IPC-7095D-CHINESE NP 2019.pdf - 第194页
IPC-7095D-W AM1 CN 2019 年 1 月 178 9.4.13 不润湿开路 ( NWO ) 图 9-23 不润湿开路( NWO ) 可能原因 模板开孔被堵塞。 BGA 翘曲和焊膏类型的交互作用。 翘曲。 连接盘上没有焊膏。 污染。 潜在解决方案 使用自动检测系统来监控焊膏量。 选择适合的焊膏材料 / 配方以克服缺陷。 在风险区域( BGA 封装角落)外扩印刷焊膏。 印制板翘曲最小化(如使用载具) 。 9.4.14 枕头…
IPC-7095D-WAM1 CN2019 年 1 月
177
9.4.11 不完全焊料再流
图 9-21 不完全的焊料再流
可能原因
基板上的焊球和印制板上的焊膏在再流过程中没有达到
完全液相线条件。
潜在解决方案
确定再流焊曲线以确认用于连接的焊膏。
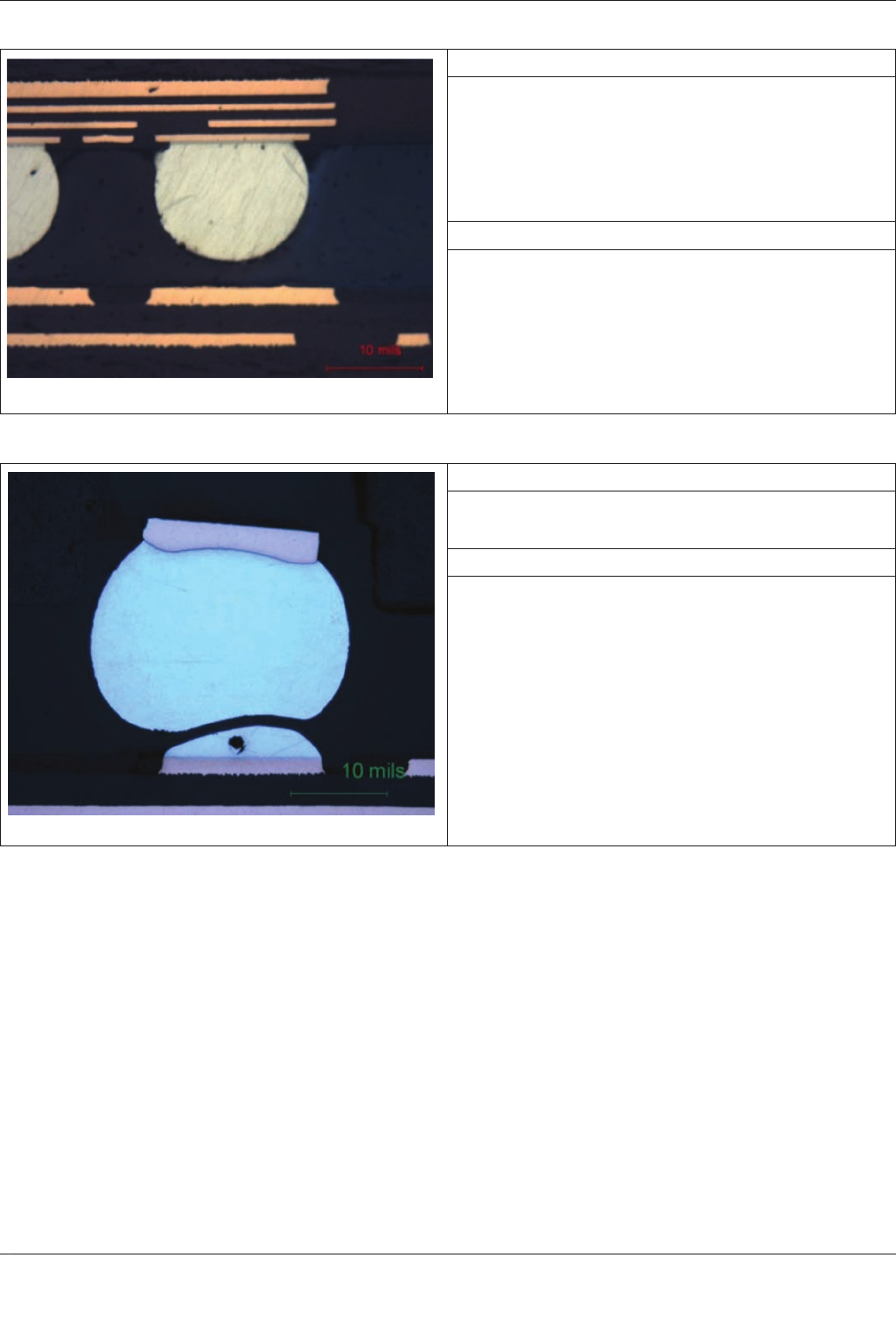
9.4.12 焊料缺失
图 9-22
焊膏沉积缺失
可能原因
印制板连接盘上缺少焊膏沉积。
潜在解决方案
检查模板开孔是否有焊膏堵塞。
确保针对印制板上每个 SMT 连接盘的模板开孔都设计正
确。
图 9-22 所示的焊膏沉积在再流焊过程中会熔化并与熔化的 BGA 焊料融合形成焊点。出现焊膏沉积对于形成
BGA 焊点是必要的。
IPC-7095D-WAM1 CN 2019 年 1 月
178
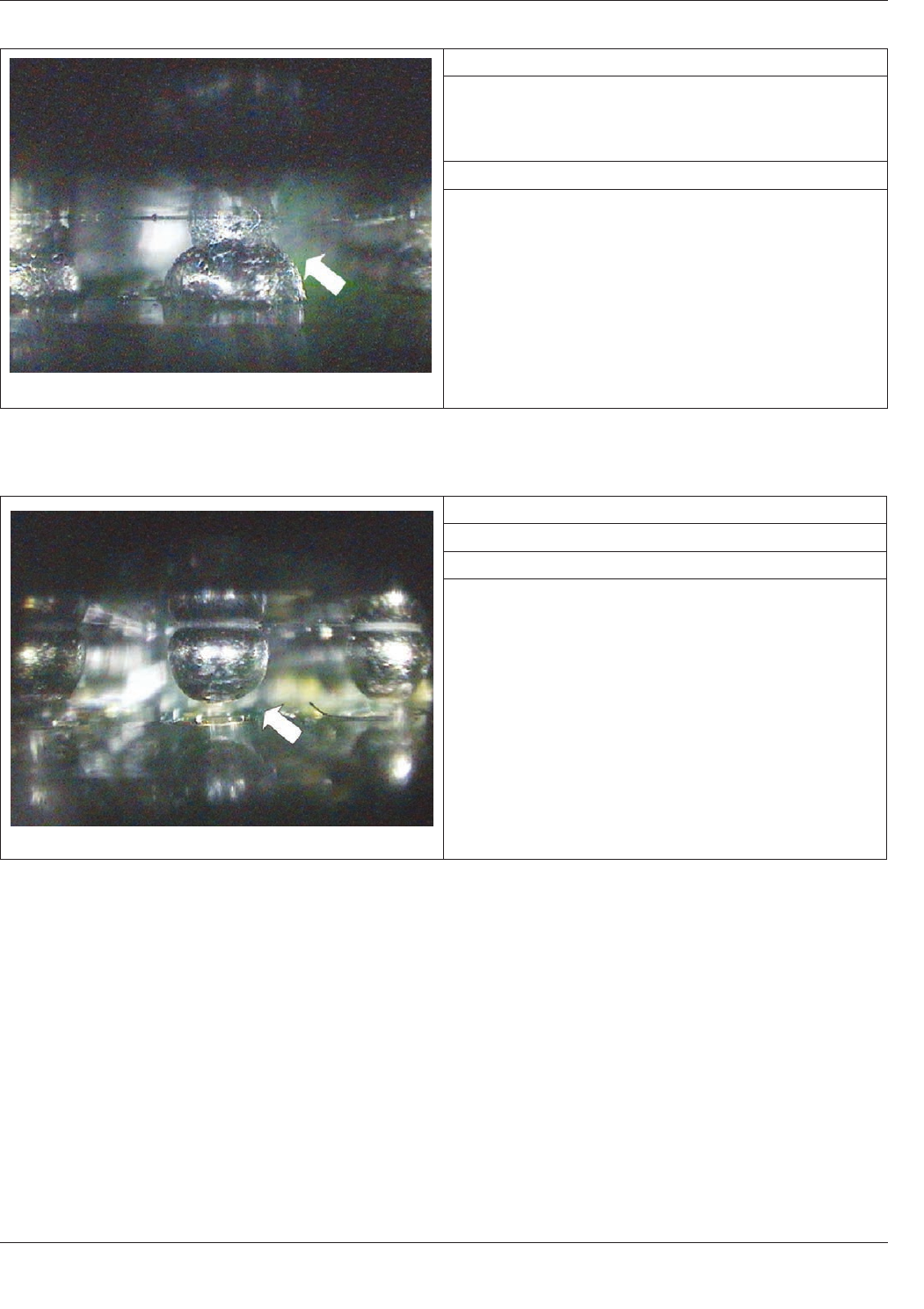
9.4.13 不润湿开路 (NWO)
图 9-23
不润湿开路(NWO)
可能原因
模板开孔被堵塞。
BGA 翘曲和焊膏类型的交互作用。
翘曲。
连接盘上没有焊膏。
污染。
潜在解决方案
使用自动检测系统来监控焊膏量。
