IPC-7095D-CHINESE NP 2019.pdf - 第65页
IPC-7095D-W AM1 CN 2019 年 1 月 49 这些方法中 , TMA 与评估可靠性问题最相关 。用此三种方法得到的结果 ,其关系可非常粗略地表示为: Tg ( TMA ) ≈T g ( DSC ) -10 ° C ≈T g ( DMA ) -20 ° C 。 不同的层压材料的 Tg 值参见 IPC-4101 。 5.2.2.3 分层的时间( T260,T280 及 T300 ) 分层时间是指树脂和铜层或增强物分层所需…
IPC-7095D-WAM1 CN 2019 年 1 月
48
5.2 基材考量
用于生产 BGA 组件安装结构的基材应该满足 IPC-4101 的要求。该标准提供了订购基材所需
的具体细节和大量的技术规范表。
本章节重点介绍了 BGA 组件需要考虑的一些材料特性。与板子制造商讨论这些属性是重要的,以确保将最合
适和最具成本效益的材料用于基座安装结构。
5.2.1 树脂系统
层压树脂系统必须有与用于制造 BGA 部件的树脂系统相兼容的共享性质(见第 4.6 节),并
且必须与这些部件所需的加工温度相匹配。例如,在树脂系统中,聚酰亚胺树脂系统提供最高的工作温度。由
于它们有高 Tg,聚酰亚胺树脂系统也提供了安全边际和降低了使用无铅 BGA 对印制板损伤的可能。
5.2.2 层压板材料性质
有几个材料特性对于用作 BGA 组装的印制层压板的选择是很重要的(见 5.2.2.1 至
5.2.2.5)。
5.2.2.1 热膨胀
热膨胀通常根据 X-Y 平面内的变化来表征,其主要受控于材料的增强程度。X-Y 平面内的膨
胀会对表面贴装元器件及其可靠性产生最大的影响。热膨胀也会发生在 Z 轴且膨胀率远高于 X-Y 平面,尤其
当温度高于 T
g
时。Z 轴的膨胀对镀覆孔和导通孔的可靠性有极大的影响。
不同层压材料的热膨胀条件参见 IPC-4101
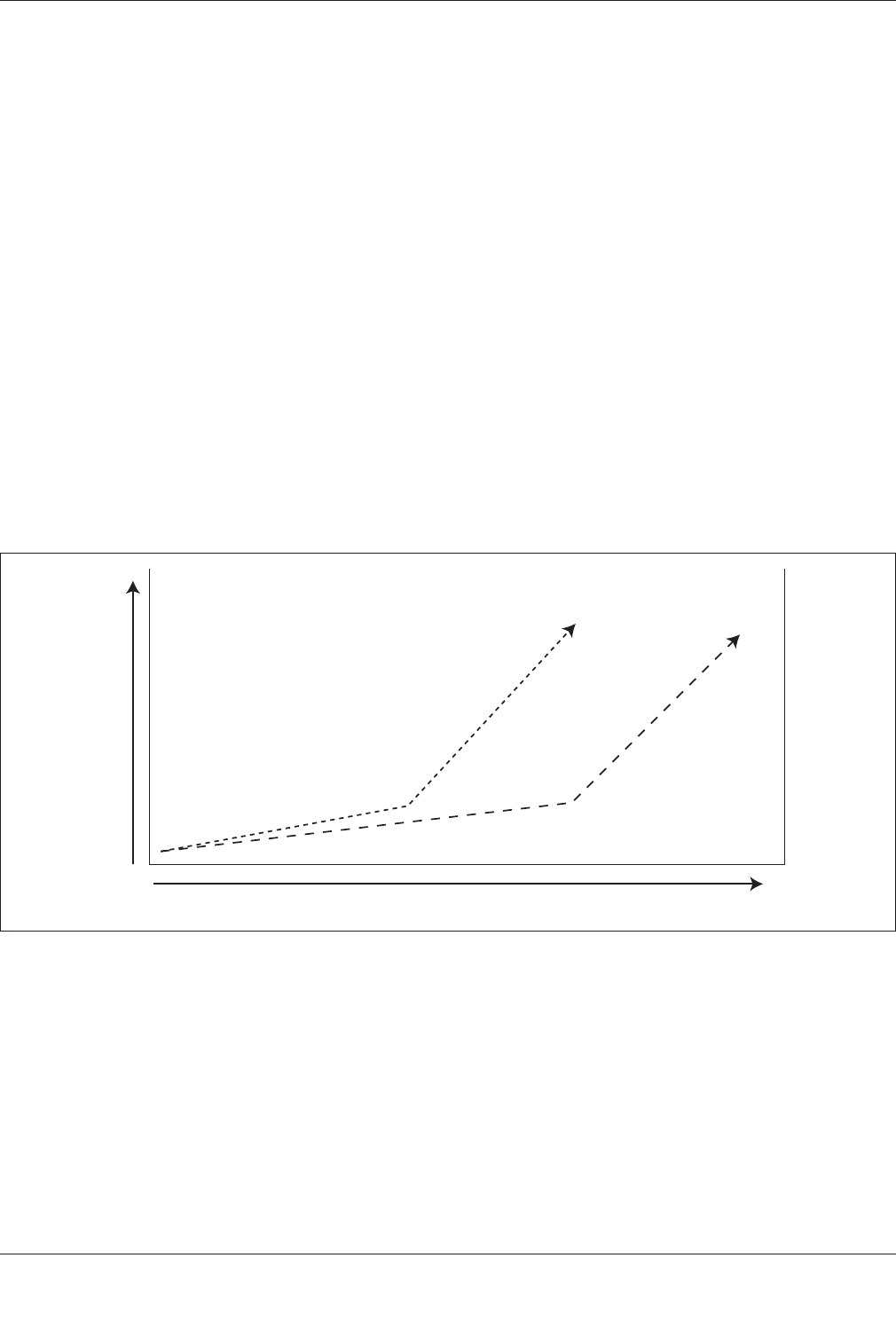
5.2.2.2 玻璃化温度
T
g
是增强材料和树脂系统从线性 CTE 转变为高速率膨胀时的温度。T
g
是树脂的分子结
构由玻璃态转化为无定形态的温度范围;这些不同的分子结构可导致非常不同的物理性质,这种情况多发生在
树脂系统的温度超过其固化聚合态时。当规定温度以更快速率升高时,通常在 Z 轴方向上材料会膨胀,尽管
