IPC-7095D-CHINESE NP 2019.pdf - 第38页
IPC-7095D-W AM1 CN 2019 年 1 月 22 图 4-5A 显示了一个典型的具有一致微观结构的 SnPb 共晶焊点。图 4B 显示了一个具有混合冶金微观结构的 无铅焊点,展现了无铅与锡铅焊料的隔离区。 隔离的混合合金微观结构的主要缺点是焊点会受到损 害 ,可能需要使用底部填充材料来物理增强封装至印 制板焊点界面。 4.2.4.3 混合合金焊接的底部填充 底部填充是对采用 锡铅焊球组装无铅 BGA 元器件进行增强的一种…

IPC-7095D-WAM1 CN2019 年 1 月
21
BGA 植球设备供应商推荐了一种烘烤工艺(见 J-STD-033)。预成形的阵列提供了按预期阵列配置的优选合金
球。有许多阵列布局可用,且因其极少的模具成本,少量生产的成本不高。预成型阵列使用水溶性纸或临时聚
合物载体,以便细小焊球再流焊接到 BGA 时保持其位置。
这种植球方法需要随后的元器件清洁和使用前再次烘烤 BGA。台式返工和维修系统确保了除球和植球的效率,
但操作人员的技能将会是关键。全自动 BGA 植球系统,由于其成本高,大都仅适用于量很大或持续使用的应
用场合。
如果遵循严格的流程(包括再流焊的次数),植球工艺被证明是可靠的。使用重新植球 BGA 的优点是该元器
件对锡铅焊接工艺是兼容的。然而,缺点是元器件植球所需的成本和时间,以及元器件暴露于过高温度下引起
的潜在封装翘曲。此外,封装翘曲增加了 HoP 焊接工艺缺陷的可能。
需要注意,植球过程破坏了元器件的可追溯性,并废除了通常由原始制造商提供的关于元器件使用和储存的常
规或延长的质保期。咨询原始制造商,以确定是否有关于额外再流焊和 BGA 端子重新处理的一些限制。
如果改变焊锡球合金的工艺超出了公司的能力,可以考虑已有的一系列服务行业的解决方案。
4.2.4 非植球 BGA 的选择
植球的缺点可能促使制造商评估不含有该工艺中的选项。本章节介绍了无铅 BGA
用于锡铅焊接工艺中的一种选项。
4.2.4.1 两阶段工艺
在两阶段组装工艺中,采用一个标准的锡铅再流工艺对无铅元器件外的所有元器件进行
组装,无铅元器件则在第二阶段组装。
阶段 1:焊膏印刷到印制板的连接盘图形,随后贴装无铅 BGA 以外的所有元器件。然后将该组件采用传统的
