IPC-7095D-CHINESE NP 2019.pdf - 第54页
IPC-7095D-W AM1 CN 2019 年 1 月 38 • 需管理多个供应商(成本,物流和变更控制) • 已知好的芯片测试和老化方法 • 芯片和晶圆可获得性 • 整合高、低良率的器件 • 总体的产品质量和可靠性 有关补充和相关主题的详细信息,如晶圆级封装和 CSP ,参见 IPC-7094 ;关于 3D 封装,参见 IPC-7091 。 4.5 BGA 连接器和插座 4.5.1 BGA 连接器材料考量 图 4-31 所示的 B…
IPC-7095D-WAM1 CN2019 年 1 月
37
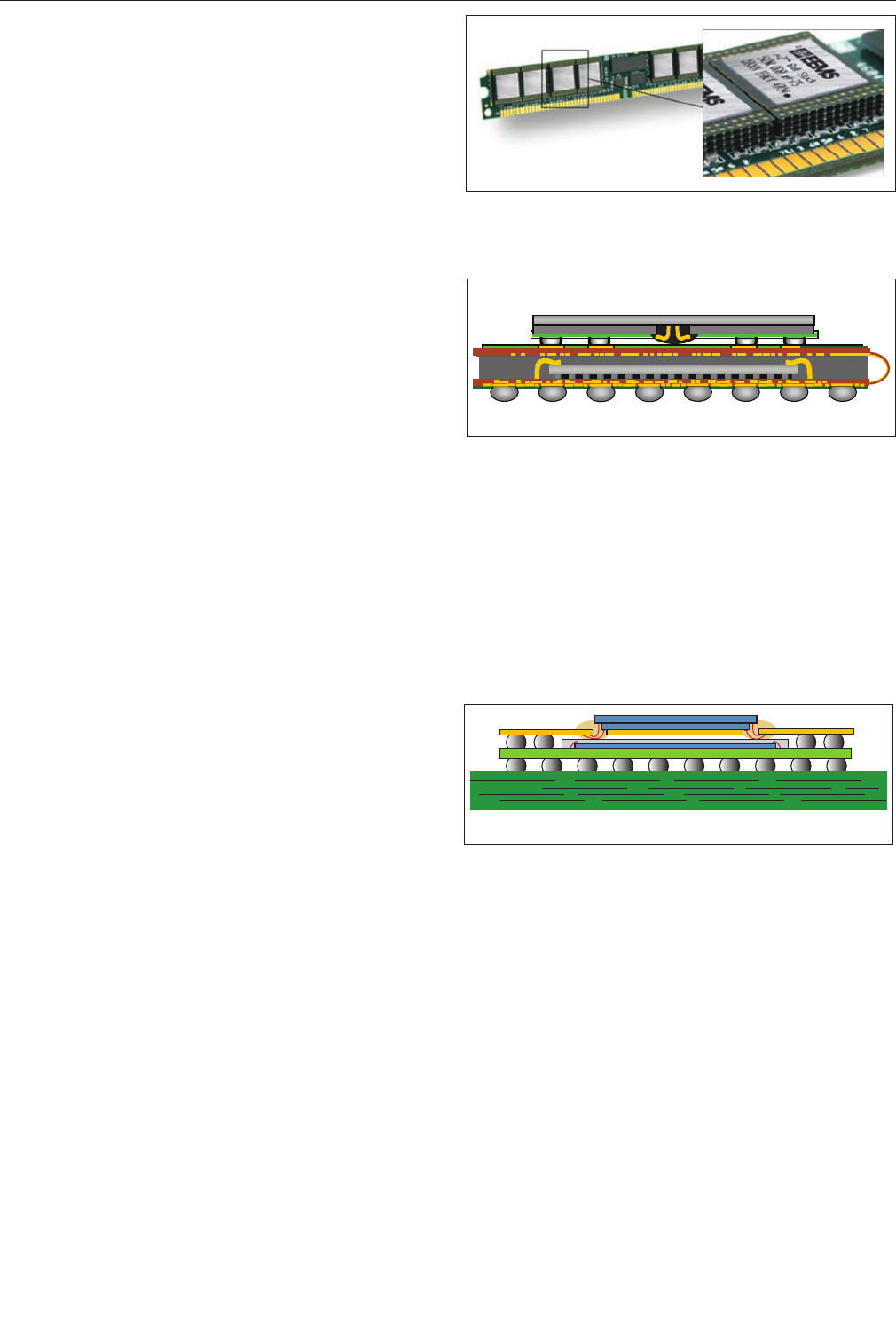
顺序堆叠预先测试过的 FBGA 封装使元器件密度和功
能性急剧增加。作为当前应用的一个可行案例,可在
单面小外形双排直列存储器模组(SO-DIMM)上考虑
存储容量的动态和潜能,如图 4-28 所示。
4.4.10 折叠和堆叠的封装组合
由于处理器和 ASIC
晶圆制造良率不像存储器或功能复杂度低的集成电路
那样可预测,因此必须在封装组装前对每一个芯片进
行测试。另外,将两种良率差距较大的器件置于同一
成品封装中风险是非常大的。为了将风险最小化,顺
序叠加多芯片封装的理念变得很有吸引力。
由于将几种功能组合在单个封装的最终目标仍是可行
的,在最终整合之前对单个器件进行组装和测试是比
较理想的。与合成良率和测试相关的问题可以较容易
地通过堆叠单个封装来解决。一个例子是两分区格式
的存储功能模块中各自封装和测试 ASIC,典型地如同
图 4-29 所示。
带有存储器的上下封装组件在折叠和合并之前进行处理和测试。通过折叠和表面贴装连接处理,这两个预测试
