IPC-7095D-CHINESE NP 2019.pdf - 第187页
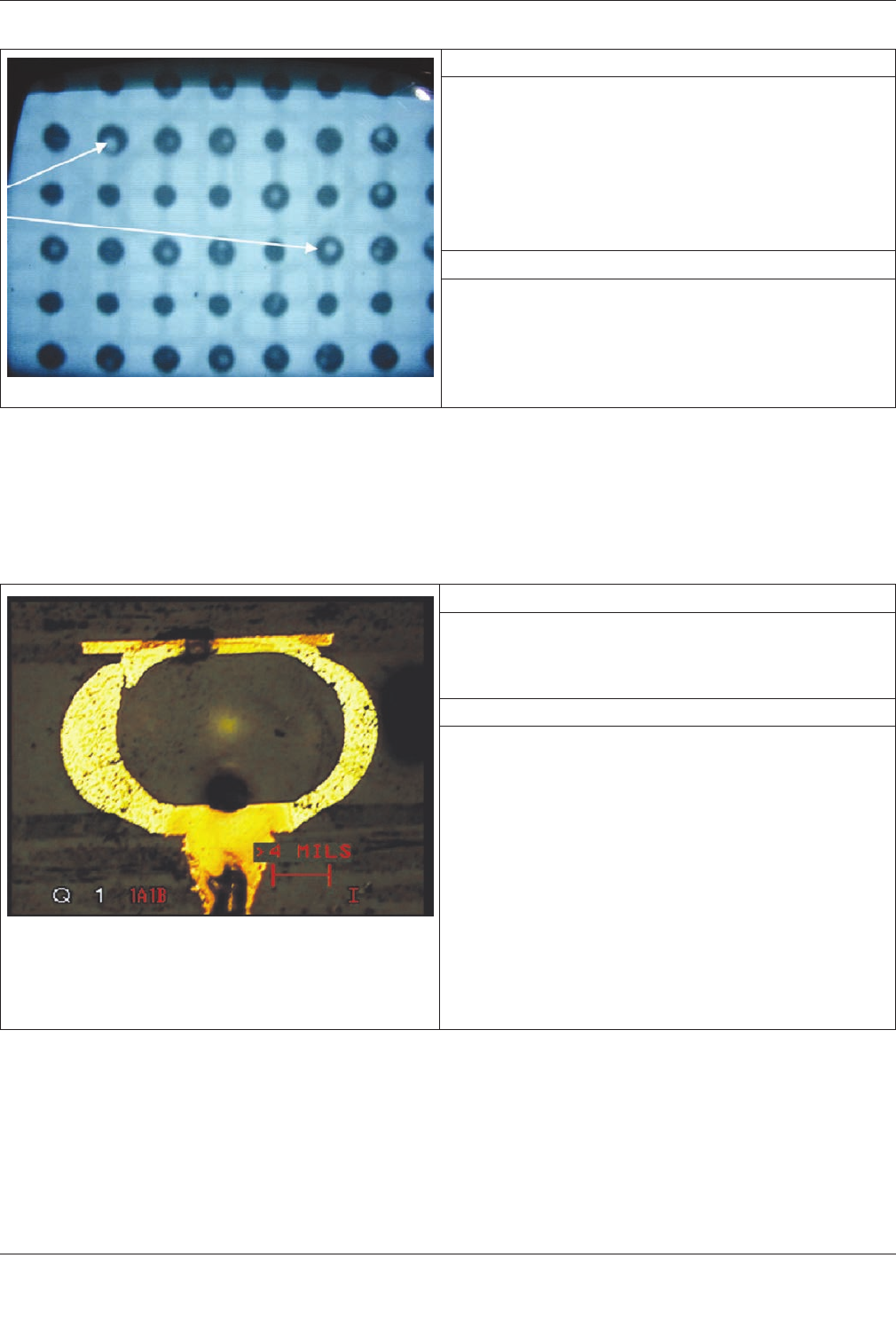
IPC-7095D-W AM1 CN 2019 年 1 月 171 9.3.1 BGA 翘曲 图 9-9 角落发生桥连的内凹(哭脸) BGA 可能原因 再流焊过程中热机械应力导致的 BGA 翘曲。 可能由 BGA 载板角落内凹(哭脸)引起。 潜在解决方案 增加角落焊球尺寸或使用点胶。 某些情况下,再流过程中增加胶带 在再流温度下,使用阴影叠纹法来检查共面性 检查其它角落类似的情况 角落焊球的开路表示有 BGA 翘曲(封装角落向上抬起) …
IPC-7095D-WAM1 CN 2019 年 1 月
170
9.2.6 空洞和非均匀焊球
图 9-7 空洞和非均匀焊球
可能原因
焊球连接时有过多的空洞。
连接盘上导通孔设计。注:按照 IPC-A-610
,焊盘上导通
孔相关的空洞不认为是缺陷。
温度曲线爬升过快。
有向前兼容的情形(用无铅焊膏焊接锡铅 BGA 焊球)。
潜在解决方案
通过热应力或显微切片评估焊点的结构强度
使用保温时间长的再流曲线
