IPC-7095D-CHINESE NP 2019.pdf - 第66页
IPC-7095D-W AM1 CN 2019 年 1 月 50 表 5-1 各种印制板表面处理的关键属性 HASL (锡铅 / 锡铜) 有机可焊性保 护层 ( OSP ) 化学镀 镍 / 浸金 ( ENIG ) 电解镍 / 电镀 金 ( ENEG ) 浸银 化学镀镍 / 化学镀钯 / 浸金( ENE- PIG ) 浸锡 适当操作保存期限 1 年 6-9 个月 1 年 1 年 6-9 个月 1 年 6 个月 操作 正常 避免物理接触 正…

IPC-7095D-WAM1 CN2019 年 1 月
49
这些方法中,TMA 与评估可靠性问题最相关。用此三种方法得到的结果,其关系可非常粗略地表示为:Tg
(TMA)≈T
g
(DSC)-10°C≈T
g
(DMA)-20°C。
不同的层压材料的 Tg 值参见 IPC-4101。
5.2.2.3 分层的时间(T260,T280 及 T300)
分层时间是指树脂和铜层或增强物分层所需的时间度量值。分层
时间用于评估焊接过程中的基材性能。
为了确定分层的时间,TMA 设备将一种材料样品暴露于规定温度,并维持规定的时间(如 10 分钟)或直至材
料失效(如分层)。选择可满足高温焊接(如无铅 BGA)和适合高温环境的一种材料是重要的。
各种温度下的测试(T260 = 260°C,T288 = 288°C,T300 = 300°C)给出了基材的热稳定性和焊接工艺兼
容性(例如锡铅对比无铅)的指标。各种层压材料的分层时间性质参见 IPC-4101。
5.2.2.4 吸湿性
大部分有机材料具有某种程度的吸湿性,并会以不同速率吸收水分,某些材料的吸水速率相
对较快。湿气的吸收改变了材料的电气性能(如损耗正切)和加工特性(如排气会引起气泡)。它也会影响物
理尺寸和层压板重量。
IPC-1601 定义了减少吸湿性的操作和储存指南,以及确定印制板中的湿气含量的测试流程。它还提供了印制
板在组装前去除水分的烘烤建议。
5.2.2.5 无铅焊接温度的可靠性问题
无铅焊接需要较高温度,带来了印制板树脂系统的存活性和印制板互连
结构(如镀覆通孔和导通孔)完整性方面的可靠性问题。
在此方面最重要的性质为 Td、Tg 和热膨胀。Td 是树脂开始进行不可逆分解并损失重量时的温度;通常为重量
损失 2% 或 5% 时测到的温度。温度范围为 50°C -260
°C 是高于/低于 Tg 温度热膨胀的复合,在此温度范围内
树脂改变了其分子结构,从玻璃态转化为无定形态。
这三种性质的影响可以整合为焊接温度影响指数(STII),定义式为:
STII = T
g
/2 + T
d