锡铅再流焊工艺(峰值温度 210°C 至 220°C)加工。
阶段 2:在 BGA 区域选择性的施加助焊剂(而非焊膏)。然后贴装无铅 BGA 并采用标准无铅工艺温度曲线选
择性的焊接(峰值温度 240°C 至 245°C)。选择性焊接采用热风或激光辅助工艺完成,意味着只选择性地加热
无铅 BGA。
两阶段组装工艺的主要优点是锡铅和无铅元器件的完整性和可靠性保持完好,因为它们只经受了为其设计的温
度曲线。而这种方法的缺点是:
• 一些元器件制造商可能会取消对其元器件的保证
• 加工将需要额外的资源
• 总体制程交付周期会延长
• 组装厂内部需要有选择性焊接的能力(热风维修工具或选择性激光焊接系统)
此外,也要考虑较高的加工温度对印制板和相邻元器件的潜在影响。
4.2.4.2 混装共晶和亚共晶焊料加工
植球的另一种替代方法是在锡铅焊接过程中使用较高温(折衷)再流温
度曲线,来生成混合冶金焊点。这个工艺可能会形成一个完全混合(匀质的)或金相分隔的焊点,这取决于再
流温度曲线参数和焊料合金的相对用量。锡铅焊膏材料通常是共晶的,需要最大约 220°C 温度熔融并完成连
接过程。而典型的无铅再流焊要求温度范围为 235°C 至 245°C,以确保均匀的合金熔融,远高于锡铅焊料工艺
再流温度曲线 220°C 的限制。一些高性能的产品设计团队已经进行了测试,并与他们的元器件制造商合作开
发了不会导致元器件完整性问题的可接受的增温再流温度曲线。
虽然元器件材料通常足够稳健能承受扩展的温度峰值,但如果组装过程中温度超过 220°C,一些元器件制造商
可能会取消对其元器件的保证。
使用增温曲线的优点是工艺参数变化最小化和对周期时间影响低。而使用增温曲线的缺点是时间成本和与额外
的尽职可靠性测试相关的成本,以及为证实元器件 / 焊点完整性是否可接受而要费力生成再流焊炉温曲线。
IPC-7095D-WAM1 CN 2019 年 1 月
22
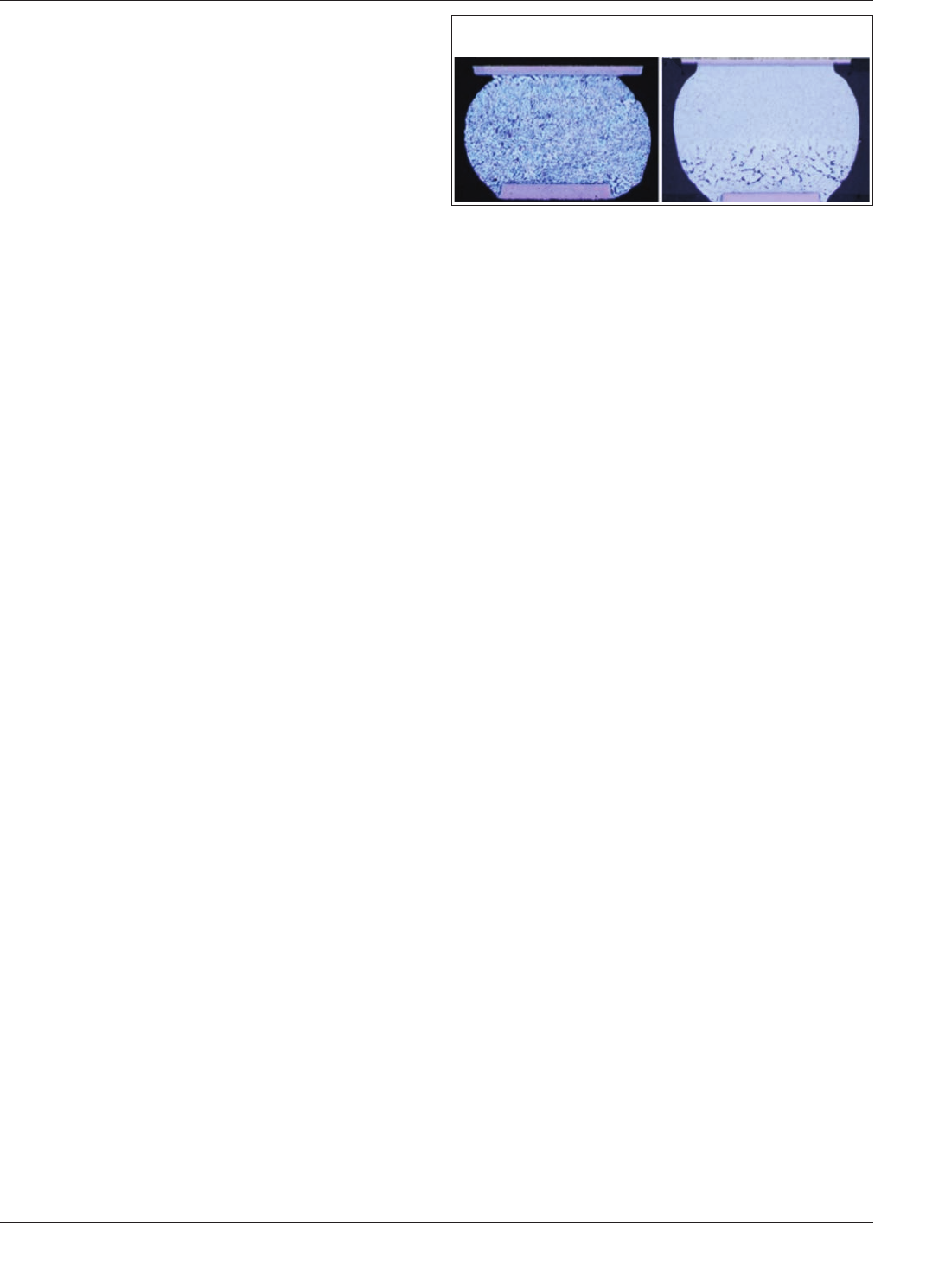
图 4-5A 显示了一个典型的具有一致微观结构的 SnPb
共晶焊点。图 4B 显示了一个具有混合冶金微观结构的
无铅焊点,展现了无铅与锡铅焊料的隔离区。
隔离的混合合金微观结构的主要缺点是焊点会受到损