避免上述潜在原因的情况。
BGA 中空洞的形成有很多原因。然而空洞的存在并不会造成任何可靠性风险,除非空洞足够大而足以降低了
横截面和机械完整性。空洞(如 9.2.7 所示)可以承受 1,000 次热循环(无冲击,0°C
-100°C),尽管更常见的
空洞如图 9-7 所示。即使在某些测试中,空洞并未降低疲劳寿命,过多空洞存在于焊点中表示设计、工艺或材
料有问题。也应当验证产品可靠性。
9.2.7 蛋壳空洞
图 9-8 蛋壳空洞
图注:
1. 0.65mm 的微导通孔,
1,000 次循环
2. 图像显示焊点塌陷,导致间歇性接触失效
可能原因
再流时空气或其它气体被截留。
空气或其它气体可能来自于微导通孔的截留。
潜在解决方案
拆除元器件并用新的替换
9.3 BGA 翘曲
在正常再流焊组装过程中,PBGA 具有发生翘曲的倾向。翘曲会发生在 BGA 基板或产品印
制板上。这会导致遭受应力的焊点发生开路或短路。温度(再流曲线)、BGA 结构、焊膏量以及冷却条件都会
导致弓曲或扭曲。
角落焊球短路表示 BGA 有发生翘曲,此时 BGA 封装角落向内弯曲(哭脸 BGA)。同样的现象会造成焊球远离
