IPC-7095D-CHINESE NP 2019.pdf - 第70页
IPC-7095D-W AM1 CN 2019 年 1 月 54 ENEPIG 与 SMT 、通孔元器件及其组装工艺相兼容 。其平整表面可减少模板印刷和元器件共面性问题, 而且可以与金属线键合。类似于 ENIG , ENEPIG 系统可承受 4 至 5 个再流焊循环而不影响后续可焊性。 ENEPIG 涂覆的印制板保存期限为 12 个月。镍 / 钯 / 金电镀的高温工艺和低 pH 值可能会与某些阻焊膜产 品不兼容。 ENEPIG 适合于无…
IPC-7095D-WAM1 CN2019 年 1 月
53
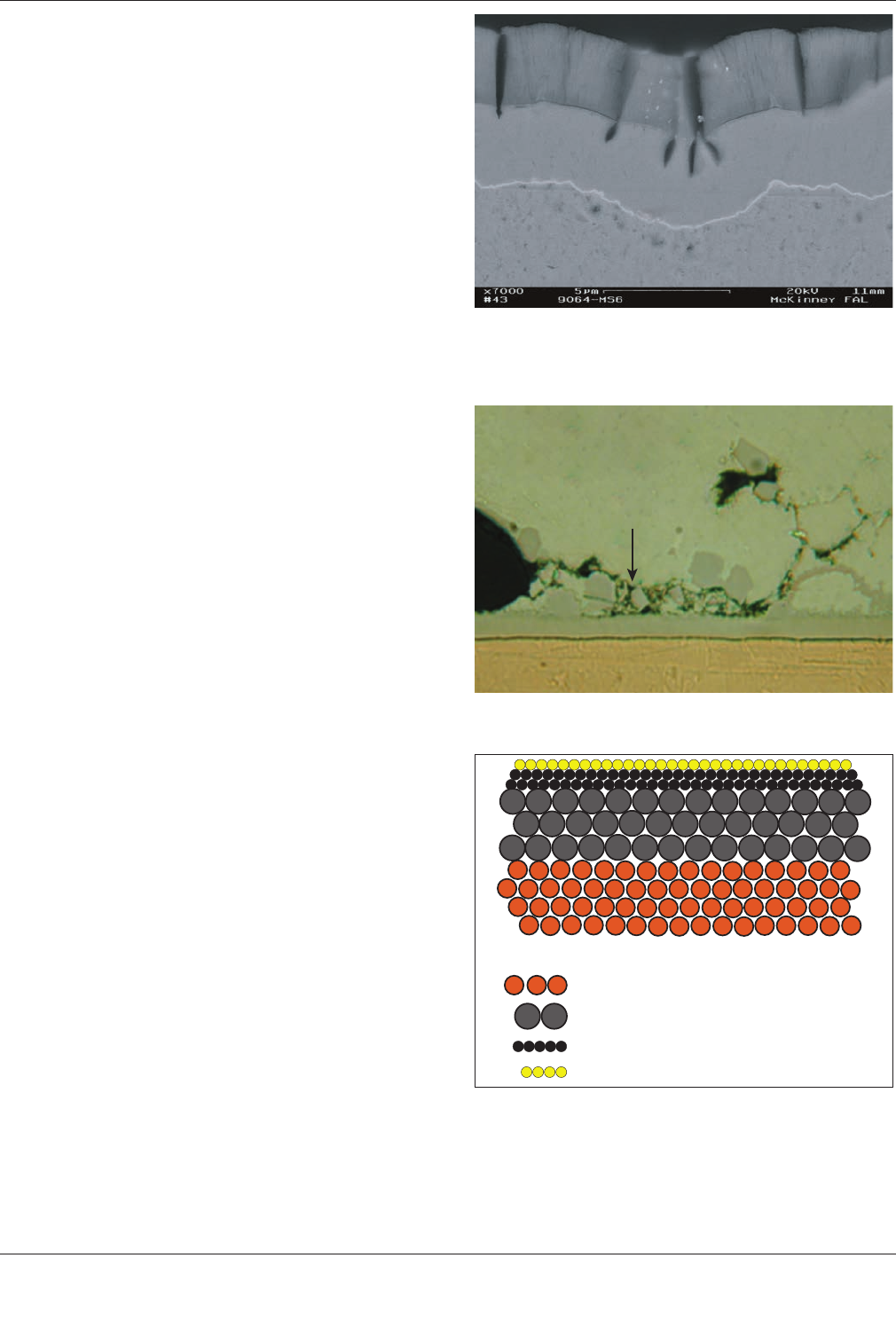
电子扫描显微(SEM)分析可明显看到类似“龟裂”
的镍结节状结构。能量色散 X 射线光谱仪的分析显示
高含量的磷和镍以及低含量的锡。出现“黑焊盘”的情
况其实并不十分普遍,无需因此反对 ENIG 作为表面处
理。使用这种表面处理的印制板组装厂应该了解这个潜
在问题,学会如何识别并采取纠正措施。
分析表明即便没有出现过度侵蚀,在高级别应变/应变
率作用下,焊点的界面断裂也会发生于镍 - 锡金属间化
合物层和 BGA焊球之间。实验室中各种试验包括弯曲、
机械冲击和热循环等试验条件下已看到有失效发生。数
据表明增加应变率可将失效模式转移为焊点的界面断
裂。因此如果应变率足够高,即使应变减小也有可能发
生界面断裂。没有行业规范对已组装 BGA(在各种表
面处理的印制板上)进行机械强度的定量评估。
5.3.3.2 电解镀镍 / 电镀金
电解镍 / 电镀金表面处理
与 ENIG 类似,但有不同的晶粒结构,且不会出现“黑
