IPC-7095D-CHINESE NP 2019.pdf - 第24页
IPC-7095D-W AM1 CN 2019 年 1 月 8 电路印制板的布线带来挑战。通常需用底部填充来适应并缓和芯片与有机多层印制板热膨胀系数( CTE )不匹 配。 (见图 3-5 ) B A C E FG D H IPC-7095d-3-5-cn 图 3-5 倒装芯片键合球栅阵列 ( BGA ) A– 阻焊层 B– 高温熔融焊料或 Z 轴互连材料 C– 环氧树脂底部填充 D– IC 芯片 E– 铜电路和电镀导通孔 F– 散热导…
IPC-7095D-WAM1 CN2019 年 1 月
7
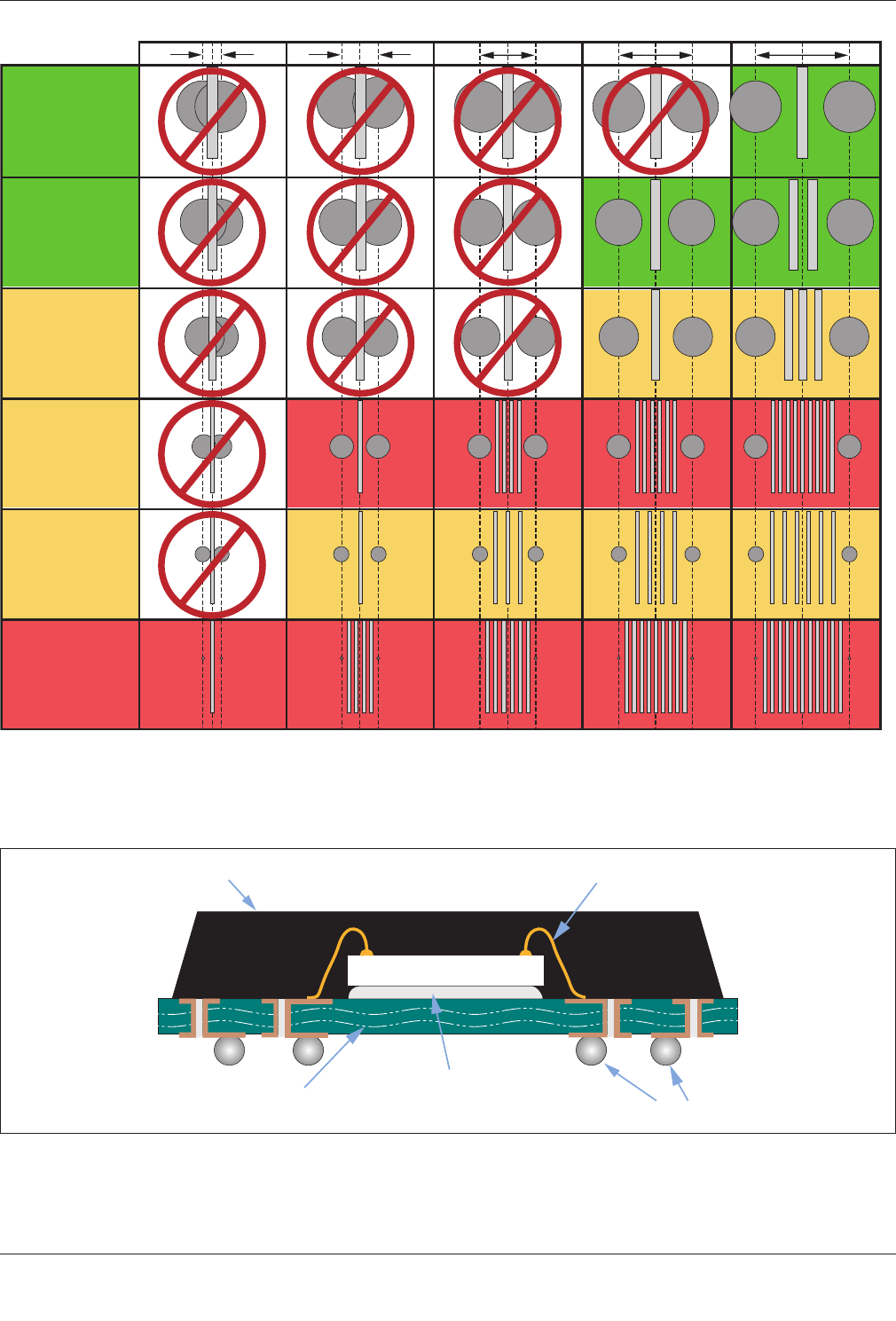
图 3-3 导体宽度与节距关系
图 3-4 金属线键合球栅阵列 (BGA)
A
B
C
D
E
F
0.25-mm Pitch 0.5-mm Pitch 0.75-mm Pitch 1.0-mm Pitch 1.27-mm Pitch
A- 传统 FR-4 (125
μ
m 宽度 / 125
μ
m 间距 / 700
μ
m 连接盘)
B- 传统 FR-4 (125
μ
m 宽度 / 125
μ
m 间距 / 600
μ
m 连接盘)
C– 高密度 FR-4 (100
μ
m 宽度 / 100
μ
m 间距 / 600
μ
m 连接盘 )
D– 下一代 FR-4 (60
μ
m 宽度 / 50
μ
m 间距 / 300
μ
m 连接盘 )
E– 典型微导通孔 (75
μ
m 宽度 / 100
μ
m 间距 / 200
μ
m 连接盘 )
F– 下一代微导通孔 (50
μ
m 宽度 / 50
μ
m 间距 / 50
μ
m 连接盘 )
A
D
B
E
F
C
IPC-7095d-3-4-cn
A– 包覆成型环氧树脂
B– 金属线键合
C– 硅芯片
D– 基板
E– 晶片连接
F– 焊球
