IPC-7095D-CHINESE NP 2019.pdf - 第195页
IPC-7095D-W AM1 CN 2019 年 1 月 179 附录 A 减少空洞发生的工艺控制特性描述 焊球内空洞的位置比空洞的百分比更令人关注。没有证据或经验数据表明焊球内的空洞会导致失效。位于焊球 至封装基板界面以及焊球与印制板界面的空洞更有可能导致焊点开裂。这是因为裂纹(如果发生)通常发生在 界面,并且空洞会提供(适时的)通道而加速开裂条件。 空洞对最终产品影响的决定,最好的表达可依据图 A-1 所示的流程图。纠正措施指标参…
IPC-7095D-WAM1 CN 2019 年 1 月
178
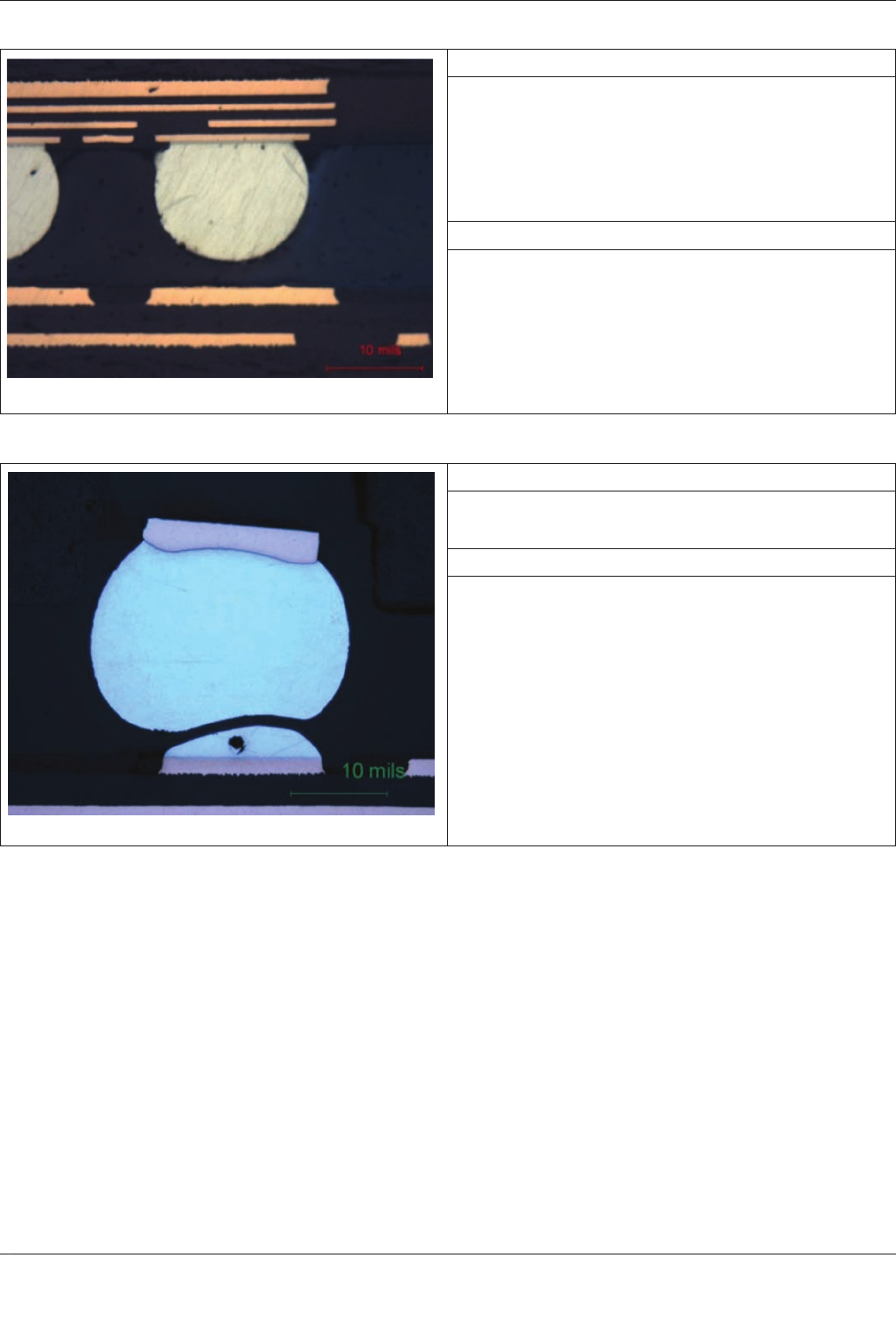
9.4.13 不润湿开路 (NWO)
图 9-23
不润湿开路(NWO)
可能原因
模板开孔被堵塞。
BGA 翘曲和焊膏类型的交互作用。
翘曲。
连接盘上没有焊膏。
污染。
潜在解决方案
使用自动检测系统来监控焊膏量。
选择适合的焊膏材料 / 配方以克服缺陷。
在风险区域(BGA 封装角落)外扩印刷焊膏。
印制板翘曲最小化(如使用载具)。
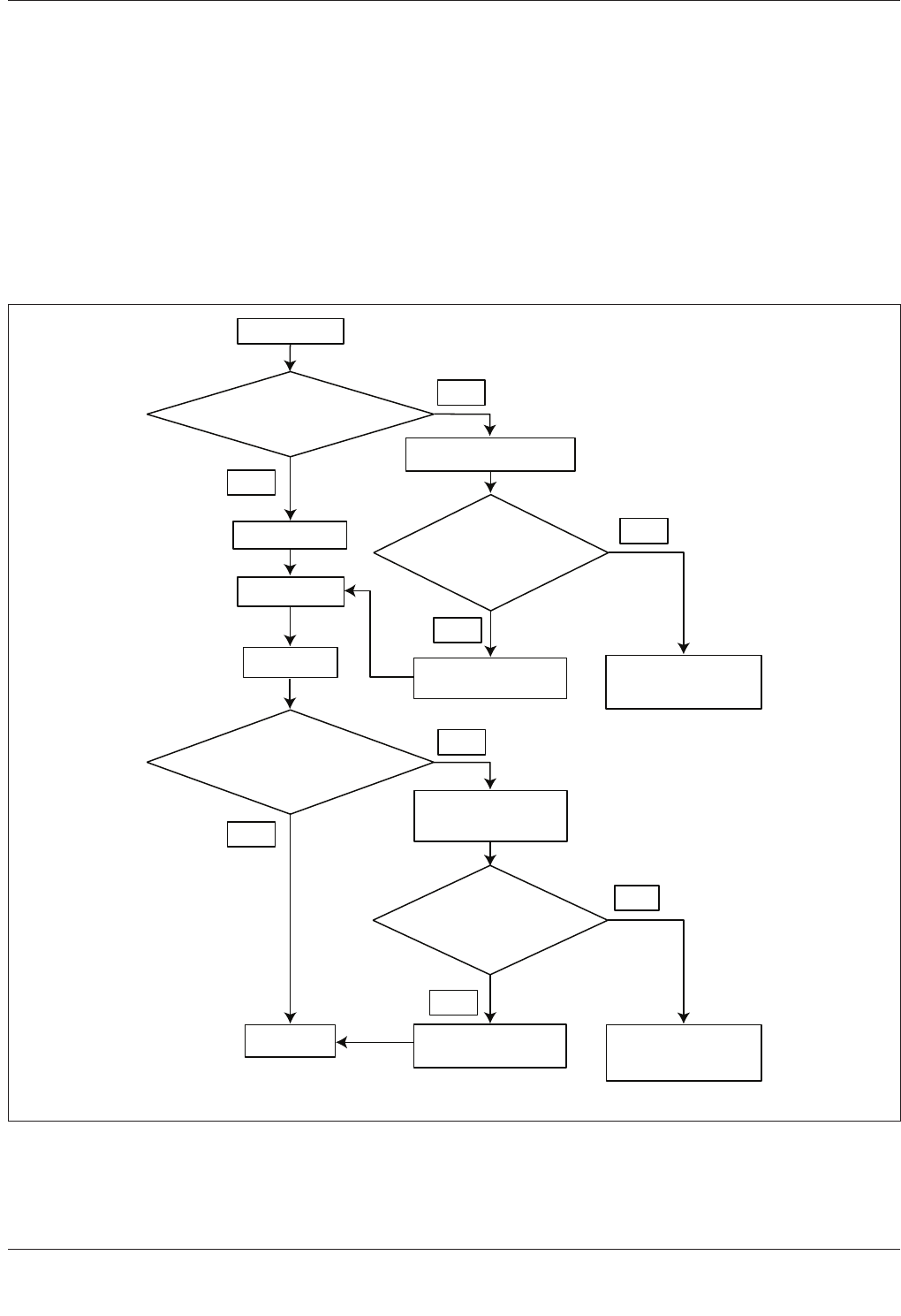
9.4.14 枕头效应(HoP)焊点
图 9-24
枕头效应(HoP)
可能原因
BGA 和印制板翘曲的交互作用。
