IPC-7095D-CHINESE NP 2019.pdf - 第177页
IPC-7095D-W AM1 CN 2019 年 1 月 161 8.5.5.4 BGA 无铅焊点的外观 BGA 封装本体会遮 盖其 焊点 。然而 ,某些特殊的显微镜 (如内窥镜) , 可以观察到外围的焊点 。 SAC 焊点的微观结构通常 为多相微观结构 ,因此焊点的表面看起来粗糙。这 与通常具有光泽表面的典型锡铅 BGA 焊点相比有很 大的不同。 图 8-20 显示了典型的 SAC BGA 焊点。 8.5.5.5 向前和向后兼容性 …

IPC-7095D-WAM1 CN 2019 年 1 月
160
8.5.5.2 含银量约为 1% 合金的建议
以下是关于采用含银量约 1% 的合金的一些建议:
• 焊点必须达到至少 235°C,且 TAL 至少 60 秒。
• 当使用低银 BGA 时,某些印制板组件再流曲线可能要调整。
• 再流焊温度曲线至少需要用金相学知识进行确认,这需要额外的技术工作。
金相分析(具有统计意义上的样本量)能确认低银焊球合金 BGA 是否形成适当焊点。用于确认温度曲线的热
电偶数量应该大大增加,以表示低银 BGA 能满足上面给定的条件,同时其它元器件也可满足规范(不过热)。
1% 的银合金似乎与业界许多无铅组装规范例如 SAC30:需要最小再流峰值温度 /TAL 时间为 235°C/60 秒 5 工
艺不兼容,而此规范对于其它合金大多是足够的。会显著改变再流焊曲线下限要求的银含量实际限值还没有精
确界定,但银含量好像在 1% 至 2.3% 之间。由于其它变量也可能会影响此数值,所以对于含银量低于 3% 的
任何合金都应特别注意。
8.5.5.2.1 焊点可靠性
业界研究一致表明,低银合金的跌落特性优于亚共晶 SAC。除了合金成分之外,该结
果也取决于连接盘表面处理,但这种改善的确切原因仍无定论,可能是由于焊球本体刚度和屈服强度的减小。