选择适合的焊膏材料 / 配方以克服缺陷。
在风险区域(BGA 封装角落)外扩印刷焊膏。
印制板翘曲最小化(如使用载具)。
9.4.14 枕头效应(HoP)焊点
图 9-24
枕头效应(HoP)
可能原因
BGA 和印制板翘曲的交互作用。
再流焊中的 TA
L 不足。
潜在解决方案
在风险区域(BGA 封装角落)外扩印刷焊膏。
使元器件内温度差最小化,增加再流焊过程中的峰值温
度和 TA
L。
在 N2 环境中进行再流。
选择合适的焊膏材料 / 配方以克服缺陷。
使印制板翘曲最小化(如使用载具)。
IPC-7095D-WAM1 CN2019 年 1 月
179
附录 A
减少空洞发生的工艺控制特性描述
焊球内空洞的位置比空洞的百分比更令人关注。没有证据或经验数据表明焊球内的空洞会导致失效。位于焊球
至封装基板界面以及焊球与印制板界面的空洞更有可能导致焊点开裂。这是因为裂纹(如果发生)通常发生在
界面,并且空洞会提供(适时的)通道而加速开裂条件。
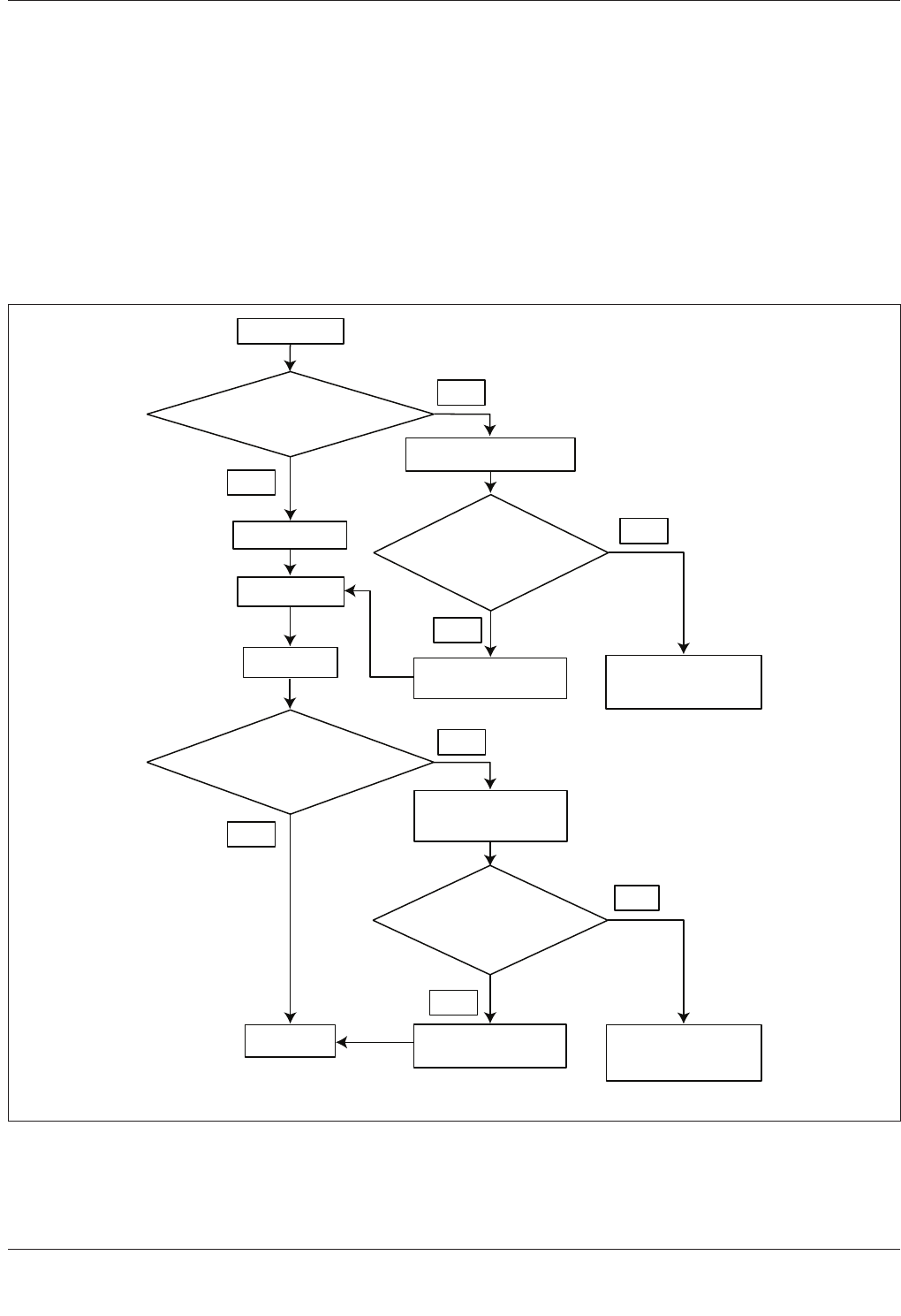
空洞对最终产品影响的决定,最好的表达可依据图 A-1 所示的流程图。纠正措施指标参见表 A-1,表 A-2 和
表 A-3。
注意:空洞检测的抽样率由产品的要求决定
PCA检验
是否存在焊球空洞尺寸大
于所允许空洞最大值?
PCA出货
有超出允许百分比
更多空洞焊球?
无需工艺措施
是
否
更换 BGA
并抽检组件批
否
是
PCA组装
否
BGA检验
BGA通过检验标准
焊球空洞超出允许百分比?
无需工艺措施
依据产品级别采取恰
当的纠正措施
抽检元器件批
否
否
BGA出货
注意:空洞检测的抽样率由产品的要求决定
是
依据产品级别采取恰
当的纠正措施
IPC-7095d-a-1-cn
图 A-1 典型空洞评估流程图