再流焊中的 TA
L 不足。
潜在解决方案
在风险区域(BGA 封装角落)外扩印刷焊膏。
使元器件内温度差最小化,增加再流焊过程中的峰值温
度和 TA
L。
在 N2 环境中进行再流。
选择合适的焊膏材料 / 配方以克服缺陷。
使印制板翘曲最小化(如使用载具)。
IPC-7095D-WAM1 CN2019 年 1 月
179
附录 A
减少空洞发生的工艺控制特性描述
焊球内空洞的位置比空洞的百分比更令人关注。没有证据或经验数据表明焊球内的空洞会导致失效。位于焊球
至封装基板界面以及焊球与印制板界面的空洞更有可能导致焊点开裂。这是因为裂纹(如果发生)通常发生在
界面,并且空洞会提供(适时的)通道而加速开裂条件。
空洞对最终产品影响的决定,最好的表达可依据图 A-1 所示的流程图。纠正措施指标参见表 A-1,表 A-2 和
表 A-3。
注意:空洞检测的抽样率由产品的要求决定
PCA检验
是否存在焊球空洞尺寸大
于所允许空洞最大值?
PCA出货
有超出允许百分比
更多空洞焊球?
无需工艺措施
是
否
更换 BGA
并抽检组件批
否
是
PCA组装
否
BGA检验
BGA通过检验标准
焊球空洞超出允许百分比?
无需工艺措施
依据产品级别采取恰
当的纠正措施
抽检元器件批
否
否
BGA出货
注意:空洞检测的抽样率由产品的要求决定
是
依据产品级别采取恰
当的纠正措施