这种情况下金属间化合物层的成分和 / 或焊点结构的改变是可预期的,需要减小过冷度以凝固 BGA 焊球。
低银合金的疲劳寿命低于对应的高银合金。然而针对这些合金还没有公认的加速度模型,这使得产品寿命的预
测非常困难。
8.5.5.2.2 向低银焊球合金改变的管理
由于对再流焊工艺窗口和可靠性的潜在影响,从近共晶 SAC 合金焊球
向银含量小于 3% 转变时,应该考虑其形状、安装以及功能的变化。这种情况下,即使仅变化 BGA 焊球合金,
变更 BGA 器件物料编码认为是合适的。
8.5.5.3 印制板设计注意事项
带有 BGA 的印制板设计,通常用无铅焊料组装非常类似于锡铅焊料。无铅组
件的设计应该采用与锡铅组件相同的 DfM 规则和指南。这些包括:
• 元器件方向
• 焊接
• 导通孔
• 阻焊膜
• 可维修性
• 可测试性
8.5.5.3.1 至 8.5.5.3.2 对一些内容进行具体的描述。
8.5.5.3.1
BGA 连接盘图形设计
如同锡铅焊接,SnAgCu 焊接优选的 BGA 连接盘类型是 NSMD 设计(与
SMD 连接盘形式相对),因为它给设计人员最大的灵活性,并且由阻焊膜导致的对焊点产生的应力点较少。
8.5.5.3.2 印制板上元器件贴装位置
由于 SnAgCu 焊料在元器件焊接时需要较高的再流焊温度,大型的且温
度敏感的 BGA 器件贴装位置需要仔细布局。取决于印制板尺寸、厚度和层数,靠近印制板边缘区域温度通常
会比中心位置高 5°C-15
°C。
在受到较高再流焊温度时,因为大型封装更易出现由湿气和热应力引起的缺陷,这样的封装应该尽可能限制在
印制板的中心区域。其它因素(如线条可布线性和密度)的考量可能有必要将大型 BGA 放置在印制板边缘,
在这种情况下,再流焊接工艺窗口要收窄,以保持 BGA 元器件暴露的最高温度低于可接受的限值。
IPC-7095D-WAM1 CN2019 年 1 月
161
8.5.5.4 BGA 无铅焊点的外观
BGA 封装本体会遮
盖其焊点。然而,某些特殊的显微镜(如内窥镜),