害,可能需要使用底部填充材料来物理增强封装至印
制板焊点界面。
4.2.4.3 混合合金焊接的底部填充
底部填充是对采用
锡铅焊球组装无铅 BGA 元器件进行增强的一种方法。
通过将 BGA 元器件直接耦合至印制板,底部填充材料
还降低了应力不匹配(由于 CTE 差别)对焊点的影响。
采用底部填充的优势在于成本降低和标准无铅配置的 BGA 较易的可获得性。而采用底部填充的劣势在于材料
成本以及与填充材料分配并固化所消耗的时间。而且,如果底部填充材料的配方是无法返工的,印制板组件就
无法维修(见 IPC-SM-817 和 J-STD-030 作为指导)。
4.3 标准
4.3.1 BGA 行业标准
BGA 封装的标准化要考虑一些物理变量,包括每个焊球的直径以及元器件轮廓内与实
际位置相关的焊球定位精度。
对于更多封装变化的细节,包括机械特征尺寸和允许的物理公差,可参考 4.3.1.1 至 4.3.1.4 描述的 JEDEC BGA
封装指南。
4.3.1.1 BGA 封装
JEP95,章 节 4.14 定义了 BGA 和 CGA 系列。BGA 或 CGA 是封装底部分布有金属球或柱、
节距为 1.5mm、1.27mm 和 1mm 以下的正方形或长方形封装,封装的主体有施加于介电结构的金属化电路图形。
半导体芯片连接到封装本体顶面或底面。在介电结构底部的金属化球 / 柱状阵列图形形成了从封装本体与配接
特征(如印制板)之间的机械或电气连接。包含有芯片的表面可以用各种技术进行灌封以保护半导体。
4.3.1.2 密节距 BGA(FBGA)封装
JEP95,章节 4.5 把 FBGA 定义为节距减小后(小于 1mm)版本的
BGA 封装。封装载体有施加于介电结构的金属化电路图形。一个或多个半导体器件连接于介电载体的顶面或
底面。
介电载体的下方是金属球阵列图形,它形成了从封装本体到配接特征(如,印制板)的机械和电气连接。含有
芯片一面可以用各种技术进行灌封以保护半导体。对于方形 FBGA封装系列的要求,允许有三种触点节距选项:
(0.5mm、0.65mm 以及 0.8mm)及定义了四种器件外形(高度)变化。此外,0.75mm 触点节距已被归纳入芯
片级尺寸 BGA(DSBGA)封装指南,因此对于芯片级尺寸器件系列共提供了四种节距。