仍保持为线性关系(mm/mm 厚度)。图 5-3 以图示的方法解释了此概念并展示了两种树脂可能如何表现的。
不同树脂制成的层压板 T
g
不同,导致耐高温能力不同。例如,对于无铅应用的高温加工需要更高性能的层压板,
这些层压板成本通常更高。
T
g
可通过三种方法来测量:
1)动态力学分析(DMA)
2)差分扫描热量测定法(DSC)
3)热机分析(TMA)
B
A
C
E
D
F
IPC-7095d-5-3-cn
图 5-3 温度超过 T
g
的膨胀率
A– 膨胀
B– 温度
C– 树脂层压系统 -1
D– T
g
-1
E– 树脂层压系统 2
F– T
g
-2

IPC-7095D-WAM1 CN2019 年 1 月
49
这些方法中,TMA 与评估可靠性问题最相关。用此三种方法得到的结果,其关系可非常粗略地表示为:Tg
(TMA)≈T
g
(DSC)-10°C≈T
g
(DMA)-20°C。
不同的层压材料的 Tg 值参见 IPC-4101。
5.2.2.3 分层的时间(T260,T280 及 T300)
分层时间是指树脂和铜层或增强物分层所需的时间度量值。分层
时间用于评估焊接过程中的基材性能。
为了确定分层的时间,TMA 设备将一种材料样品暴露于规定温度,并维持规定的时间(如 10 分钟)或直至材
料失效(如分层)。选择可满足高温焊接(如无铅 BGA)和适合高温环境的一种材料是重要的。
各种温度下的测试(T260 = 260°C,T288 = 288°C,T300 = 300°C)给出了基材的热稳定性和焊接工艺兼
容性(例如锡铅对比无铅)的指标。各种层压材料的分层时间性质参见 IPC-4101。
5.2.2.4 吸湿性
大部分有机材料具有某种程度的吸湿性,并会以不同速率吸收水分,某些材料的吸水速率相
对较快。湿气的吸收改变了材料的电气性能(如损耗正切)和加工特性(如排气会引起气泡)。它也会影响物
理尺寸和层压板重量。
IPC-1601 定义了减少吸湿性的操作和储存指南,以及确定印制板中的湿气含量的测试流程。它还提供了印制
板在组装前去除水分的烘烤建议。
5.2.2.5 无铅焊接温度的可靠性问题
无铅焊接需要较高温度,带来了印制板树脂系统的存活性和印制板互连
结构(如镀覆通孔和导通孔)完整性方面的可靠性问题。
在此方面最重要的性质为 Td、Tg 和热膨胀。Td 是树脂开始进行不可逆分解并损失重量时的温度;通常为重量