IPC-7095D-WAM1 CN 2019 年 1 月
8
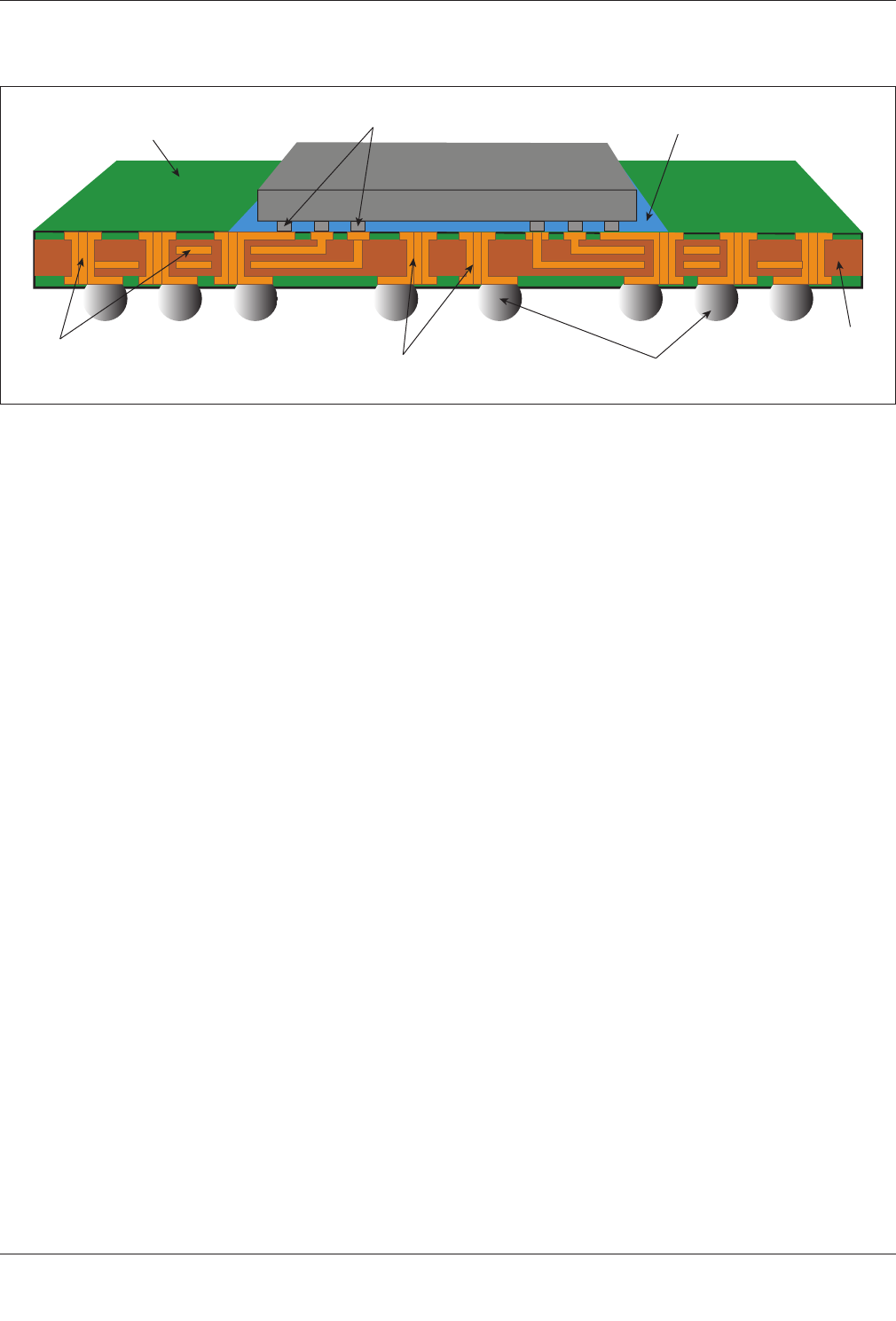
电路印制板的布线带来挑战。通常需用底部填充来适应并缓和芯片与有机多层印制板热膨胀系数(CTE)不匹
配。(见图 3-5)
B
A
C
E
FG
D
H
IPC-7095d-3-5-cn
图 3-5 倒装芯片键合球栅阵列 (BGA)
A– 阻焊层
B– 高温熔融焊料或 Z 轴互连材料
C– 环氧树脂底部填充
D– IC 芯片
E– 铜电路和电镀导通孔
F– 散热导通孔
G– 焊球
H– 高性能层压板
3.3.3 组装设备影响
表面贴装技术(SMT)已经发展到一个新的阶段,目前制造的大多数电子元器件只适用
于 SMT 形式。采用 SMT 的任何大批量产品制造都需要自动化。对于小批量 SMT 制造,手工操作的机器或单
台贴片机可能就够用。大批量的 SMT 制造需要特殊的焊膏沉积系统,多台不同的贴片机,在线焊料再流系统
及清洗系统。
BGA 的维修和检验相当困难,尤其是对本体尺寸较大和焊球节距较小的元器件。配置有焊膏沉积、预热及视
觉功能的返修台虽不是必须的,但却非常有帮助。X 射线和光学检测能力(内窥镜)也有助于工艺开发。
3.3.4 模板要求
模板厚度和连接盘尺寸决定了焊膏体积,这对于陶瓷 BGA 是很重要的。通常而言,对于节
距为 1.25mm 和 1mm 的大型 BGA 元器件,由于开孔足够大,使得模板堵塞、印刷定位和清晰度方面的问题比
方形扁平封装(QFP)元器件的要少。当使用密节距 BGA 元器件时,模板厚度需要减小。
为使焊膏模板开孔与密节距 BGA 的要求相匹配,需要了解模板开孔和焊膏颗粒大小之间关系。对于尺寸持续
减小而相互间放置间距越来越密的元件连接盘图形,标准 IPC-7525 提供了详细的说明以帮助做出合适的关联
性决定。
3.3.5 检验要求
同任何表面贴装元器件一样,BGA 一旦贴装完毕就不应该移动,因为这会使焊膏模糊而造
