IPC-7095D-CHINESE NP 2019.pdf - 第42页
IPC-7095D-W AM1 CN 2019 年 1 月 26 4.3.5 叠装 ( PoP ) BGA PoP 创新技术正优先用 于大量系统级封装的( SiP )应用,并解决了空间限 制问题 。用户厂商已经意识到如果半导体能够单独 预封装并在装联之前进行测试 ,那么复杂的混装技 术功能单元能以较高的良率和更为经济的方式进行 生 产。 PoP 应用最常见的解决方案是利用封装区域 按现有的 JEDEC FBGA 标准阵列封装格式进行设计…
IPC-7095D-WAM1 CN2019 年 1 月
25
4.3.3 BGA 封装外形
BGA 的本体尺寸可分为两种外形系列:方形和矩形。
方形封装系列的尺寸范围为 4mm×4mm 至 50mm×50mm。对于密节距变化,封装尺寸以 1mm 递增。若尺寸
大于 21mm×21mm, 封装尺寸以 2mm 至 2.5mm 递增,且节距在通常范围之内。当封装尺寸大于 21mm×21mm
时,几乎没有密节距器件。
矩形 BGA 系列的尺寸范围为 4mm 至 50mm, 随着不同的应用而变化。相比于方形系列,矩形系列的变化更加
丰富。矩形尺寸通常没有固定的递进增量。该系列通常受到存储器应用的推动,并且在尺寸上密切遵循芯片尺
寸。矩形尺寸对小型化应用的特定系列通常是标准化的。节距小于等于 0.8mm 的密节距 BGA 元器件的本体尺
寸通常很少超过 21mm。
FBGA 是节距为 0.5mm 至 0.8mm 带有焊球的阵列封装,它有固定封装尺寸 D 和 E。D 尺寸是平行于球阵列的
主轴所量出的本体尺寸,而 E 尺寸是平行于球阵列次轴所量出的尺寸。FBGA 更像有固定尺寸的塑料和陶瓷
BGA 系列。尽管在外形尺寸上, FBGA 通常只比芯片大 20%,但它的外形不会随着芯片的每次收缩而改变。
DSBGA 是节距在 0.3mm 至 0.5mm 之间带有焊球的阵列封装,它具有不同封装尺寸“D”和“E”。DSBGA 采
