IPC-7095D-CHINESE NP 2019.pdf - 第47页
IPC-7095D-W AM1 CN 2019 年 1 月 31 尽管聚合物灌封(包覆成型)被广泛应用于芯片 区域,一些 CBGA 封装的器件是密封的(不会吸 收湿气) 。由于这些产品焊球的熔点通常较高 , 所以在返工时不会塌陷。 CBGA 的缺点在于其高 热容量,这与塑封集成电路有些许不同 ,使得在 开发再流焊温度曲线时的更困难。由于陶瓷封装 和印制板之间热膨胀系数的不匹配,焊点需要进 行物理加固。在焊接和清洁工艺之后 ,通常会在 陶…
IPC-7095D-WAM1 CN 2019 年 1 月
30
强化锡铋焊点的另一种聚合物备选方案是使用含有树脂的低温焊膏,也称为焊点增强焊膏(JRP)。这些焊膏
在其助焊剂成分中含有未固化的树脂。再流焊过程中,当焊膏熔化时,该树脂从熔融焊料中移出,并在外部覆
盖熔融焊料。随着再流焊过程的进行,熔融焊料对金属端子进行润湿,随后助焊剂内的树脂成分胶凝和固化。
再流焊之后,固化的树脂在焊点周围形成了一个填充,提供了必要的机械增强。JRP 工艺本质上是在再流焊过
程中形成部分 BGA 底部填充,而不需要额外的分配和固化步骤。
4.4.2 焊球连接工艺
封装基板通常会被制成含有多个
封装的条状结构(见图 4-11)。焊球放置在金属线键合和
塑封或压模工艺之后进行,对于批量 BGA 组装,会利
用自动或者半自动植球方式。所需尺寸的合金球体(见
表 4-1)可以通过成组的贴片机-采用自动化系统逐个
放置,或采用一个类似模板的夹具进行成批放置。对于
研发用或者仅小批量植球时,可以使用简单的模板夹具
来对焊球精确定位。
然而,总体上焊球的连接工艺都是一样的。在开始阶段
先将焊膏或助焊剂涂敷或印刷在触点图形上,再流焊期
间焊膏或助焊剂保持焊球定位。通常在氮气环境中将焊球再流焊接到基板上。氮气环境可以保证焊球一致的质
量同时避免在再流焊过程中焊球表面氧化。然而,封装与印制板再流焊连接时没有必要使用氮气。共晶焊球可
以提供“可控塌陷”,从而在再流焊过程中提升自对准能力(弥补在组装过程中的某些偏移)。
在使用 PBGA 时需要考虑一些问题。首先是湿敏问题。在返工过程中,要被拆除和替换的元器件周围的湿敏