/2 - (TE%(50°C 至 260°C) × 10)
5.3 印制板表面处理
表面处理的主要目的是为了防止印制板裸露铜箔的氧化。这为了确保 BGA 贴装时表面
是可焊接的。表面处理也有其它用途,包括:
• 为测试探针提供可靠的接触面
• 触点或开关
• 金属线键合
• 为焊膏印刷提供平整的表面
尽管 BGA 是本标准的重点,在选择最适合的表面处理时,其它元器件和组装操作必须加以考虑。
没有一种理想的表面处理能适合所有应用的要求,表 5-1 给出了在选择合适的表面处理时必须考虑的一些应用
特点。
注:
操作印制板时必须很小心,因为人手上的盐份会对表面处理造成损伤(特别是 OSP)。对任何表面处理的
板子要达到最长的保存期限,就需要正确的包装和贮藏。
IPC-1401 对印制板的适当操作提供了指南和要求。
IPC-7095D-WAM1 CN 2019 年 1 月
50
表 5-1 各种印制板表面处理的关键属性
HASL
(锡铅 / 锡铜)
有机可焊性保
护层 (
OSP)
化学镀
镍 / 浸金
(ENIG)
电解镍 / 电镀
金 (
ENEG) 浸银
化学镀镍 /
化学镀钯 /
浸金(ENE-
PIG) 浸锡
适当操作保存期限 1 年 6-9 个月 1 年 1 年 6-9 个月 1 年 6 个月
操作 正常 避免物理接触 正常 正常
避免物理接
触
正常
避免物理接
触
SMT 连接盘表面图形 半球形 / 不平 平整 平整 平整 平整 平整 平整
多个再流循环
(2X)后的可焊性
良好 良好 良好 良好 良好 良好 良好
多个再流循环
(2X)后的孔填充
良好
两次再流后可
能有问题
良好 良好 良好 良好
两次再流后
可能有问题
厚印制板上使用
不可 / 孔填充
和清洗困难
可行
Ni 改善孔可
靠性
Ni 改善孔可
靠性
可行
Ni 改善孔可
靠性
是
薄印制板上使用
不可 / 易于翘
曲
可行
可行 可行 可行 可行 可行
焊点可靠性 良好 良好
BGA 黑焊盘
问题
金脆问题
平面微空洞
问题
钯脆问题 良好
慢性脆性断裂失效
卡边缘触点
额外的电镀操
作
额外的电镀操
作
额外的电镀
操作
无需额外的电
镀
额外的电镀
操作
额外的电镀
操作
额外的电镀
操作
金属线键合 不可 不可 不可 可行 不可 可行 否
测试点探测 良好
差,除非在组
装时施加焊料
良好 良好 良好 良好 良好
组装后暴露铜 否
是,沿着连接
盘边缘
否 否 否 否
否
开关 / 触点 不可 不可 可行 可行 可行 可行 不可行
印制板制造时的废
物处理和安全性
差 / 一般 良好 一般 一般 良好 一般 良好
工艺控制 厚度控制问题 良好 磷含量问题 金脆控制问题 良好 良好 厚度控制问题