用芯片的外形,通常将它制成矩形外形,广泛应用于闪存和动态随机存储(DRAM)器件。矩形芯片尺寸外形
的“D”和“E”尺寸会随着芯片的每次缩小而变化。
4.3.4 焊球尺寸关系
IC 趋向于较高引脚数以及较小封装外形,使得厂商能同时改进产品的功能和性能。整
个系统总变差需考虑三个主要问题:
1) 定位
2) 焊球公差
3) 基板公差
将这三种属性叠加在一起可得出最差情况分析;然而,当采用其它连接盘图形时,统计意义上的平均值用均方
根(RMS)值来确定。
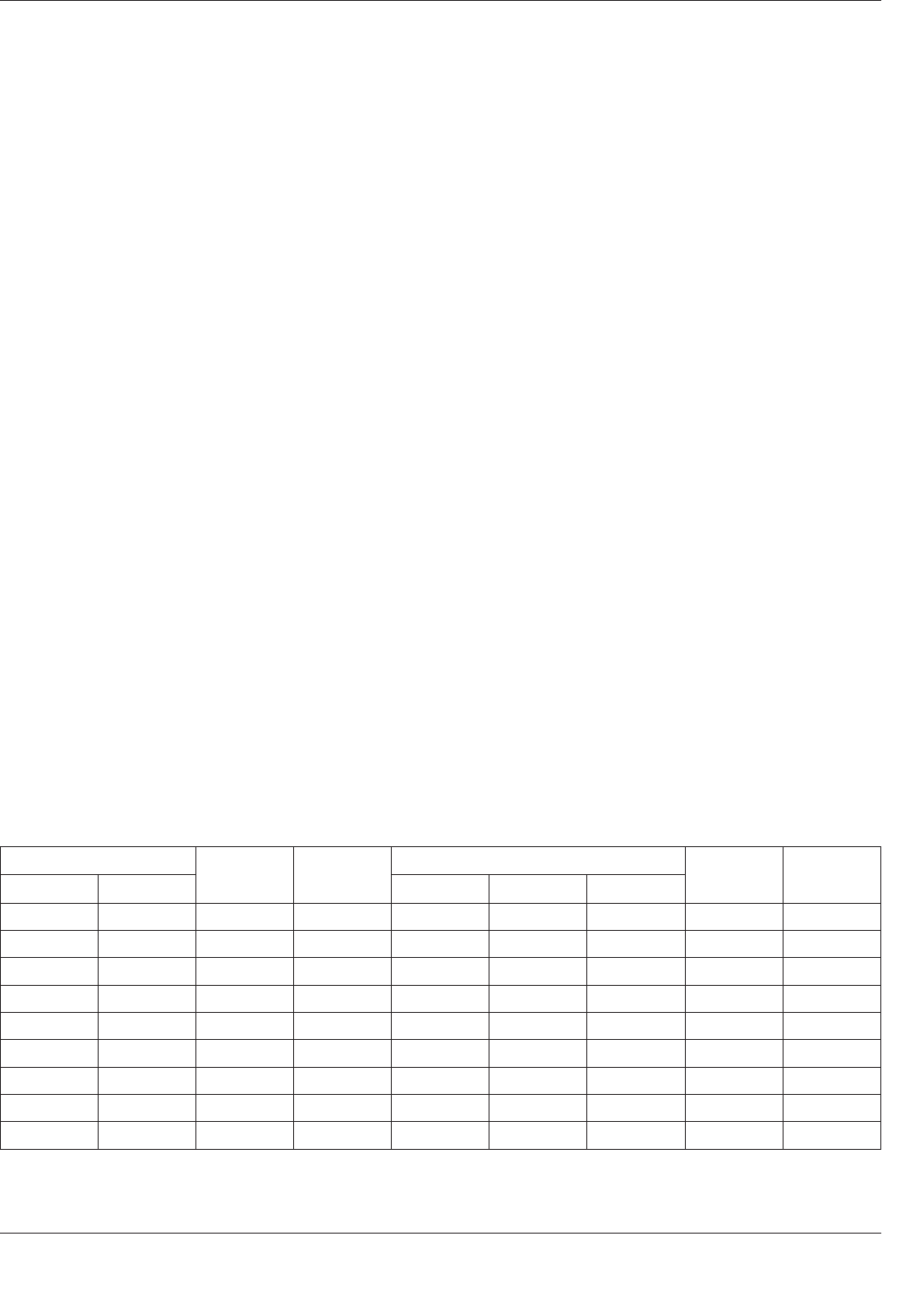
表 4-5 帮助用户计算大范围 BGA 应用中的连接盘几何图形尺寸变差,它也显示了 9 种焊球尺寸中的任一个在
系统中的总变差。如前面所提到的,焊球触点直径标准的标称尺寸为 0.15mm、0.2mm、0.25mm、0.3mm、
0.4mm、0.45mm、0.5mm、0.6mm 以及 0.75mm。阵列封装的焊球触点尺寸会受到总体封装高度限制、焊球触
点节距以及预期的最大焊点可靠性的影响。
表
4-5 BGA 封装连接盘至焊球间尺寸计算 (mm)
连接盘尺寸
位置余量 焊球变差
焊球尺寸 较标称值减
少 % 变异余量 MMC LMC 标称值 MMC LMC
0.60 0.50 0.10 0.25 0.75 0.90 0.65 25 % 0.25
0.50 0.40 0.10 0.20 0.60 0.70 0.50 25 % 0.20
0.45 0.35 0.10 0.10 0.50 0.55 0.45 20 % 0.17
0.40 0.30 0.10 0.10 0.45 0.50 0.40 20 % 0.17
0.35 0.25 0.10 0.10 0.40 0.45 0.35 20 % 0.17
0.25 0.20 0.05 0.10 0.30 0.35 0.25 20 % 0.15
0.20 0.17 0.05 0.06 0.25 0.28 0.22 20 % 0.08
0.15 0.12 0.05 0.04 0.20 0.22 0.18 15 % 0.07