元器件必须事先进行烘烤和/或避免它们在返工活动中受热。如果塑封 BGA 需要重复使用,那么从印制板组
件上取下封装之后进行 BGA 的重新植球需要特别小心。对于 CBGA 所用的高熔点非塌陷焊球,湿敏问题并不
存在;焊球在返工过程中也不会融化。
当暴露于焊料连接所需的温度时,PBGA 封装也容易翘
曲。在再流焊焊接期间,封装边缘会上翘或者向下弯曲
并严重地影响封装和印制板组件的电气连接界面。较大
封装比较小封装更容易翘曲。封装翘曲是由基板结构、
模封材料和内部硅芯片的热膨胀系数 CTE 不匹配造成
的。当芯片尺寸较大或 BGA 有散热片时,这种问题可
能会更严重。
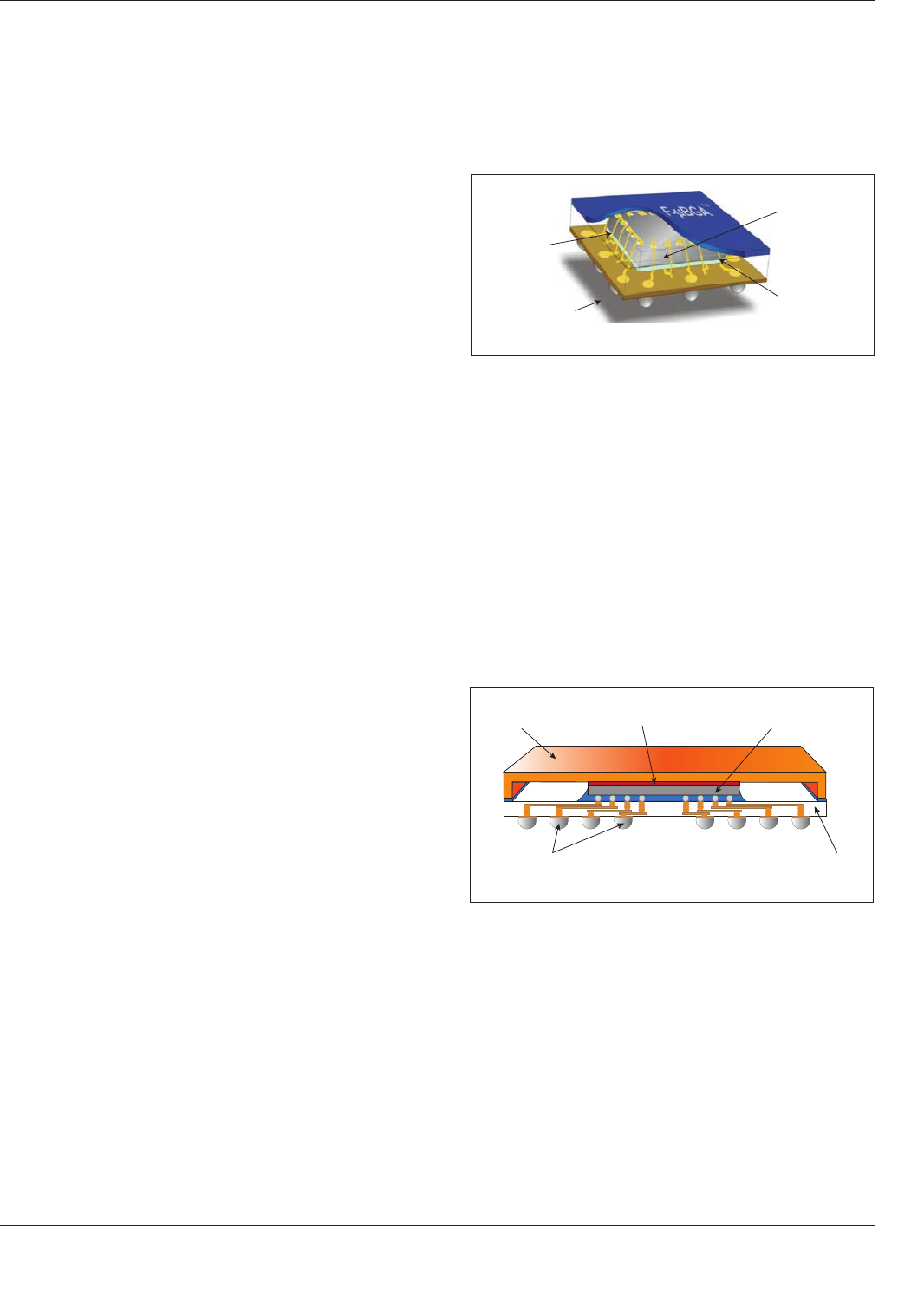
4.4.3 陶瓷球栅阵列(CBGA)
陶瓷封装的内部连接方
式可以是导线键合或芯片倒装。图 4-12 显示封装为内部
倒装芯片键合。封装配置的芯片可安装在基板的上表面
(腔体朝上)或安装在基板的下表面(腔体朝下)。图 4-13
所示的典型陶瓷封装所用的焊球,是一种熔点为 302°C
的高温合金(SnPb10)。然而,焊球上的连接合金可以
是共晶焊料(SnPb37)。
B
C
D
A
IPC-7095d-4-11-cn
图 4-11 塑封球栅阵列 (PBGA)
A – 封装基板 C– 金属线键合
B– 芯片
D– 封装基板
A
B
C
E
D
IPC-7095d-4-12-cn
图 4-12 热增强型陶瓷球栅阵列(CBGA)封装的
横截面
A– 金属合金散热片
B– 热界面材料
C– 倒装芯片的半导体芯片
D– 焊球
E– 陶瓷氧化铝基板

IPC-7095D-WAM1 CN2019 年 1 月
31
尽管聚合物灌封(包覆成型)被广泛应用于芯片
区域,一些 CBGA 封装的器件是密封的(不会吸
收湿气)。由于这些产品焊球的熔点通常较高,
所以在返工时不会塌陷。CBGA 的缺点在于其高
热容量,这与塑封集成电路有些许不同,使得在
开发再流焊温度曲线时的更困难。由于陶瓷封装
和印制板之间热膨胀系数的不匹配,焊点需要进
行物理加固。在焊接和清洁工艺之后,通常会在
陶瓷载板和有机印制板之间加入环氧树脂基底部
填充材料。
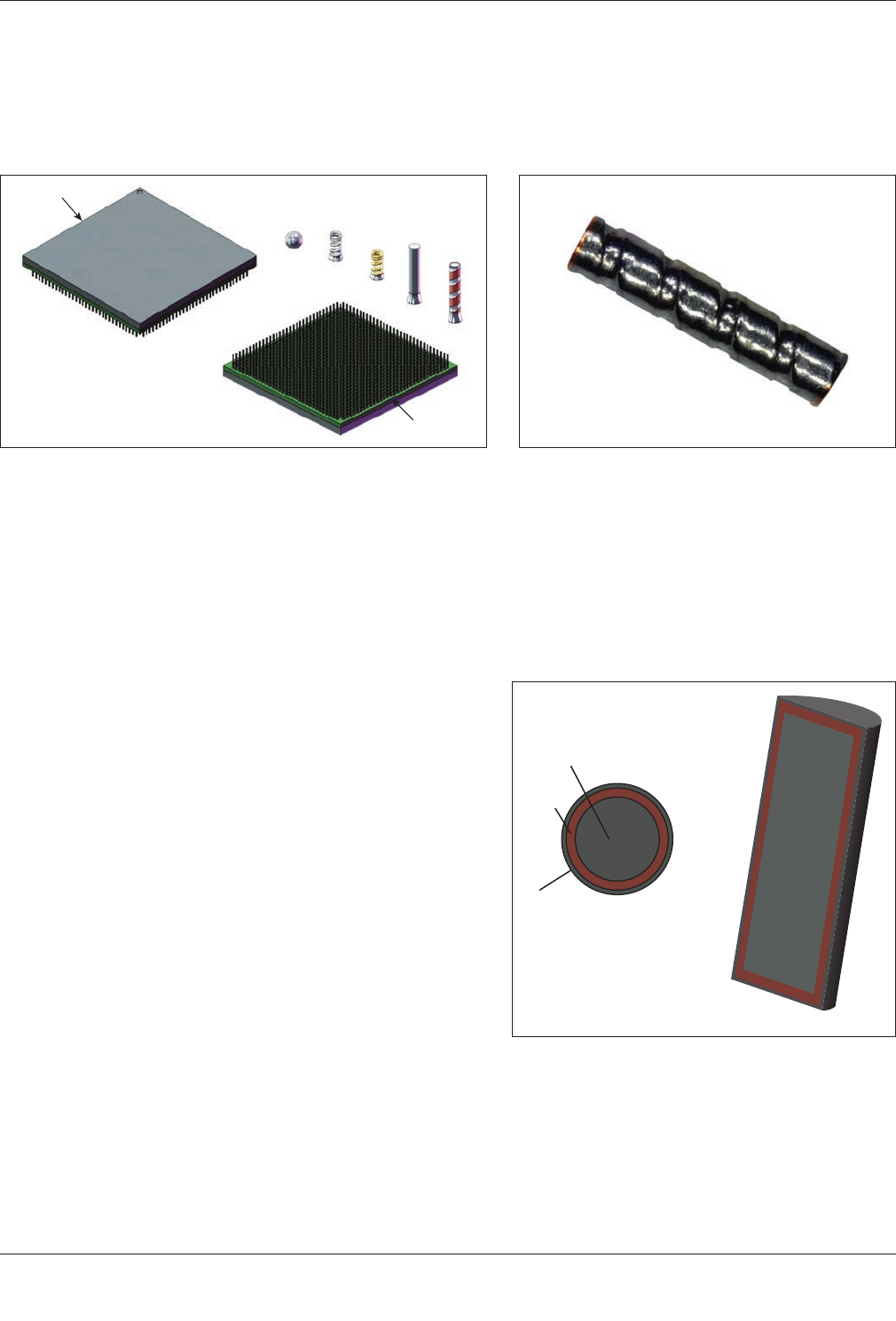