IPC-7095d-a-1-cn
图 A-1 典型空洞评估流程图

IPC-7095D-WAM1 CN 2019 年 1 月
180
A.1 工艺特性描述
工艺特性描述信息的收集是基于空洞的大小,并且遵循如图 A-1 所示的流程图的建议。
基于 IPC 标准中产品分级体系(1 级、2 级、3 级等),结合空洞位置、空洞大小和出现频次将有助于制订所需
的措施。表 A-1 确定了 1mm、1.27mm 和 1.5mm 焊球节距的建议。表 A-2 确定了 0.5mm、0.65mm 和 0.8mm
焊球节距的建议。表 A-3 确定了当使用盘内孔技术时,0.3mm、0.4mm 和 0.5mm 焊球节距的建议。
三张表都标识了空洞类型,并将此信息关联到三个性能等级中可能的空洞出现频次。如已作为空洞目标值的数
量在增加,这种信息将有助于确定工艺漂移或某些工艺参数需要的变更。工艺变更应该在正常生产周期使用并
由适当的 SPC 方法驱动。
表格也应该用于:
• 新产品导入
• 产品和工艺鉴定
• 设备设定变更
• 元器件鉴定
• 对客户反馈的响应
• 对工艺或参数的任何类似变化
抽样计划应该在组件级别进行,除非 SPC 结果已表明是元器件相关问题(一个可塌陷 BGA 中有空洞,但整个
印制板上其它可塌陷 BGA 中没有空洞)。这种情况下,应该在元器件级别上针对怀疑元器件执行抽样计划而
非审查组装工艺。