焊盘”焊点断裂。电解镀镍 / 电镀金工艺在图形电镀之
后且常在阻焊膜施加之前,因此会带来表面污染的某
些风险。在电解镀镍 / 电镀金上施加阻焊膜,与其它
表面处理相比,表现为较低的阻焊膜附着力,这会导
致 BGA 组装时的问题,尤其是在返工时。如果覆盖在
BGA 连接盘和导通孔之间的线条上阻焊坝脱落,焊料
就会从连接盘流入导通孔,导致焊料不足或焊点开路。
另一个关心的问题是很难控制整块印制板上镀金层的厚
度。金层可能会过薄(如在密集电路区域)或过厚(如
在孤立电路区域)。后者的情况可能会因为焊点中金含
量过高(>3%)而引起金脆。金脆会造成脆弱的焊点连
接并最终引起失效(见图 5-9)
电解镀镍 / 电镀金印制板的保存期限为 12 个月。它可
与 SMT、BGA 和通孔元器件兼容并可进行金属线键合。
通常来说,它可承受 4 至 5 个加热循环而不影响其可焊
性,它与锡铅和无铅焊料兼容,其平整的表面可减少模
板印刷和元器件共面性问题。
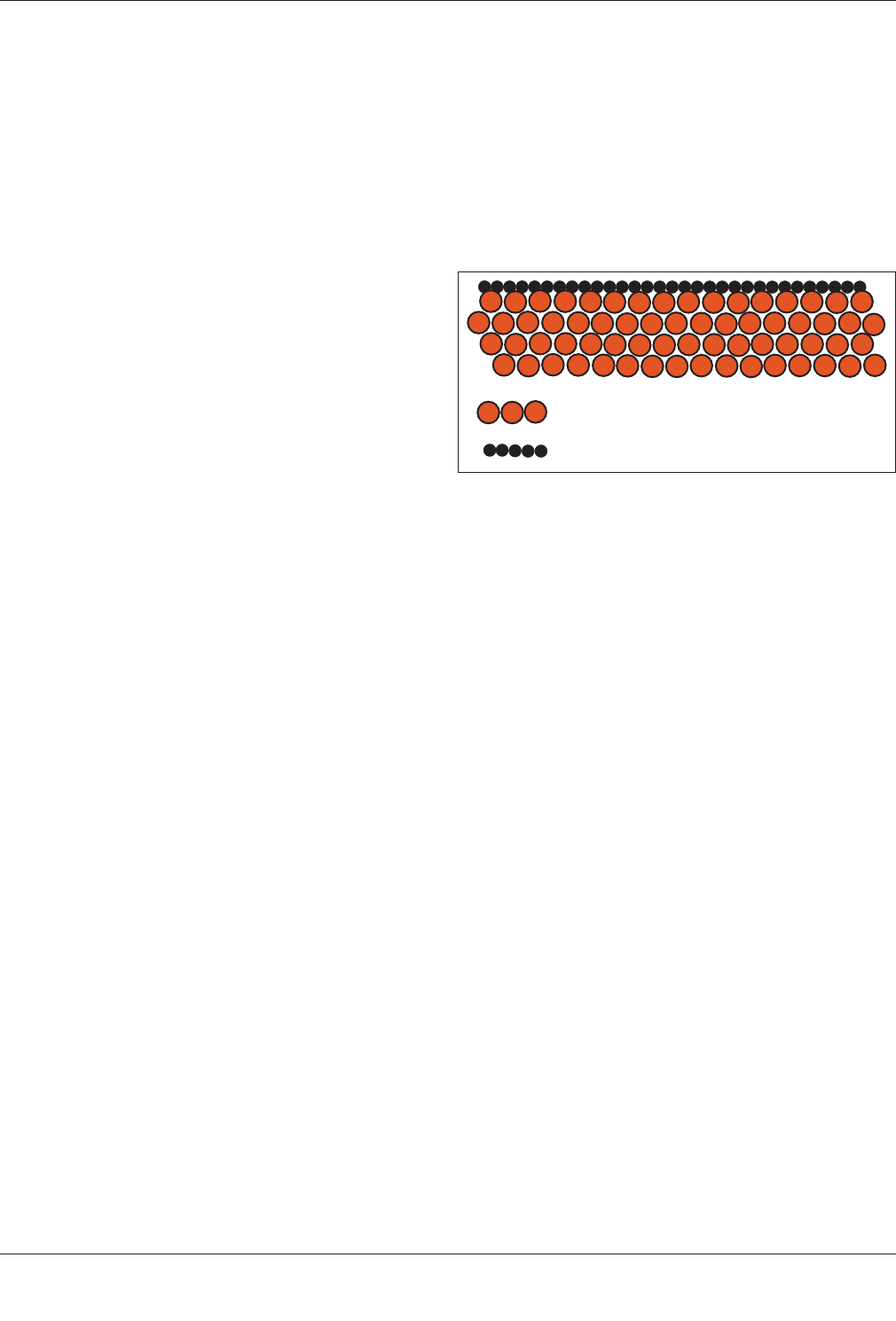
5.3.3.3 化学镍 / 化学钯 / 浸金(ENEPIG)
除了钯层
放置于化学镍层和浸金层之间,化学镍化学钯 / 浸金
(ENEPIG)与 ENIG 类似。图 5-10 显示了 ENEPIG 的
结构。为了使焊点的可靠性最佳,钯层厚度应该小于
0.3
μ
m。钯层位于镍和金层之间而形成隔离,以防止镍
层的氧化以及镍层和金层之间的相互渗透。在长期储存
或过多次数的再流焊循环暴露后,这两种机制会导致不
良的金属线键合。
A
B
C
D
图 5-8 浸金表面下大面积区域的黑焊盘,其严重
的腐蚀刺穿富磷层进入富镍层
A–
磷层 C– Pd