角落而从安装基板抬离(笑脸 BGA), 如 9.3.1 和 9.3.2 所示。
IPC-7095D-WAM1 CN2019 年 1 月
171
9.3.1 BGA 翘曲
图 9-9 角落发生桥连的内凹(哭脸)BGA
可能原因
再流焊过程中热机械应力导致的 BGA 翘曲。
可能由 BGA 载板角落内凹(哭脸)引起。
潜在解决方案
增加角落焊球尺寸或使用点胶。
某些情况下,再流过程中增加胶带
在再流温度下,使用阴影叠纹法来检查共面性
检查其它角落类似的情况
角落焊球的开路表示有 BGA 翘曲(封装角落向上抬起)。这种开路,如 9.3.2 所示,可以通过增加额外的焊膏
量将其最小化,但施加过量的焊膏不是此问题的解决方法。
确定根本原因及处理异常原因对于建立稳健工艺更重要。仅当某工艺或元器件状况不可改变情况下(如,再流
焊工艺已得到优化,BGA 封装或 BGA 载板无法重新设计,或印制板无法重新设计),修改模板开口增加印制
板上焊膏沉积可作为解决角落开路的方案。另外在进行任何工艺变更前,异常必须是持续发生,并且应该考虑
到焊料和元器件库存。如果决定使用过量的焊膏来纠解决角落焊球开路问题,应密切监控此工艺以确保不会产