4.4.4 陶瓷柱栅阵列(CCGA)
对于大型的陶
瓷集成电路封装(21mm 至 52.5mm)焊料柱提供
了非塌陷型的表面贴装互连。CCGA 通常为 1mm
和 1.27mm 的节距。业界实验表明,为狭小节距
的 CCGA 元器件焊料柱提供支撑是可行的,节距
可低至 0.8mm,甚至更低。
焊料柱吸收集成电路封装和印制板之间更极端的
CTE 不匹配。CTE 不匹配是普遍存在的,这是由
于集成电路封装和印制板性质不同的连接材料导
致的。陶瓷集成电路封装与印制板之间的 CTE 不
匹配在 x/y 轴上大致为 10 ppm/°C,当温度超过了
印制板的 Tg 额定值,在 z 轴可升至 50 ppm /°C。
随着集成电路封装尺寸的增加,CTE 不匹配变
得越来越明显,尤其是当封装经历多次 -40°C 到
125°C 的宽幅温度循环时,由于极端 CTE 不匹配
引起的应力常常导致大型 CBGA 集成电路封装和
印制板之间的焊点失效和电气失效。
标称长度为 2.2mm 的焊料柱(参见图 4-14)比焊
料球提供更多的柔顺性,以减少由 CTE 不匹配引
起的应力。在严苛的操作条件下,焊料柱吸收应
力并提高焊点的可靠性。
老的焊料柱没有铜缠绕由普通 PbSn10(或铸型)构成,会降低电性能,特别是在较高的频率下。与球栅阵列
BGA 元器件相比,焊料柱增加了整个封装外形的高度。
焊料柱具有从 1mm 到 2.54mm 的各种长度,而标称长度 2.2mm 往往是工业规范。较长的焊料柱(3.81mm)有
助于抬离印制板在集成电路封装的底部安装去耦电容。
焊料柱的直径应该是连接焊盘直径的 75%,以允许 IC 封装连接到印制板之后在焊料柱的两端周围形成恰当的
环形焊料填充。焊料柱可用直径小到 0.2mm 和大到 0.56mm(对于某些应用来说为 0.89mm)。直径 0.5mm 的
焊料柱往往是业界 1mm 和 1.27mm 节距陶瓷 IC 封装的标准。直径 0.3mm 至 0.38mm 的焊料柱用于商业 1mm
节距有机基板(没有焊料球的 PBGA),因为许多 PBGA 类焊盘具有 0.5mm SMD 开孔。
图
4-13 模压聚合物灌封的陶瓷球栅阵列(CBGA)封装
A– 灌封
B– 芯片
C– 焊球(无铅)