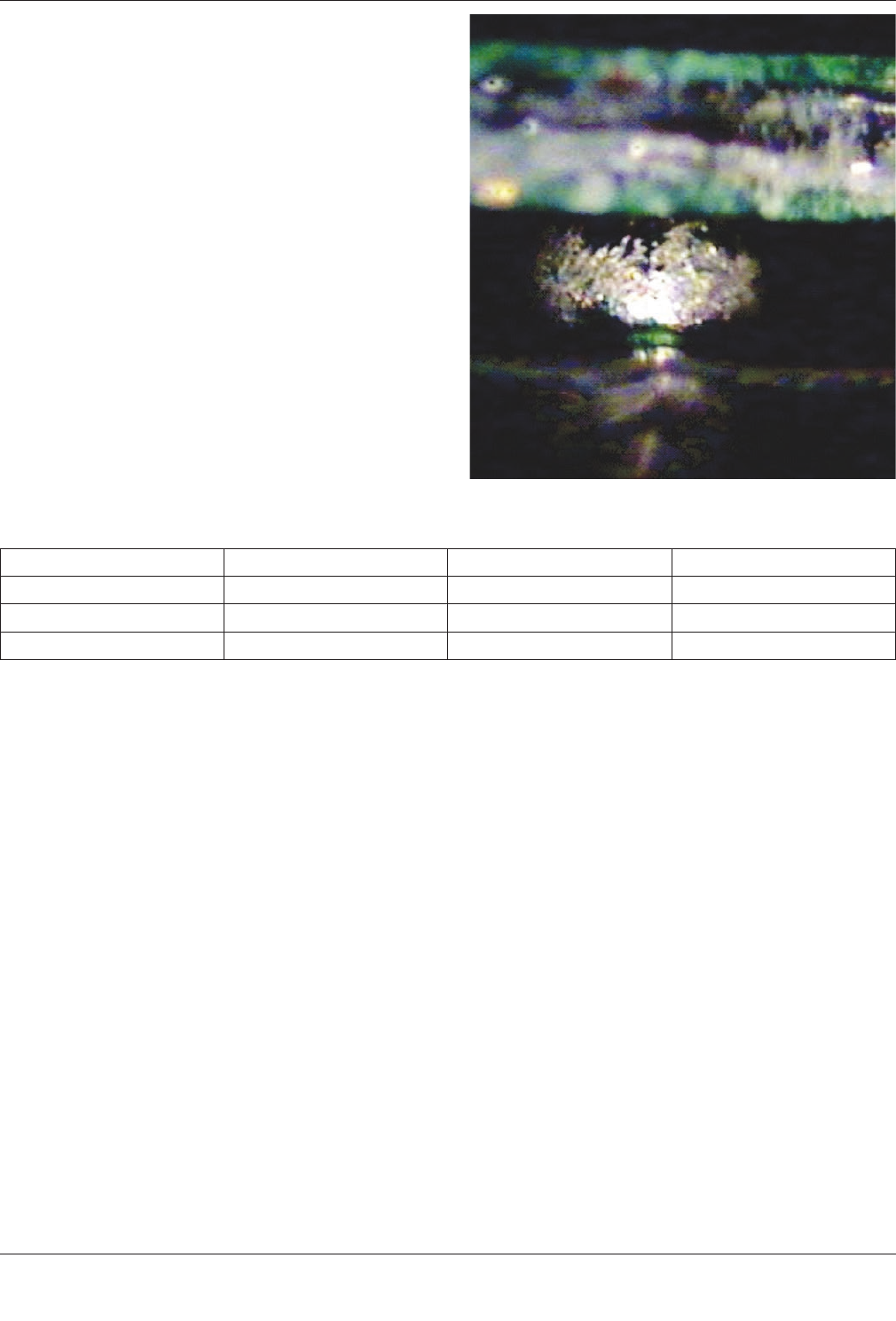
可以观察到外围的焊点。SAC 焊点的微观结构通常
为多相微观结构,因此焊点的表面看起来粗糙。这
与通常具有光泽表面的典型锡铅 BGA 焊点相比有很
大的不同。
图 8-20 显示了典型的 SAC BGA 焊点。
8.5.5.5 向前和向后兼容性
由锡铅焊接系统到完
全无铅焊接系统的转化需要时间和相应的准备。对
于从锡铅向无铅系统转化的组织,可能会出现锡铅
和无铅焊料在印制板组件上并存的过渡阶段。这个
过渡阶段使得要评估 SAC 中含铅对焊点良率和可
靠性的影响。
表 8-3 提供了向无铅组装转化的一些建议指南。
表 8-3 无铅组装的类型
定义 元器件端子 /BGA 焊球 焊膏 印制板表面处理
向前兼容性 含铅 无铅 有铅或无铅
向后兼容性 无铅 SnPb37 有铅或无铅
无铅 无铅 无铅 无铅
表 8-3 中第一种可能的无铅印制板组装为向前兼容。这种情形下,焊接工艺已通过改变焊膏配方的变化转化为
无铅技术,相应的再流焊温度曲线也与变化匹配。然而,对于某些元器件(如 BGA),仍是锡铅焊料。这导致
BGA 元器件的锡铅焊点被无铅焊膏中替代铅的金属污染。
表 8-3 中第二种可能的无铅印制板组装为向后兼容。这种情形下,组装厂使用共晶锡铅焊膏按照锡铅再流焊曲
线焊接无铅元器件。锡铅元器件明显更适合此类情况,但是供应商可能无法提供这种表面处理的元器件。由锡
铅焊膏和无铅焊球组合而形成的焊点将有一个混合的成分。当使用锡铅焊膏对 SAC 无铅 BGA 进行焊接时,基
于所使用的再流曲线,会产生两种不同的情形。图 8-21 比较了这两种再流曲线,同时也提供完全无铅再流曲
线作附加对比。
锡铅再流曲线,未超过 BGA SAC 焊球的熔点。当再流曲线无法使无铅焊球融化或熔解时,焊点良率和 / 或焊
点疲劳寿命将会受到影响。沉积在焊球连接盘上的锡铅焊膏熔化,但是 SAC 焊球依然没有熔化。这种材料组