成桥连。尽管有些偏移可通过目检发现,但如果元器件的焊端与连接盘的偏移不大于 50%,许多元器件在再流
焊过程中会自动对准。如果 BGA 有严重的偏移问题,则应该在再流焊之前将其移除,并通过返工将其安装至
印制板组件。应该检验组装后的 BGA,以发现可能不会导致电气测试失效的潜在缺陷(如枕头效应 HoP)。
3.3.6 测试
使用 BGA 前要开发测试方案。由于 BGA 焊点不能直接探测到,所以应该设计测试点,但对于
高密度和复杂的 BGA,可能测试点不足以覆盖所有关键 I/O。需要一些替代测试方案,如在 BGA 元器件内设
计边界扫描功能,这可减少 I/O 扇出探测点的数量。其它如在 BGA 封装顶部创造测试点的做法已证明并不是
个好的解决方案,因为有压力作用在 BGA 及其焊球。
3.4 投放市场准备
BGA 印制板组件导入最终产品之前,重点不仅在于解决技术问题,还要考虑可能的商业
意义。如果产品和技术同时研发,整合和确认问题可能给上市时机带来不利影响。更可取的做法是,在产品上

IPC-7095D-WAM1 CN2019 年 1 月
9
实施 BGA 之前,先进行研发和技术验证。否则,如果在产品和技术上出现问题,会错过出货的截止日期。为
了确保上市前准备就绪,应该要分析 BGA 实施方法和工艺流程。
3.5 方法
在平衡尺寸、成本以及功能之间的关系而进行设计决策时,必须考虑一些因素。产品也必须在预
想环境中,在其预期生命周期内能够可靠运行。封装的选择会受到可靠性因素和环境条件(如温度、振动、冲
击和湿度)的影响,此外也要考虑环境和法规的因素。
3.6 工艺步骤分析
有效使用 BGA 有一些现成的途径,每个途径的详细程度取决于公司目前有什么设计和组
装设备,以及公司能多快完成生产准备。下面提供了一种方法的示例:
1. 选出使用 BGA 的候选产品名单。
2. 基于计划产量需求,开发一份设备清单。