D– 陶瓷基板(双面)
E– 键合线
A
C
D
E
B
IPC-7095d-4-13-cn
图 4-14 典型铜带缠绕的陶瓷柱栅阵列(CCGA)
图片来源:Source Actel
IPC-7095D-WAM1 CN 2019 年 1 月
32
尽管带有 SMD 焊盘的 BGA 不是最佳的,焊料柱已经成功地连接到有机 PBGA 基板上,如图 4-15 所示。焊料
柱由高熔点焊料合金构成,在采用共晶(SnPb37)或 SAC 无铅合金焊膏再流印制板时不会发生塌陷。
具有高温合金的焊料柱,包括 PbSn20、PbSn15 和 PbSn10,可用无氧(OFHC-101 或合金 CDA101)铜带缠绕。
一个薄的铜带外层(0.025 毫米至 0.05 毫米)螺旋缠绕在焊料柱周围。焊料柱用共晶 SnPb37 涂敷以覆盖铜带,
并在铜和焊料柱之间形成搭接,如图 4-16 所示。
将热量从 IC 封装的底部导热到印刷板的接地层,在 PbSn10
芯表面电镀铜构建的焊料柱比铜缠绕焊料柱提供的热阻低
30%,如图 4-17 所示。
美国国家航空航天局(NASA)推出的微线圈弹簧为传统的
焊料柱提供了可替代品。基材为 BeCu 选用 SnPb40 或 SnAu
电镀。镀金版本结合 SAC305 填料,提供了一个无铅的解决
方案。
线圈直径为 0.5mm,长 1.27mm(空载时的长度),用于
1mm 节距的陶瓷 IC 封装。当连接至直径 0.5mm 阻焊膜限定
焊盘的有机 PBGA 基板时,选用 0.4mm 直径和 1mm 长度的
较小线圈。
A
C
E
F
G
H
I
B
D
图 4-15 各种焊料柱的塑封 BGA(PBGA)
图片来源:TopLine
A– 顶视图
B– 焊盘俯视图
C– 散热片
D– 塑料基材
E– 焊球
F– 微线圈 (SnPb)
G– 微线圈 (NiAu)
H– PbSn10
I– PbSn20
图 4-16 典型具有铜带缠绕的焊料柱
(图片来源:TopLine)
图 4-17 覆盖有 SnPb40 外层、具有电镀铜层
的 PbSn10 焊料柱剖视图
(图片来源:TopLine)
A– 沉积的 SnPb40
B– 铜镀层
C– 焊料合金芯(PbSn10)
A
B
C
IPC-7095d-4-17-cn