过的分区成为单个、高良率的多功能元器件。除此之外通过在 ASIC 封装顶部上提供通用阵列图形界面,一些
不同的存储功能块可以直接焊接该封装基础上。
4.4.11 叠装封装(PoP)
在单个封装外形内封装多个芯片单元的解决方案已得到迅速发展。对于许多高密度
存储应用来说,在单个半导体封装基板上将数个半导体芯片进行垂直叠加已证明是有效的。但是将一些较新的
多功能处理器和控制器产品与一些较成熟的高良率存储单元混合时,总封装良率不是总能满足预期。
已证明 PoP 是更有效的一种多芯片封装方法,其设计
是将已完全封装和经过预测试的分立逻辑和存储器件
垂直组合在独立的、阵列配置的封装基板上,将它们
设计成相互对齐并上下堆叠,典型地如图 4-30 所示。
封装叠加方式对于需要多功能、高性能和小脚位的各
种应用是理想的。堆叠经过预测试的封装分区使得设
计人员有高度的灵活性,几乎允许任何存储器组合和
与任何逻辑芯片组相结合。以垂直布局的方式将分立的逻辑器件和存储封装进行组合,不仅节省了它们在印制
板的空间,而且也会减少引线数量,简化系统集成度并使性能得到加强。一些产品(如无线耳机、数码相机、
便携式游戏机等)就利用了这种多芯片封装方案的优点。
4.4.12 多芯片封装的优势
多芯片封装的主要优势是元器件密度急剧增加和空间限制的缓解。产品的尺寸和重
量可能会减小,但其功能性却得到了增强。功能的增强是通过集成几个不同类型器件来实现的。其它的优点包括:
• 降低印制板复杂性
• 通过更高的可靠性改善产品质量
• 降低产品进入市场的风险
使用多渠道已证实的成熟芯片,可使上市时间和拥有成本最小化。研发多芯片产品的任务并不是没有障碍,其
中一些关键问题为:
图 4-28 单面小外形双排直列存储器模组(SO-