0.10 0.08 0.05 0.04 0.15 0.17 0.13 15 % 0.07
IPC-7095D-WAM1 CN 2019 年 1 月
26
4.3.5 叠装(PoP)BGA
PoP 创新技术正优先用
于大量系统级封装的(SiP)应用,并解决了空间限
制问题。用户厂商已经意识到如果半导体能够单独
预封装并在装联之前进行测试,那么复杂的混装技
术功能单元能以较高的良率和更为经济的方式进行
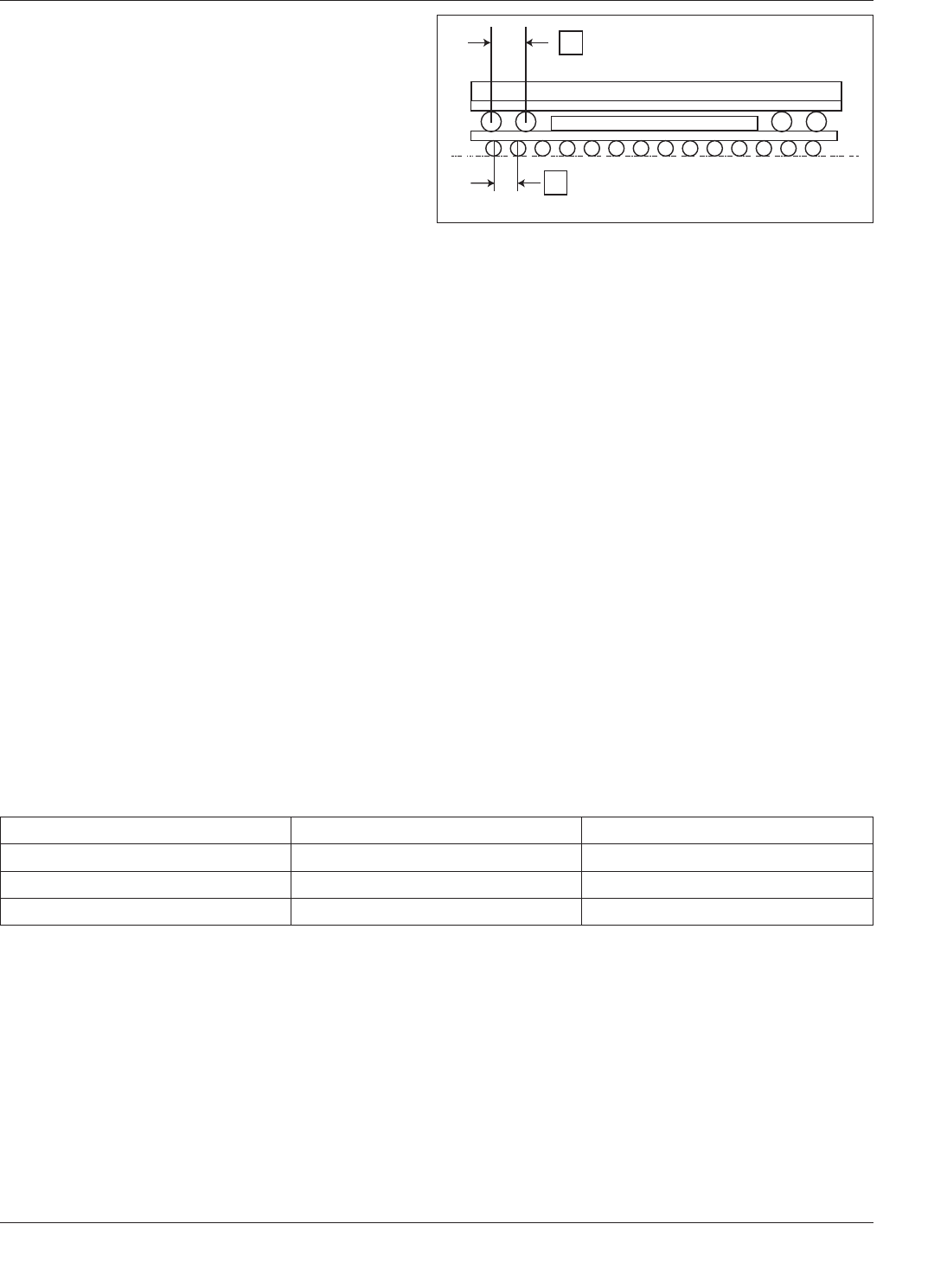
生产。PoP 应用最常见的解决方案是利用封装区域
按现有的 JEDEC FBGA 标准阵列封装格式进行设计
(见图 4-6)。因为单个封装体在转化为叠装前都进行
过完整的测试,所以叠加预封装芯片的风险较小。
决定是否在板级组装前或组装中进行封装间连接,
可能会受到制程中配置灵活性要求的影响。举例来说,底部封装由一个供应商提供,叠加封装的存储器则可由
一到三个其它供应商提供。这是因为存储器功能有很多渠道获得,且存储器测试也是有些特别。此外,可减轻
对总体拥有质量和可靠性的担忧。
逻辑器件供应商负责逻辑运算功能,存储器件制造商负责各自的存储器件,印制板组装厂仅需负责这两者的表
面贴装连接。这种替代性有两个好处,它允许用户可以指定多种变化(如不同的存储器功能、数据传输速率等
等)以及可适应第二家供应商。
4.3.6 共面性
SMT 的一个关键问题是触点共面性的局限。BGA 封装与其它引线框封装的 SMT 元器件的共
面性要求有很大不同。任何 BGA 的共面性是指元器件触点面高出底座面的距离。因此,简而言之不共面就是
当封装放置在完全平坦的平面时,最高触点与最低触点间的最大距离。该定义表示座落在印制板上的一个封装
至少有三个位置与印制板接触。
共面性公差定义了封装最高点到底座面的距离。此尺寸包括间隙高度、封装本体厚度和盖子厚度(若有)。测
量标准不包括附属物如散热片或其它元器件,但是集成的散热块不认作附属物。如果封装刚好是层压基板基