损失 2% 或 5% 时测到的温度。温度范围为 50°C -260
°C 是高于/低于 Tg 温度热膨胀的复合,在此温度范围内
树脂改变了其分子结构,从玻璃态转化为无定形态。
这三种性质的影响可以整合为焊接温度影响指数(STII),定义式为:
STII = T
g
/2 + T
d
/2 - (TE%(50°C 至 260°C) × 10)
5.3 印制板表面处理
表面处理的主要目的是为了防止印制板裸露铜箔的氧化。这为了确保 BGA 贴装时表面
是可焊接的。表面处理也有其它用途,包括:
• 为测试探针提供可靠的接触面
• 触点或开关
• 金属线键合
• 为焊膏印刷提供平整的表面
尽管 BGA 是本标准的重点,在选择最适合的表面处理时,其它元器件和组装操作必须加以考虑。
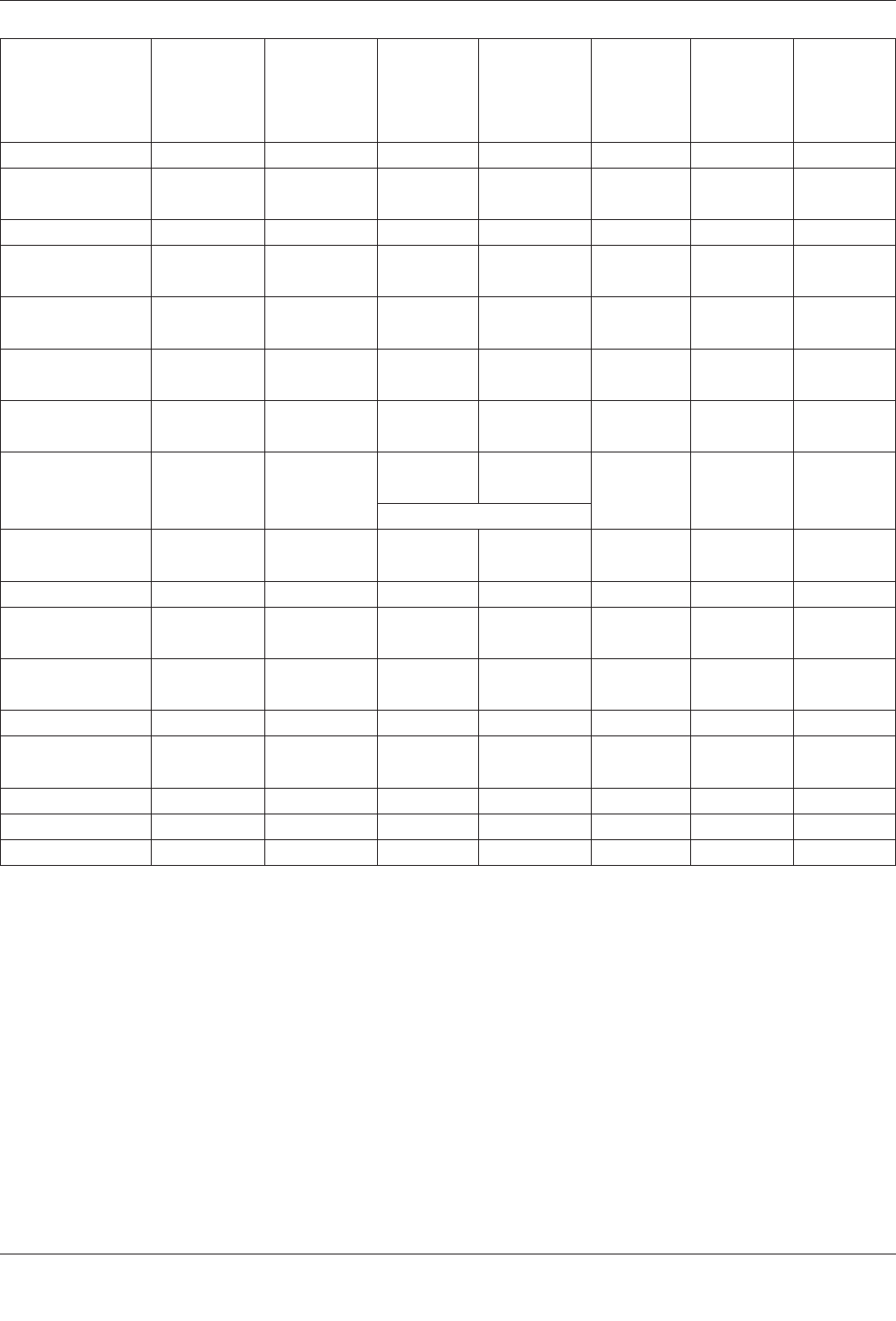
没有一种理想的表面处理能适合所有应用的要求,表 5-1 给出了在选择合适的表面处理时必须考虑的一些应用
特点。
注:
操作印制板时必须很小心,因为人手上的盐份会对表面处理造成损伤(特别是 OSP)。对任何表面处理的
板子要达到最长的保存期限,就需要正确的包装和贮藏。
IPC-1401 对印制板的适当操作提供了指南和要求。
IPC-7095D-WAM1 CN 2019 年 1 月
50
表 5-1 各种印制板表面处理的关键属性
HASL
(锡铅 / 锡铜)
有机可焊性保
护层 (
OSP)
化学镀
镍 / 浸金
(ENIG)
电解镍 / 电镀
金 (
ENEG) 浸银
化学镀镍 /
化学镀钯 /
浸金(ENE-
PIG) 浸锡
适当操作保存期限 1 年 6-9 个月 1 年 1 年 6-9 个月 1 年 6 个月
操作 正常 避免物理接触 正常 正常
避免物理接
触
正常
避免物理接
触
SMT 连接盘表面图形 半球形 / 不平 平整 平整 平整 平整 平整 平整
多个再流循环
(2X)后的可焊性
良好 良好 良好 良好 良好 良好 良好
多个再流循环
(2X)后的孔填充
良好
两次再流后可
能有问题
良好 良好 良好 良好
两次再流后
可能有问题
厚印制板上使用
不可 / 孔填充
和清洗困难
可行
Ni 改善孔可
靠性
Ni 改善孔可
靠性
可行
Ni 改善孔可
靠性
是
薄印制板上使用
不可 / 易于翘
曲
可行
可行 可行 可行 可行 可行