DIMM)存储卡组件
IPC-7095d-4-29-cn
图 4-29 折叠以及堆叠的多芯片 BGA 封装
IPC-7095d-4-30-cn
图 4-30 叠装封装(PoP)组件
IPC-7095D-WAM1 CN 2019 年 1 月
38
• 需管理多个供应商(成本,物流和变更控制)
• 已知好的芯片测试和老化方法
• 芯片和晶圆可获得性
• 整合高、低良率的器件
• 总体的产品质量和可靠性
有关补充和相关主题的详细信息,如晶圆级封装和 CSP,参见 IPC-7094;关于 3D 封装,参见 IPC-7091。
4.5 BGA 连接器和插座
4.5.1 BGA 连接器材料考量
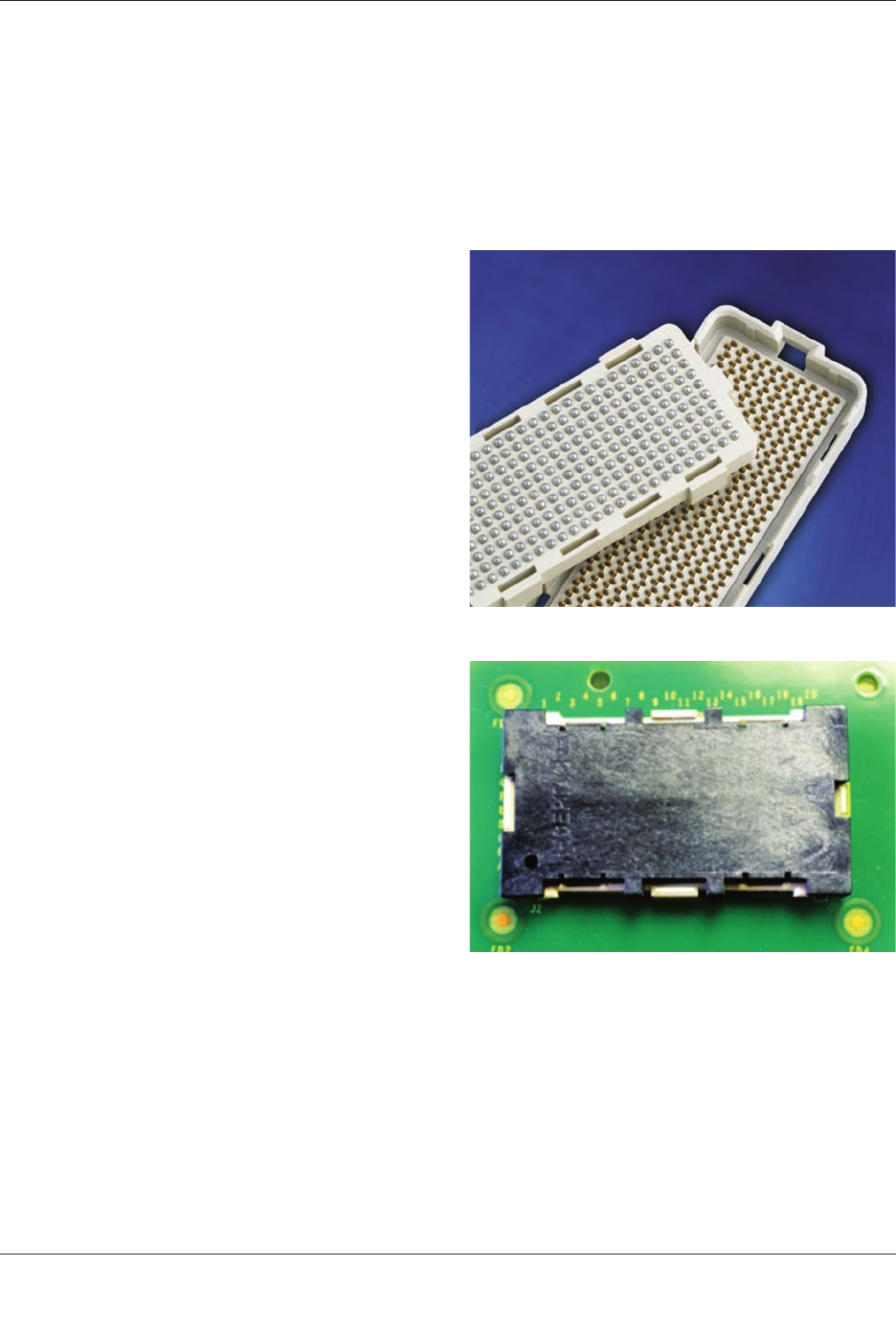
图 4-31 所示的 BGA 连
接器设计在两个印制板组件间提供相对低外形的水平
或平行界面。已开发出为这种应用设计的材料以承受
与 SMT 组装相关的再流焊接温度,并提供典型产品终
端使用在变化的环境条件下的可靠互连。
了解连接器系统的材料性质很重要。在产品寿命周期
之内,印制板组件会经历许多不同的热循环,这些热
循环会导致组件中的元器件材料包括 BGA 连接器的膨
胀和收缩。由于连接器和印制板基板之间的热交互作
用,因此选择 BGA 连接器材料很重要。特别地,BGA
连接器材料与印制板基板材料的 CTE 匹配性对于封装
和焊点的可靠性很重要,CTE 的高度匹配可使热导致
的应力最小化。在选择外壳树脂、端子方向和触点的
许多设计都应考虑到这一点。
4.5.2 BGA 连接器的连接考量
BGA 连接器贴装并焊接到印制板基板上时需要解决几
个事项,一些 BGA 连接器设计,没有提供用标准的
SMT 吸嘴来真空拾取它们。在这种情况下,有以下两