电镀层厚度(
μ
m) 0.38 至 0.80 0.20 至 0.50 0.05 至 0.10 0.80 至 2.50 0.07 至 0.10 0.05 至 0.10 1.0 至 1.3
总成本比较 1.0 0.40 至 0.60 2.0 至 3.0 2.0 至 3.0 1.10 至 1.60 2.0 至 3.0 1.0 至 1.5
5.3.1 热风焊料整平(HASL)
5.3.1.1 锡铅热风焊料整平(HASL)
HASL 焊料厚度的变化范围大(0.8
μ
m 至 0.38
μ
m)。较薄的涂层厚度是
不可接受的,因为较薄的焊料涂层会完全转化为锡铜金属间化合物,造成可焊性极差的情况。锡铅 HASL 涂
层厚度变化范围大也会导致元器件共面性和焊膏印刷问题。不均匀的表面会给焊膏印刷带来较大的难度,因为
印刷时模板和印制板间很难密合,密合不良会导致焊料泄漏到模板底部,其后果会导致模板清洗频率升高和桥
连可能增加。
锡铅 HASL 与 SMT、BGA 和通孔元器件兼容,但不能进行金属线键合。它可与大部分阻焊膜兼容。锡铅 HASL
印制板的保存期限为 12 个月,通常可承受 4 到 5 个热循环而不影响可焊性,锡铅 HASL 应该只采用锡铅焊料。
5.3.1.2 无铅热风焊料整平(HASL)
最常用的无铅 HASL 是锡铜合金(熔点 227°C),或锡银铜合金(SAC)( 熔
点 217°C)。 SAC 具有熔点温度较低的优点,锡铜合金成本则较低廉。一些无铅合金也会加入少量镍。所有高
锡合金都比较昂贵,因为原来的低成本材料(铅)被替换成了高成本材料(锡和银)。
IPC-7095D-WAM1 CN2019 年 1 月
51
无铅 HASL 可与 SMT、BGA 和通孔元器件兼容,但无
法进行金属线键合。它也与大部分阻焊膜兼容。其保
存期限为 12 个月。通常可承受 4 至 5 个热循环而不影
响可焊性。无铅 HASL 应该只采用无铅焊料。
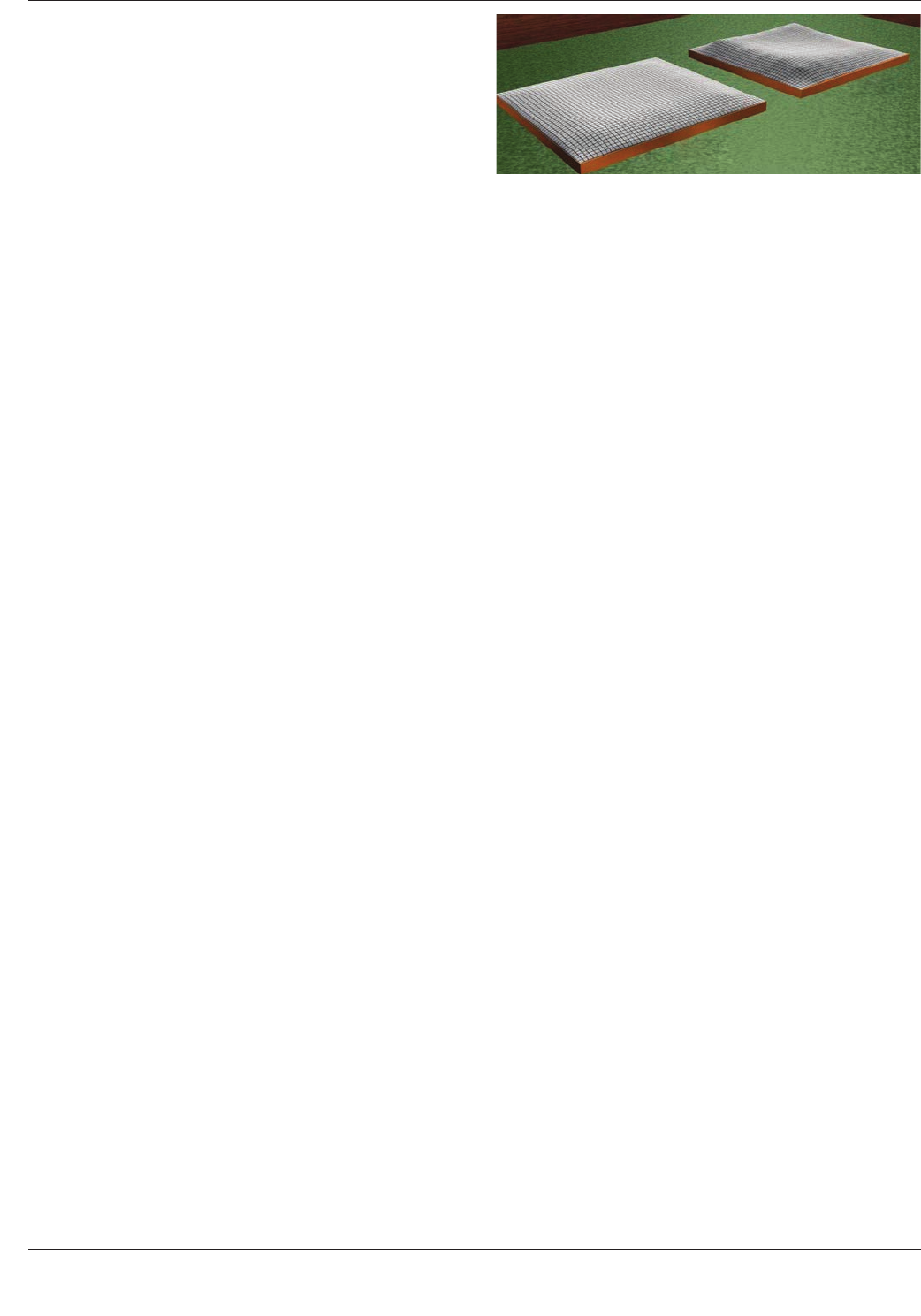
无铅 HASL 表面处理方式比锡铅 HASL 更为光滑和平
整(见图 5-4);然而对于密节距元器件,镀层厚度不
均匀还是个问题。无铅兼容性层压板能承受没有明显
降级和不可接受翘曲(弓曲和扭曲)的涂层工艺。对
任何 HASL 工艺,极薄印制板都是个问题,可能需使
用夹具来解决。
5.3.2 有机可焊性保护(OSP)涂层
OSP 是一种抗氧化有机化合物涂层(如苯并咪唑化合物),用于覆盖外
露铜表面以防止氧化。OSP 一般是一种水性有机化合物,选择性地与铜键合形成能保护铜并保持其可焊性的有
机金属层。有多种化学材料可供 OSP 使用,常见化学材料如苯并三唑、咪唑和苯并咪唑。