合中,铅可能通过焊球晶粒边界扩散。铅从锡铅焊料中扩散到 SAC 焊球中有多高取决于达到的再流温度有多
高以及锡铅焊料熔化时间有多长。
图 8-20 SnAgCu(SAC)BGA 焊球的内窥镜照片
IPC-7095D-WAM1 CN 2019 年 1 月
162
300
250
200
150
100
50
0
0
50
100
150 200 250
300
350
400
C
D
E
F
G
A
B
IPC-7095d-8-21-cn
图 8-21 锡铅且向后兼容与无铅印制板组装再流焊曲线比较
A– 温度(°C)
B– 时间(秒)
C–SnPb 共晶温度
D–SAC 共晶温度
E–SAC 焊球未熔化(反向兼容差)
F–SAC 焊球熔化(向后兼容好)
G– 典型的无铅(SAC)温度曲线
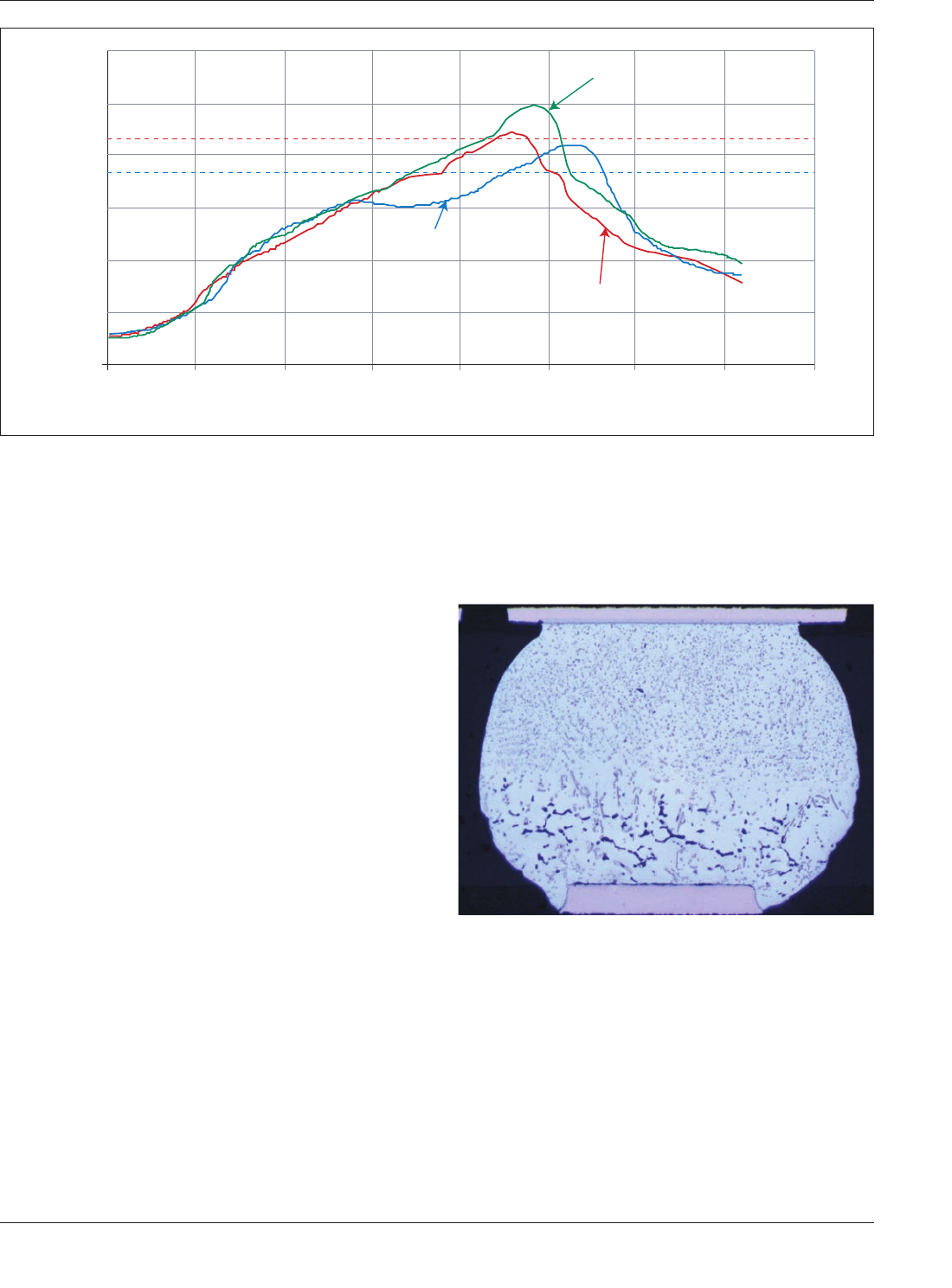
图 8-22 图示了 BGA 封装 SAC 焊球切片的显微照片,
它用无法熔化或液化的 SAC 焊球的再流温度曲线焊接
至印制板。
由于两个原因,使得这类焊点对良率影响也是有害的。
1) 由于焊球未熔化
,再流时 BGA 自对准差。BGA 在
贴装期间或之后偏移到一定程度时,会增加焊点开
路的可能性。
2) 焊球塌陷的缺失可能造成焊点开路
,由于沉积焊膏
和焊球之间缺少接触。
为了提升焊点良率和可靠性,应该采用图 8-23 所示向
后兼容再流曲线。在此再流曲线中,SAC 焊球融化,
且熔融锡铅焊膏中的铅会与熔化的 SAC 焊球完全混
合,在锡基中形成富铅均质结构。这样的微观结构如
图 8-23 所示。
由于 SAC 焊球熔化并塌陷,也出现了自对准并减小了
共面性问题,因此提升了 BGA 焊点的良率。
图 8-22 用 SnPb 焊膏采用标准 SnPb 再流曲线组装
至印制板上的 BGA SAC 焊球切片的显微照片
图注:
SAC 焊球没有融化;黑 / 灰互连手指状是富铅纹理边
界,杆状颗粒是 Ag3Sn IMC 层;灰色颗粒是 Cu6Sn5 IMC 层。