个选项:
1)使用定制的吸嘴进行机械吸盘拾取
2) 设计带有盖子或其它临时吸附表面的 BGA连接器,
这样可用标准的真空吸嘴(见图 4-32)。
这两种选择对于生产都是可行的,最佳的选项主要取
决于连接器的设计。取决于连接器材料,必须验证再
流焊温度曲线并比较连接器材料的 Tg。当连接器的温
升超过了其 Tg 点,连接器有向印制板内拱或向板外翘的倾向(翘曲)。实际的行为取决于:
• 连接器几何形状
• 连接器材料
• 连接器焊球与基板之间的表面张力
• 成功焊接所需的连接器共面性要求
再流焊过程中的材料性质表现和连接器的整体尺寸决定了连接器焊球共面性要求。
图 4-31 BGA 连接器
图 4-32 带真空帽的 BGA 连接器
IPC-7095D-WAM1 CN2019 年 1 月
39
通常,适当的温度曲线对确保 BGA 连接器焊料连接很关键。因为连接器基板通常是由树脂材料制成,热量不
会通过连接器本体转移,就像典型的 BGA 有源器件一样。最为重要的是,至少将一个热电偶放置在连接器的
中心,以验证达成适当的温度。将热电偶将放置在连接
器的角落和中间是最佳做法。
4.5.3 BGA 材料和插座类型
BGA 插座是为了给处理
器或其它元器件与印制板之间提供接口。这些插座主要
由能承受高达 265° C 再流焊温度的玻璃聚合物材料制
成。玻璃聚合物材料的一大优点是其 CTE 大致与印制板
的 CTE 相同。插座和印制板之间的界面采用了 BGA 技
术,基于它们要配合的封装元器件界面,有两种不同的
设计方案。
1)PGA(针栅阵列)
2)LGA(盘栅阵列)
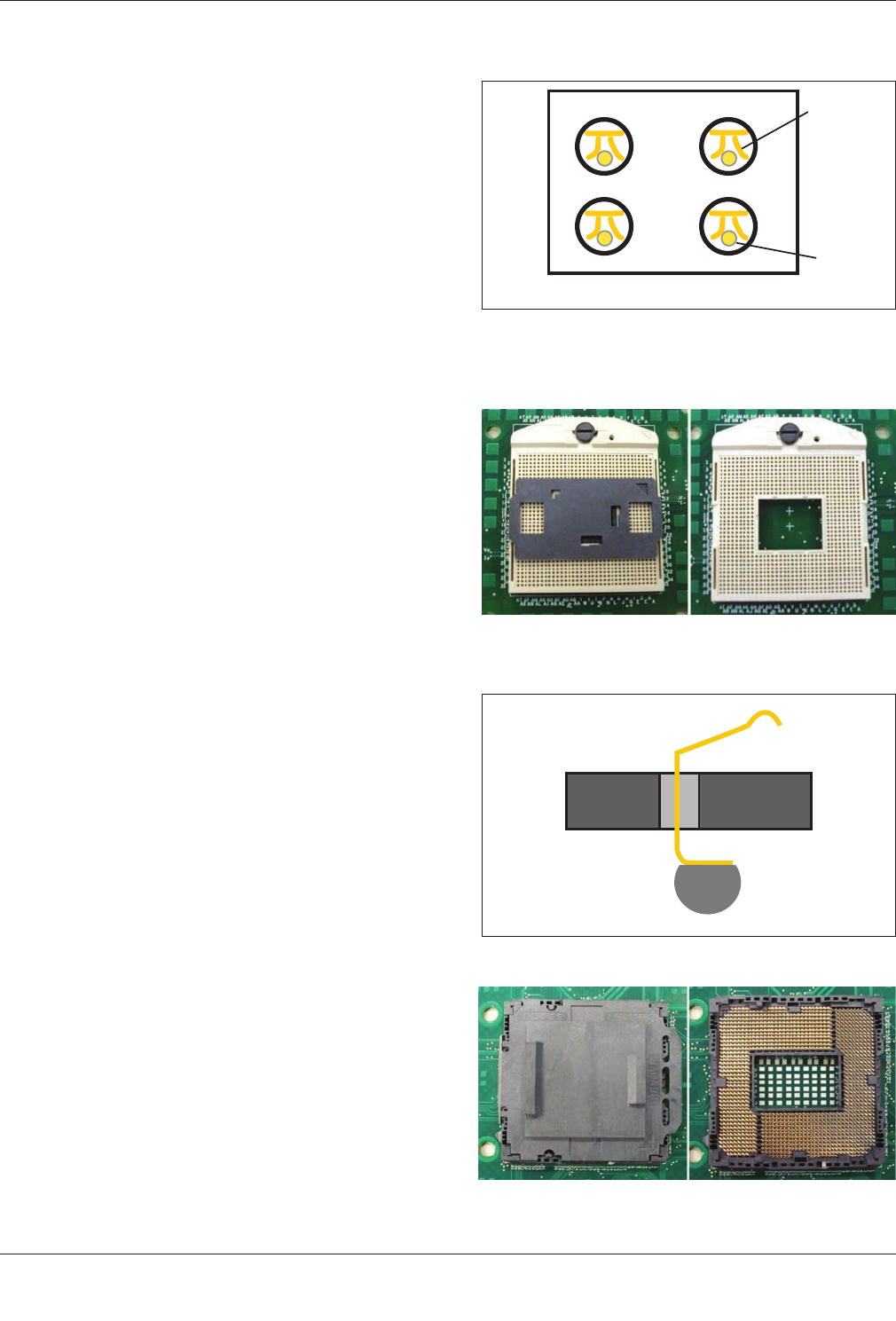
PGA 元器件的插座通常为零插拔力(ZIF)类型,它利