焊点可靠性 良好 良好
BGA 黑焊盘
问题
金脆问题
平面微空洞
问题
钯脆问题 良好
慢性脆性断裂失效
卡边缘触点
额外的电镀操
作
额外的电镀操
作
额外的电镀
操作
无需额外的电
镀
额外的电镀
操作
额外的电镀
操作
额外的电镀
操作
金属线键合 不可 不可 不可 可行 不可 可行 否
测试点探测 良好
差,除非在组
装时施加焊料
良好 良好 良好 良好 良好
组装后暴露铜 否
是,沿着连接
盘边缘
否 否 否 否
否
开关 / 触点 不可 不可 可行 可行 可行 可行 不可行
印制板制造时的废
物处理和安全性
差 / 一般 良好 一般 一般 良好 一般 良好
工艺控制 厚度控制问题 良好 磷含量问题 金脆控制问题 良好 良好 厚度控制问题
电镀层厚度(
μ
m) 0.38 至 0.80 0.20 至 0.50 0.05 至 0.10 0.80 至 2.50 0.07 至 0.10 0.05 至 0.10 1.0 至 1.3
总成本比较 1.0 0.40 至 0.60 2.0 至 3.0 2.0 至 3.0 1.10 至 1.60 2.0 至 3.0 1.0 至 1.5
5.3.1 热风焊料整平(HASL)
5.3.1.1 锡铅热风焊料整平(HASL)
HASL 焊料厚度的变化范围大(0.8
μ
m 至 0.38
μ
m)。较薄的涂层厚度是
不可接受的,因为较薄的焊料涂层会完全转化为锡铜金属间化合物,造成可焊性极差的情况。锡铅 HASL 涂
层厚度变化范围大也会导致元器件共面性和焊膏印刷问题。不均匀的表面会给焊膏印刷带来较大的难度,因为
印刷时模板和印制板间很难密合,密合不良会导致焊料泄漏到模板底部,其后果会导致模板清洗频率升高和桥
连可能增加。
锡铅 HASL 与 SMT、BGA 和通孔元器件兼容,但不能进行金属线键合。它可与大部分阻焊膜兼容。锡铅 HASL
印制板的保存期限为 12 个月,通常可承受 4 到 5 个热循环而不影响可焊性,锡铅 HASL 应该只采用锡铅焊料。
5.3.1.2 无铅热风焊料整平(HASL)
最常用的无铅 HASL 是锡铜合金(熔点 227°C),或锡银铜合金(SAC)( 熔
点 217°C)。 SAC 具有熔点温度较低的优点,锡铜合金成本则较低廉。一些无铅合金也会加入少量镍。所有高
锡合金都比较昂贵,因为原来的低成本材料(铅)被替换成了高成本材料(锡和银)。