FBGA 总外形高度(从元器件底座面至顶部量测)大于 1.70mm。低外形密节距 BGA(LFBGA)是 FBGA 外
形高度降低后的版本。由元器件底座面至其顶部测得的 LFBGA 的总外形高度不大于 1.2mm。薄外形密节距
BGA(TFBGA)也是 FBGA
外形高度降低后的版本,由元器件底座面至其顶部测得的总外形高度不会超过
1mm。超薄外形密节距 BGA(VFBGA)也是 FBGA 外形高度降低后的版本,由元器件底座面至其顶部测得的
总外形高度不大于 0.8mm。
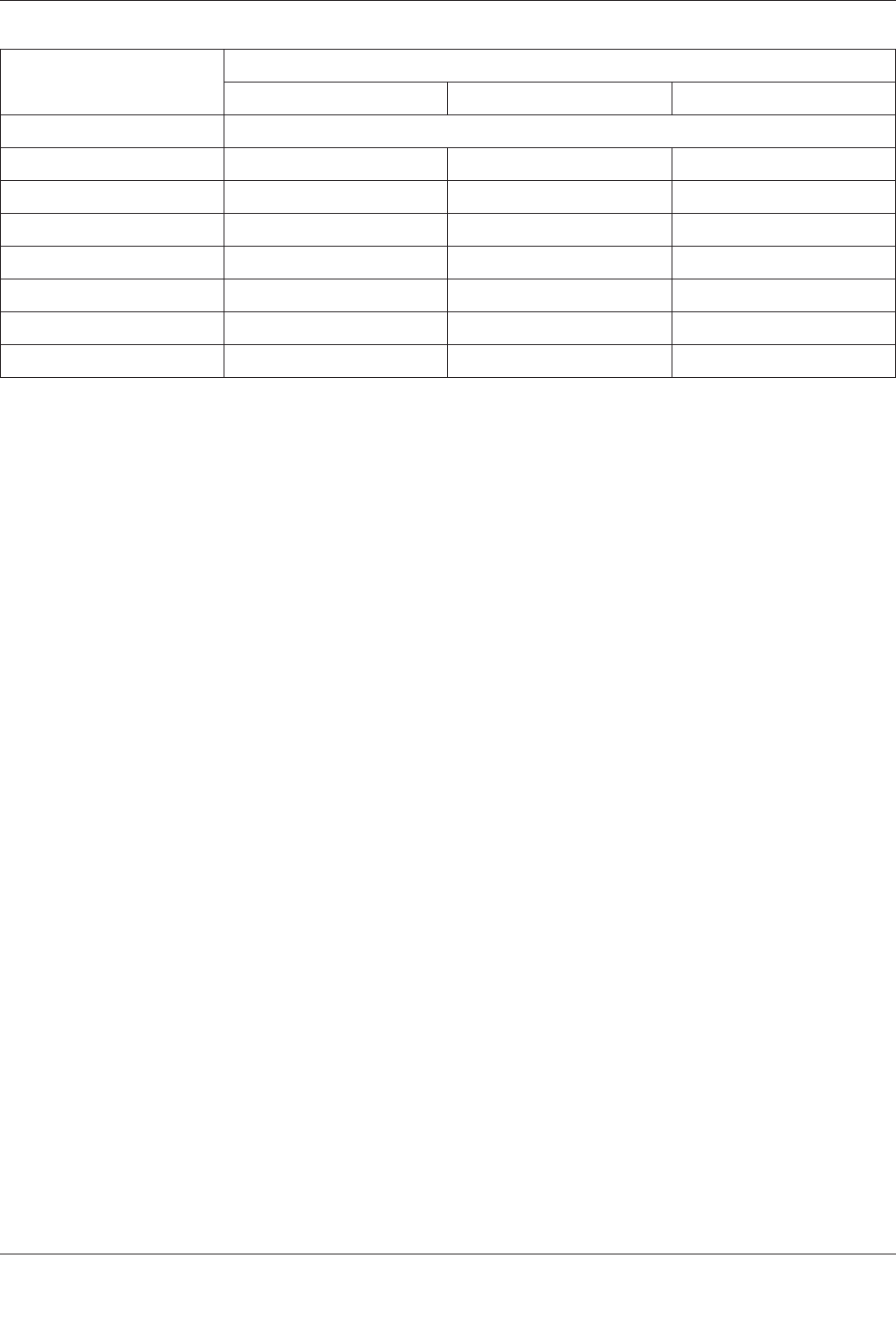
随着焊球触点中心间距或节距的增加,JEDEC 关于 FBGA 设计指南中允许制造商增加焊球直径的选择(如
表 4-1 所示)。JEDEC 提供的 FBGA 和 FRBGA(密节距矩形 BGA)设计指南并不支持 0.75mm 的节距;然而,
业界已注册了一些节距不一致的器件,它们并不是 JEDEC 封装。
图 4-5 采用锡铅的 BGA 焊点
(A)混合冶金(B)用锡铅工艺的无铅合金,锡铅部分混合于
SAC焊球中
AB
IPC-7095D-WAM1 CN2019 年 1 月
23
表 4-1 JEDEC 标准 JEP95-1/5 允许的 FBGA 的焊球直径变化
焊球节距(mm)
焊球直径(mm)
最小 标称 最大
0.30 JEP95-1/5 中未定义
0.40 0.20 0.25 0.30
0.50 0.25 0.30 0.35
0.65 0.25 0.30 0.35
0.65 0.35 0.40 0.45
0.80 0.25 0.30 0.35
0.80 0.35 0.40 0.45
0.80 0.45 0.50 0.55
已允许选择较大直径的焊球以适应刚性载板封装。较大直径的焊球可以在某种程度上弥补硅芯片和刚性印制板
结构之间 CTE 较大的不匹配。
4.3.1.3 密节距矩形 BGA(FRBGA)封装
JEP95,第 4.6 章定义了在封装底部有金属球阵列的 FRBGA。封
装载体或基板为矩形,在其介电结构的单面或双面施加有金属化电路图形。按照 JEP95,第 4.5 章相同通用术
语的表述,FRBGA 本体尺寸用 D 尺寸和 E 尺寸来定义。D 尺寸是平行于封装主轴所量出的尺寸,而 E 尺寸是