生额外的缺陷(如焊料桥连、锡珠等)。
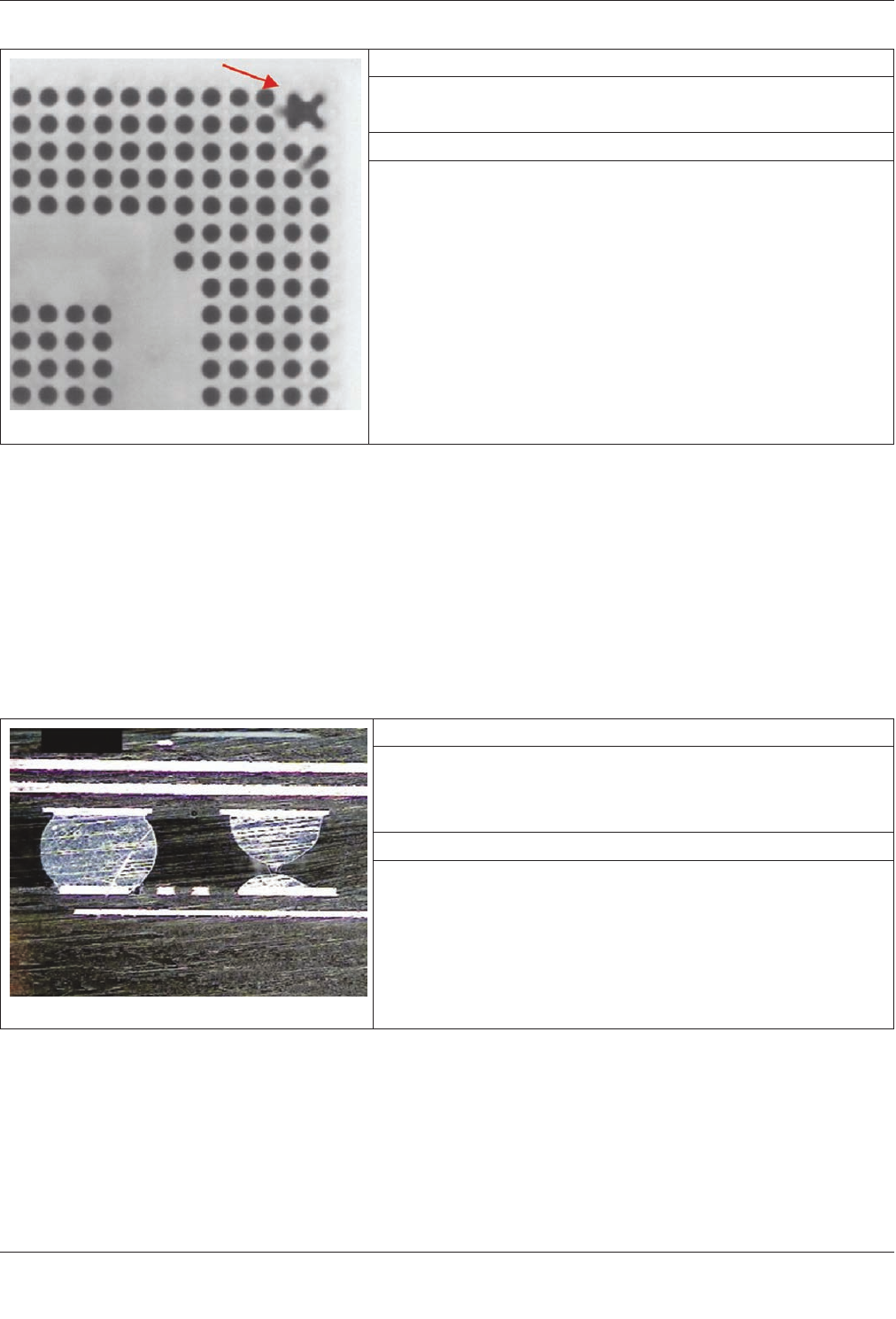
9.3.2 由于载板翘曲导致的焊点开路
图 9-10 由于载板翘曲导致的焊点开路
可能原因
失效似乎是由于模板释放焊膏不充分或焊球大小不足够。
封装翘曲后,角落焊球抬离(微笑 BGA
)。
潜在解决方案
在组装前 / 来料时检查焊球。
在角落连接盘上施加额外的焊膏。
实施来料检查和 / 或货源审核
IPC-7095D-WAM1 CN 2019 年 1 月
172
9.4 焊点状况
本章节讨论与安装结构和元器件载板有关的焊球状况。
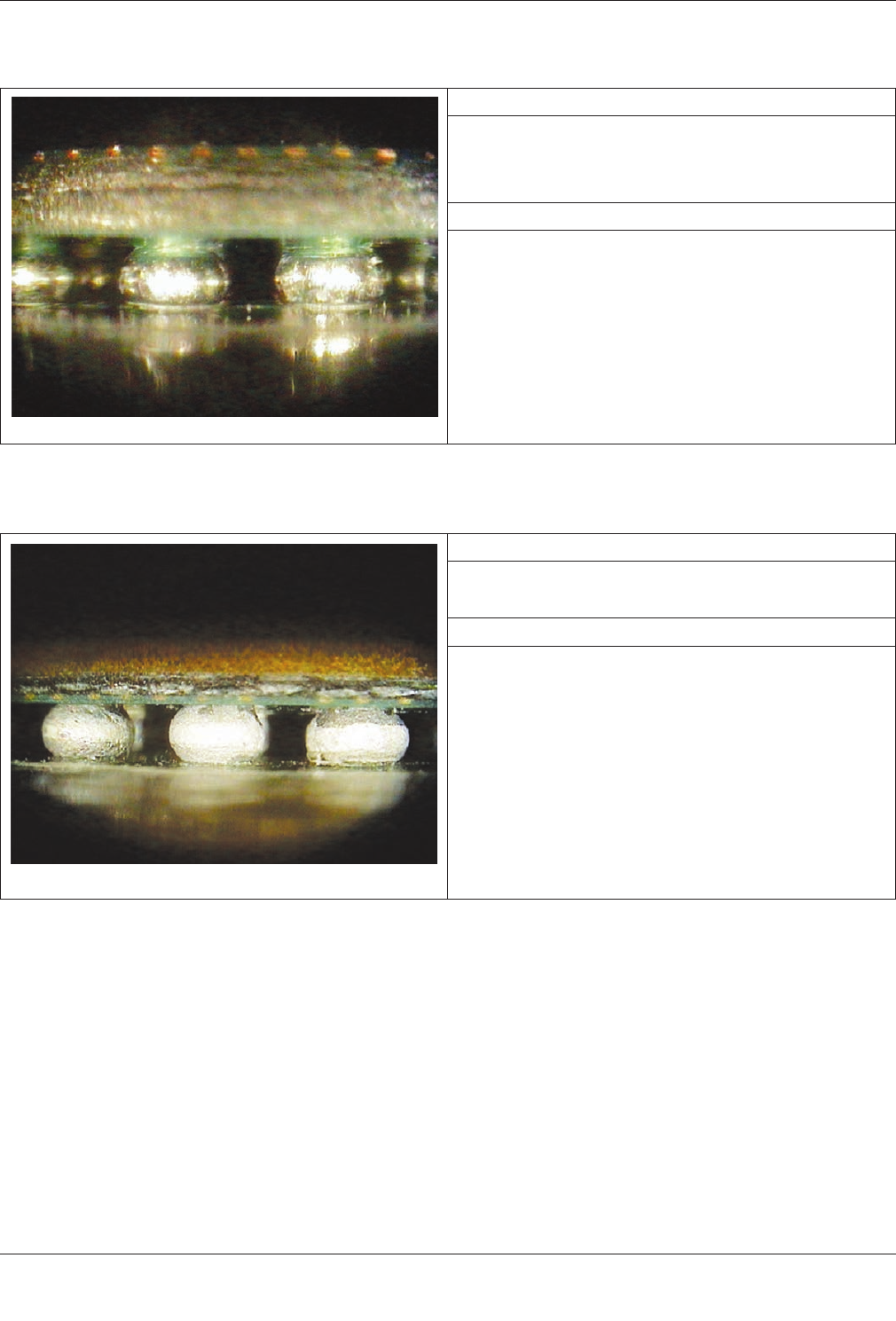
9.4.1 目标焊接条件
图 9-11 目标焊接条件
可能原因
焊球呈现一致的形状和纹理,且均匀地与连接位置对齐,
表现为 BGA 焊球顶部与底部均发生了塌陷
潜在解决方案
书面化记录工艺参数并保持稳定的工艺
9.4.2 过度氧化的焊球
图 9-12
过度氧化的焊球
可能原因
由于暴露于多次再流焊循环(正面或反面)中,会形成
焊球氧化物。
潜在解决方案
纠正助焊剂选择。
将产品再流焊次数减至两次。