这些涂层一般通过浸渍和喷涂来施加。如果制程受控,两种方法都能实现均匀涂覆。涂层厚度的变化范围可由
较 薄( 0.2
μ
m)变化至相对较厚(0.5
μ
m)。当需要进行多次再流焊循环和/或焊接间隔时间较长时(最多 24小时),
应优先使用较厚 OSP 涂层。
OSP 涂层可与 SMT、BGA 和通孔元器件兼容,但不能进行金属线键合。OSP 涂层与阻焊膜的兼容性通常也不
会是个问题。如果储存合适,表面涂有 OSP 层的印制板其保存期限为 6 至 9 个月。OSP 涂层与锡铅焊料和无
铅焊料均兼容;但在无铅焊接时必须使用针对无铅焊料设计的 OSP 涂层。
平整的 OSP 表面有效地减少了模板印刷和元器件共面性问题。由于 OSP 涂层表面保持着像铜一样的外观(OSP
是透明的),焊膏印刷错误可以通过色差对比的增加而更容易辨别。如果使用酒精或其它溶剂洗掉错印的焊膏,
同样也会清洗掉 OSP 层,这会增加铜氧化的风险从而影响可焊性。这种情况下的印制板如必要重新涂覆涂层。
不建议对印制板进行清洗或擦拭,而应该根据 IPC-7526 的要求进行处理。
OSP 涂层有一些潜在的工艺问题。由于多次再流焊循环后 OSP 层会退化,波峰(或选择性)焊接时完全填充
通孔可能很难实现,特别是使用免清洗助焊剂的情况。建议在氮气氛围中进行再流焊接以限制 OSP 退化的程
度。这种方法可减少在波峰焊接时通孔填充发生问题的风险。波峰焊接时在锡炉上方保持氮气氛围也是一个好
的方案。在再流焊过程中,焊膏应该覆盖整个连接盘表面以避免在靠近边缘的连接盘出现退润湿外观;尽管这
只是外观现象,却常常会引起问题。由于探针刺穿 OSP 涂层有一定困难,因此 ICT 可能会存在问题;测试连
接盘应该有焊料覆盖(再流焊接或波峰焊接)以提供理想的接触面。
5.3.3 贵金属涂层
5.3.3.1 化学镀镍 / 浸金(ENIG)
ENIG 表面处理是在印制板外露铜的表面上,先沉积一层镍层,随后沉积
一层薄的金保护层。浸金的薄层通过阻止高活性的镍表层氧化以保持其可焊性。镀镍层的出现使得在多次再流
焊、波峰焊接和手工焊等循环期间,给镀覆孔孔壁提供了额外的强度。IPC-4552 是一份关于 ENIG 涂层很有价
值的参考文件。
ENIG 与 SMT、BGA 和通孔元器件可兼容。不认为 ENIG
处理的表面是金属线可键合的表面。使用 ENIG 镀层
的印制板的保存期限为 12 个月。通常来说它可以承受 4 至 5 个加热循环而不影响可焊性。ENIG 与锡铅和无
铅焊料均兼容,其形成的平整表面可以减少模板印刷和元器件共面性问题。
A
B
图 5-4 热风焊料整平(HASL)表面拓扑结构比较
A– 无铅
B– 锡铅