BGA,由于要适应较大基板并在公差内维持平面性相关的问题 , 预期会带来额外的共面性问题。这就是 PBGA
封装的共面性为何要求为 150
μ
m 的部分原因。大多数供应商希望 BGA 共面性的适用值大约为 200
μ
m,但是用
户则希望最大值不要超过 100
μ
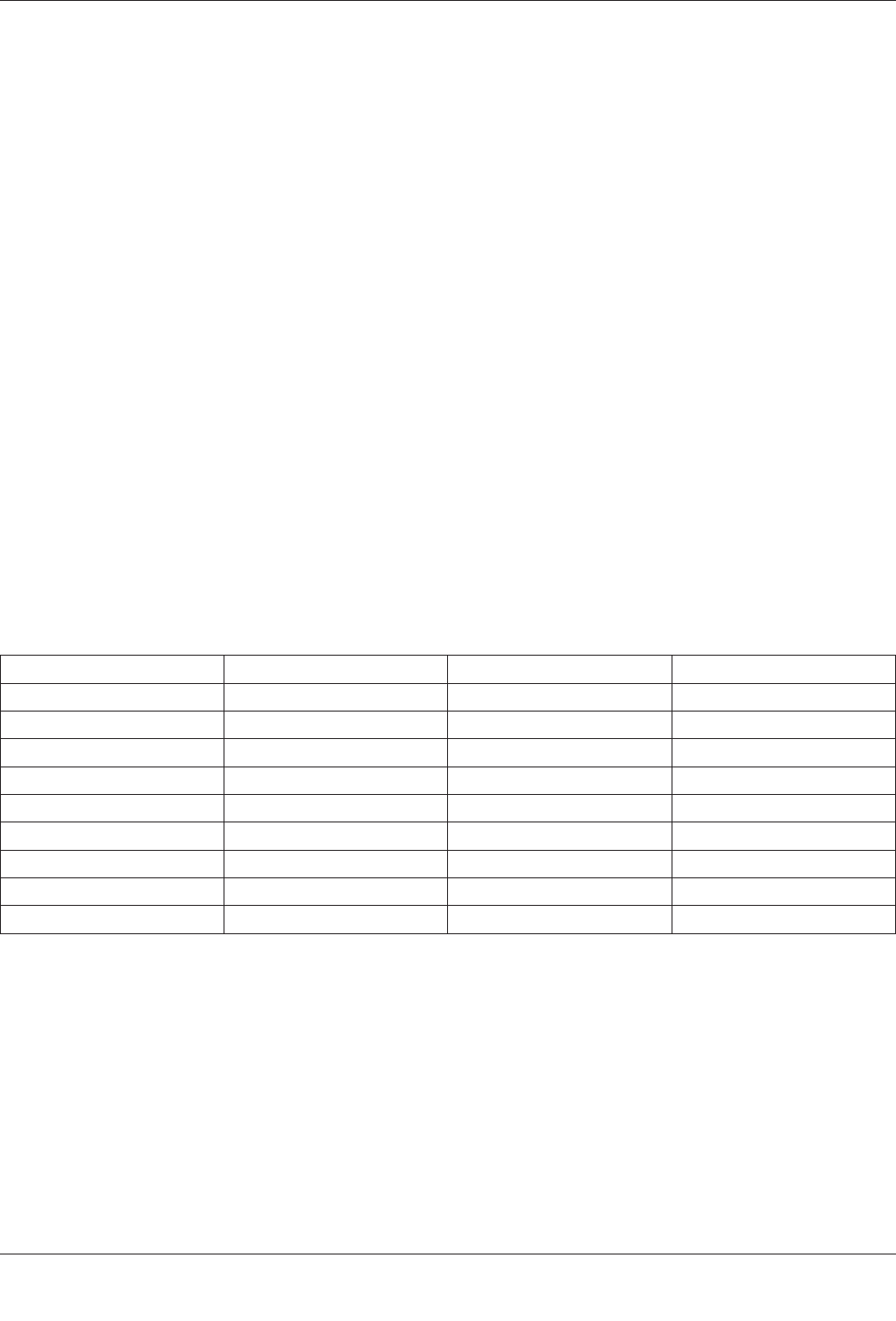
m(见 4.6.2.6 和 4.8.4)。不同种类的 BGA 有不同的共面性要求。表 4-6 中提供
了已在 JEDEC 注册过的 BGA 外形的示例。
表 4-6 JEDEC 已登记的 BGA 外形示例
注册外形 封装类型 共面性
MO-151 PBGA 0.20 mm
MO-156/MO-157 CBGA 0.15 mm
MO-195 FBGA 0.08 mm
由于焊球金相结构不同,共面性的数值会随着 JEDEC 外形的不同而变化。在低温条件下共晶(熔点为
183°C)焊球在组装过程中会塌陷,因此它的共面性要求不会像高熔点焊球(熔点为 302°C)那样严格,因为
后者在组装过程中不会塌陷。
共面性可作为 SMT 连接能力的指标,但发生在再流焊过程中 BGA 的瞬态行为会影响 SMT 的贴装良率。因此
分别采用 JESD22-B108 和 JESD22-B112,接受 / 拒收指南应该同时考虑室温和高温下共面性的响应。在室温下
表现为不合格的器件可能会产生满足制造商测量指标的合格结果。
4.4 关于元器件封装形式的考量
JEDEC 关于 BGA 的设计指南中没有定义特定的材料和组装方法。针对不
同的应用,供应商之间会使用不同的基材。最可能的基底结构是增强型有机层压板,或为非增强型聚酰亚胺膜
或陶瓷。以陶瓷为基材的 BGA 封装通常由熔点为 302℃的非塌陷高温焊球(SnPb10)制成。
e
= 0.65 mm
0.50 mm
e
=
0.65 mm
0.80 mm
0.50 mm
IPC-7095d-4-6-cn
图 4-6 JEDEC 叠装元器件标准结构
来源:JEDEC 出版物 95-4.22
IPC-7095D-WAM1 CN2019 年 1 月