B– Ni D– Cu
A
图 5-9 金脆
A – 金铜锡金属间化合物
A
B
C
D
IPC-7095d-5-10-cn
图 5-10 化学镍 / 化学钯 / 浸金(ENEPIG)结构说明
A– 清洗并微蚀刻后的铜表面
B– 化学 Ni 5
μ
m
C– 化学 Pd 0.06
μ
m
D– 浸金 0.03
μ
m
IPC-7095D-WAM1 CN 2019 年 1 月
54
ENEPIG 与 SMT、通孔元器件及其组装工艺相兼容。其平整表面可减少模板印刷和元器件共面性问题,
而且可以与金属线键合。类似于 ENIG,ENEPIG 系统可承受 4 至 5 个再流焊循环而不影响后续可焊性。
ENEPIG 涂覆的印制板保存期限为 12 个月。镍 / 钯 / 金电镀的高温工艺和低 pH 值可能会与某些阻焊膜产
品不兼容。
ENEPIG 适合于无铅焊接。如果钯层厚度大于 0.3
μ
m ,采用锡铅焊料可能会产生问题,这是因为锡铅焊接温
度较低和锡含量减小的缘故。如果使用锡铅合金,应该分析焊点以确认钯层完全溶解到锡铅焊料中。完全溶解
可使焊料中形成钯锡 IMC 颗粒。这些颗粒可能会稍稍降低焊料的延展性;但一般来说,它们不损害表面贴装
焊点的冲击和振动或热机疲劳可靠性。
5.3.3.4 直接浸金(DIG)
直接浸金(DIG)是一种
通过化学电镀工艺直接在铜表面进行金沉积的表面处
理工艺。该工艺的图解如图 5-11 所示。在铜表面直接
沉积金可以形成很好的覆盖。金沉积的主要化学反应
为自动催化反应而非置换反应。当金膜厚度在 30nm
至 80nm 的范围之内时,具有良好的可焊性;然而,
底部粗糙的铜层会影响焊料的润湿。良好的引线键合
特性也来自于中性 PH、自催化型、高浓度化学镀金