3. 组建有设计、制造、测试、质量管理以及采购人员代表的一个团队,此团队负责元器件及设备的选择和评估。
如果公司内部没有充分的专业知识,有必要利用有声誉的培训中心或者咨询师以节省成本和时间。
4. 开发一份强调 BGA 可制造性的详细设计指南,尽可能采用现行的标准。
5. 设计候选产品,从已使用密节距元器件的现有产品开始转换。
6. 确定无铅产品的需要,这包括用于元器件上的合金以及贴装基板所需的表面处理类型。
7. 实施严格的组装和测试评审。仔细监控元器件采购过程,以确保元器件符合规定的包装、运输方法、金属化、
可焊性以及在运输容器中的方向。
8. 开发综合性工艺标准和统计上良好的过程控制系统。
9. 设计其余的候选产品。
鉴于元器件需同时满足客户要求和符合新的环境法规,许多客户需要列出用于元器件级和完整组件级的所有材
料的报告。已有建立一个正式申报系统的要求,因为汽车工业已受到欧盟“报废车辆”指令的挑战。为了帮助
厂家推进这项工作,IPC 已经制定了针对材料申报的流程(IPC-1751 和 IPC-1752),同时也鼓励软件供应商研
发可用的工具来满足那些标准要求。
3.7 BGA 的局限性和问题
尽管 BGA 技术已成为行业主流,但依然有商业和技术上的决策和必须要解决的
问题。这些特别关注的领域为:
• 目视检验
• 湿敏性
• 返工
• 成本
• 可获得性
• BGA 中的空洞
• 焊点开路(BGA 或叠装(PoP)BGA)
• HOP 和 NWO 现象
• 标准及其采用
• 可靠性问题
采用 BGA 技术需要专门的工程资源来研发和实施稳健可靠的工艺。
3.7.1 目视检验
BGA 封装可能不适合厂商通过目视检验来保证质量和维修。除非使用 X 射线或光学检测技
术,否则无法对 BGA 的焊点阵列进行检验。为获得 BGA 所带来的优势,制造商必须维持稳健的工艺控制。
由于需配置资源(设备、时间和培训),一些厂商发现实施这样严格的工艺控制是一个困难的尝试。