用了一种凸轮螺母移动盖板以让插针落入,推动插针并
压入触片,然后提供所需的负载以使电气接触。(见图
4-33 和图 4-34)
LGA 插座则使用折弯成某一精确角度的触片来与封装上
的连接盘相接触(见图 4-35)。封装必须施加一向下的
压力以推动插针向下靠着连接器触片。因此就需要一个
加载机械机构并内置于插座本体,或者一个独立式的加
载机构(ILM),在插座再流焊焊接至印制板之后进行安
装。ILM 利用一个杠杆,当其闭合时,有一个向下的力
作用于元器件。
LGA 和 PGA 插座设计使用了扣在插座上方的贴装盖。
这些盖可同时起到保护触片以及为贴装设备吸嘴提供平
整表面吸起插座的双重作用(见图 4-36)。
4.5.4 BGA 插座连接考量
如同其它 BGA 一样,成功
连接 BGA 插座有许多类似的要求。在再流焊之前和再
流焊过程中保持焊球恰当的共面性并对插座翘曲进行控
制是很重要的。BGA 插座操作比起其它 BGA 元器件更
加关键,原因在于焊球是与插座桨叶相连而并非直接与
元器件本体或基板相连。如果受到撞击,该插座桨叶很
容易弯曲,使焊球移动无法保持对齐而导致短路或开
路。另外一种常见缺陷类型归属于 HoP 开路。这些开路
缺陷的主要原因是翘曲,常见于插座的角落焊球。除了
采用能在再流焊期间使插座保持相对平坦之外,还可采
取几种方法来减轻这影响。
A
B
IPC-7095d-4-33-cn
图 4-33 针栅阵列(PGA)插座引脚
A– 插座触点
B– PGA 引脚
图 4-34 带有和不带有贴装盖的针栅阵列(PGA)
插座
IPC-7095d-4-35-cn
图 4-35 盘栅阵列(LGA)接触引脚
图 4-36 带有和不带有贴装盖的盘栅阵列(LGA)
插座