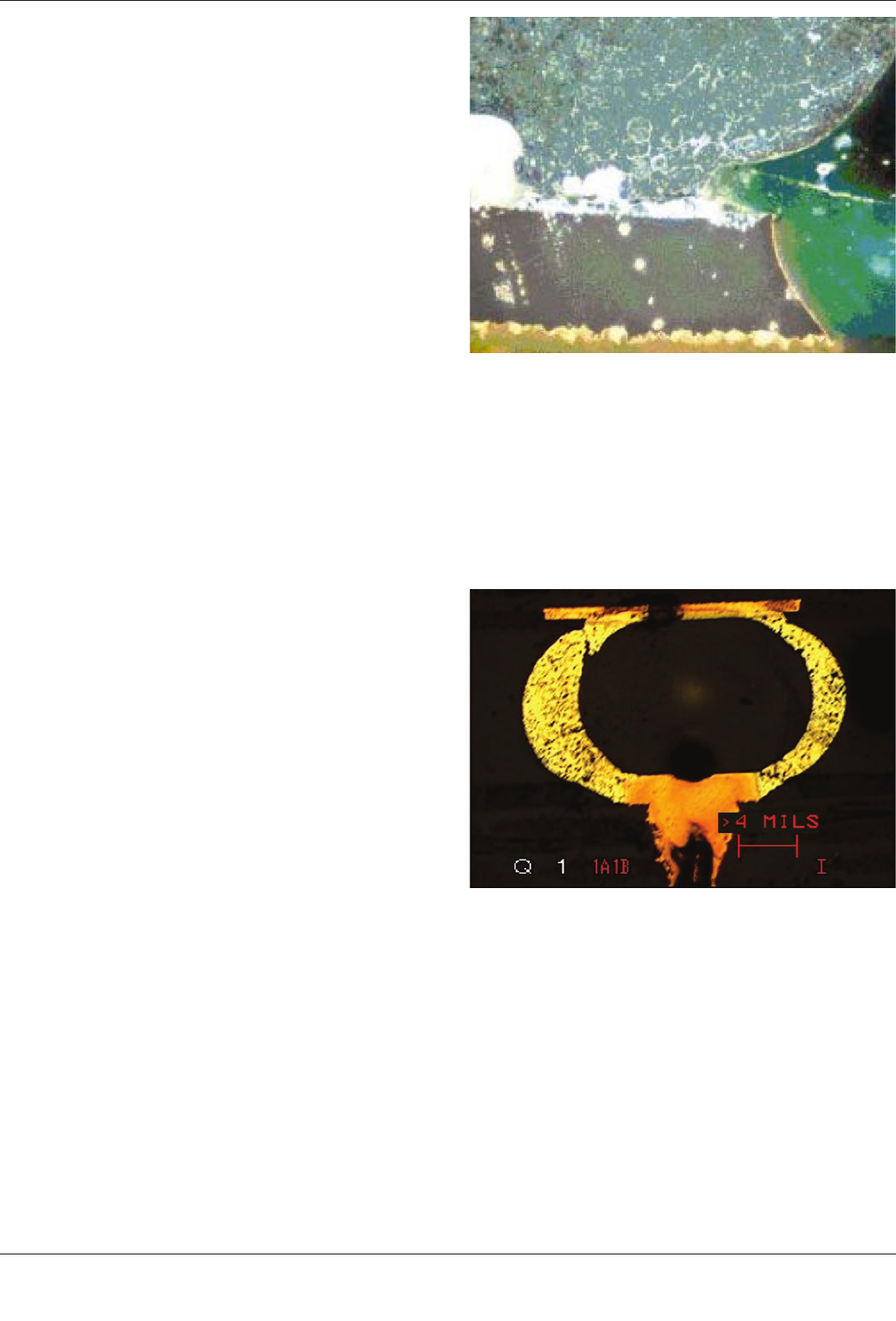
BGA 连接盘中有微导通孔越来越普遍。不过使用微导
通孔时,大多数 BGA 都会有空洞。研究表明大部分空
洞并不是引发裂纹的可靠性风险,但是它们减少了焊
点面积并且当裂纹扩张时缩短了达到失效的时间。图
8-19 显示了可靠性试验后的失效,其中空洞很大以致
焊球塌陷。
8.5.4 陶瓷栅阵列(CGAs)焊接连接的可靠性
陶瓷的 CTE 大约 6ppm/°C;有机基印制板 CTE 的范围为
16-20ppm/°C。因此,在陶瓷元器件和有机印制板之间存在大约 10-14ppm/°C 的整体 CTE 不匹配。为了弥补这
种巨大的整体 CTE 不匹配,在大多数应用中,陶瓷元器件通常需要配置焊料柱以便可靠地运行。由于角落焊
点所受负载大于其它焊点(它们离开中心点的距离最远,也即 DNP),它们首先失效。
PbSn10 焊料柱,只使用于 CGA, 是长度为 1.27mm 至 2.29mm 的柱子,它们铸造在 CGA 上或使用近共晶锡铅
焊料焊接到 CGA 与基板上。在其它条件相同的情况下,三种柱子高度:0.41mm、0.76mm 和 2.29mm,所对应
的 CBGA 焊点疲劳寿命之比为 1:4:45。焊料柱高度受到焊柱高径比要求(高度对直径)的限制,即不生产细长
的柱子去改变荷载条件;铸造的柱子可适应较大的高径比。
图 8-18 阻焊膜影响
图 8-19 非常大的空洞导致的可靠性测试失效