27
考虑到耐热性和平整度的特性,BGA 连接器通常采用液晶聚合物树脂作为基座。焊球尺寸随着焊球节距和封
装大小而变化。较大的封装通常会需要较大的焊球尺寸以改善可靠性。由于陶瓷封装相对比较平整且焊球直径
的公差非常窄,共面性要求也相对严格。陶瓷基封装的供应商通常会对板级组装选择合适的焊膏成分提供建议。
4.4.1 焊球合金
焊球成分由总体上的印制板组装技术(如锡铅或无铅)以及封装类型(如陶瓷或层压基板)
决定。增强层压板和聚酰亚胺膜基 BGA 封装上选择的焊球触点合金成分差异会很大。许多配置具有 183℃( 或
含银 2% 的共晶焊料,179°C)熔化(液相线)点的锡铅共晶焊料。焊球触点施加到封装基板上,通常仅需使
用助焊剂然后在温度 215°C -220°C 下再流以完成连接过程。
元器件制造商应该建立一种方法以清楚地识别用于 BGA 焊球的合金成分,并依此改变零件编号。J-STD-609
为识别 BGA焊球合金提供了一种简便的方法。用户可以选择使用筛选的方法来验证 BGA合金,如 X射线荧光。
4.4.1.1 锡铅合金
尽管没有在大多数商业应用中广泛使用,锡铅合金可适用于焊球及焊接材料。一种常见的
合金成分为 SnPb37 共晶合金,液相线温度为 183°C。共晶含银合金成分 SnPnAg2,液相线温度为 179°C,是
共晶 SnPb37 的可接受的替代选择。当使用锡铅技术时,陶瓷 BGA 通常使用 PbSn10 高铅合金,以提供所需的
焊点可靠性,这种合金在锡铅再流焊工艺期间不会熔化。当用共晶 SnPb37 连接印制板时可提供可靠的互连。
4.4.1.2 无铅合金
为符合 RoHS 指令,生产电气及电子组件和电子元器件的厂商必须使用无铅材料作为焊球
触点和封装连接基板的材料。尽管有许多无铅合金可供使用,大多数制造商采用锡作为主要成分,添加银或银
铜组合到锡合金。
典型的无铅合金的成分组成包括SnAg3Cu0.5(SAC305), SnAg3.8Cu0.7(SAC387)或SnAg4.0Cu0.5