平行于次轴所量出的尺寸。因此,对于矩形封装,D 尺寸的值会比 E 尺寸大。
4.3.1.4 芯片尺寸 BGA(DSBGA)封装
JEDEC 出版物 JEP95,第 4.7 章中定义了 DSBGA。DSBGA 在封装
底部有一组金属化焊球阵列。封装的基板或载体在介电结构的单面或者双面施加有方形或矩形金属化电路图
形。半导体芯片与介电载体的上表面相连接。
在绝缘结构的底部,金属化焊球阵列图形为封装本体连接到下一级元件(如,印制板)提供了机械和电气连接。
连接芯片的表面用各种技术灌封以保护半导体。基板或载体的尺寸尽可能接近芯片尺寸。
DSBGA 是本体尺寸与特定芯片尺寸尽可能接近的一种 BGA 封装类型。这种封装也被称为真正芯片尺寸 BGA
或芯片级封装(CSP),封装本体的尺寸仅适合特定大小的芯片组装,这些封装本体的尺寸会因芯片大小变化
而变化。封装的外形可以是方形或者矩形;当给定封装为了适应新的芯片尺寸而进行重新设计时,长宽比可能
也会发生变化。功能相同但来自于多个供应商的器件可能有不同的长宽比。DSBGA 封装标准化的控制因子是
球阵列的大小和长宽比。
D 尺寸和 E 尺寸定义了 DSBGA 封装的本体大小。对于带有矩形焊球阵列的封装,阵列决定了维度的方向。D
尺寸是平行于焊球阵列主轴测得的尺寸,而 E 尺寸是平行于焊球阵列次轴测得的尺寸。对于矩形封装,没有
必要如 JEDEC JEP95,4.6 章节对 FRBGA 要求的那样,D 尺寸大于 E 尺寸。具有方形焊球阵列的 DSBGA 封
装应遵循通常的“D 尺寸大于 E 尺寸
”的 JEDEC 惯例。在 JEDEC 出版物 95 里,D 尺寸和 E 尺寸的最大值定
义用 0.5mm 作为递增步长,这个数值是通过将 DSBGA 的实际尺寸向上取整而获得(下一个 0.5mm 的边界)。
因此当采用该程序时,D 尺寸和 E 尺寸的形式通常写为 y.00 或者 y.50。
DSBGA 封装的阵列节距没有必要与 D 或 E 阵列尺寸相同。当节距不相同的情况下,相关封装的尺寸和公差由
较小节距的焊球尺寸和公差来主导。DSBGA 封装焊球阵列的控制节距总是小于 1mm。JEP95,章节 4.7 中所
描述的 DSBGA 触点节距为 0.8mm、0.75mm、0.65mm 以及 0.5mm。