(SAC405)。这些焊料的液相线温度在 217°C-227°C 的范围之内,取决于待加工组件的总热容量,所需再流峰
值温度变化范围为 240°C-260°C。取决于具体合金规定的成分,焊球液相点的变化范围可多达 10°C。(见表 4-7)
表 4-7 无铅合金变化
成分 合金 液相温度 再流温度
SnAg3.5 SnAg 锡 / 银 221°C 240°C 至 250
°C
SnCu0.7 SnCu 锡 / 银 227°C 245°C
至 255°C
SnAg4.7Cu1.7 SnAgCu* 锡 / 银 / 铜 * 216°C 237°C 至 247
°C
SnAg4Cu1 SnAgCu* 锡 / 银 / 铜 * 218°C 238°C 至 248
°C
SnAg3Cu0.5 SnAgCu* 锡 / 银 / 铜 * 218°C 238°C 至 248
°C
SnAg4Cu0.5 SnAgCu 锡 / 银 / 铜 218°C 238°C 至 248
°C
SnAg3.8Cu0.7 SnAgCu 锡 / 银 / 铜 218°C 238°C 至 248
°C
SnAg3.2Cu0.5 SnAgCu 锡 / 银 / 铜 218°C 238°C 至 248
°C
SnAg3.5Cu0.75 SnAgCu* 锡 / 银 / 铜 * 218°C 238°C 至 248
°C
* 可能受专利保护
在锡银铜(SAC)系统中,加入其它的合金元素会影响焊料过冷度、各种金属间化合物的构成以及不常见晶格
性质和微结构变化。在使用新合金到 BGA 以及将新合金的 BGA 用于组装时必须要特别注意。除了 SAC 系统,
也已研发出含有铋、铟、锑或锌等元素的合金系统。每个系统不同的冶金基础,决定了其物理性质和机械行为,
并影响组装工艺参数和焊点可靠性。
4.4.1.3 低温焊料
4.4.1.3.1 低温焊料的驱动力
使用低温焊料有三个驱动因素:
1) 经济 - 使用较低熔化温度的焊料,由于较低的再流焊峰值温度,可以节省可观的能量。这些节省成本主要是
由于再流焊过程中需要较小电流消耗来使炉子运行。这是设定的炉区温度较低的直接结果。