液在薄金上部的电镀沉积,其形成的平整表面可以减
少模板印刷和元器件共面性问题。
DIG 在印制板供应商中没有广泛普及,在组装厂中也
没有被广泛应用。DIG 可能是最适合锡 / 铅焊接应用,这是未被广泛使用的一个原因。无铅焊料的使用效果(在
可焊性和润湿性方面)通常没有锡铅焊料好。
DIG 通常可以承受 3 至 4 个热循环而不影响可焊性,它与阻焊膜也可兼容。DIG 镀层的印制板的保存期限为 9
至 12 个月。
5.3.3.5 浸银
浸银表面处理是在印制板的外露金属(铜)表层选择性低地用银原子置换铜原子而实现的。作
为此工艺的一部分,存在有机物质沉积,它可以减少纯银表面预期的氧化。IPC-4553 是关于浸银的一份有用
的参考文件。浸银表面处理可与 SMT、BGA 以及通孔元器件兼容,但并不适用于金属线键合。浸银表面处理
可与大部分阻焊膜兼容。它形成平整表面可减少模板印刷和元器件共面性问题。如果储存合适,浸银表面处理
的印制板保存期限为 6 至 9 个月。
在焊接过程中,银熔于焊料并成为焊点的一部分,在最终焊点中几乎无法检测到。由于银在焊接过程中会熔化,
焊料会直接贴附于铜表面。浸银表面处理通常可以承受 4 至 5 个热循环而不影响可焊性。浸银与锡铅焊料和无
铅焊料均兼容。
当浸银涂覆的印制板组件暴露于空气质量较差的环境中,易于发生蠕变腐蚀失效,特别是当含硫气体浓度
高于正常水平时。在有更贵金属的场合,铜与大气中的硫反应形成铜硫化物,而铜硫化物可溶于水;持续
暴露于含硫和潮湿的环境下,腐蚀会蔓延到整个电路。蠕变腐蚀在所有表面处理中都会出现,但是浸银比
其它表面处理方式更易与硫和湿气发生反应。最严重的蠕变腐蚀通常发生在铜与阻焊膜的界面处。另一问
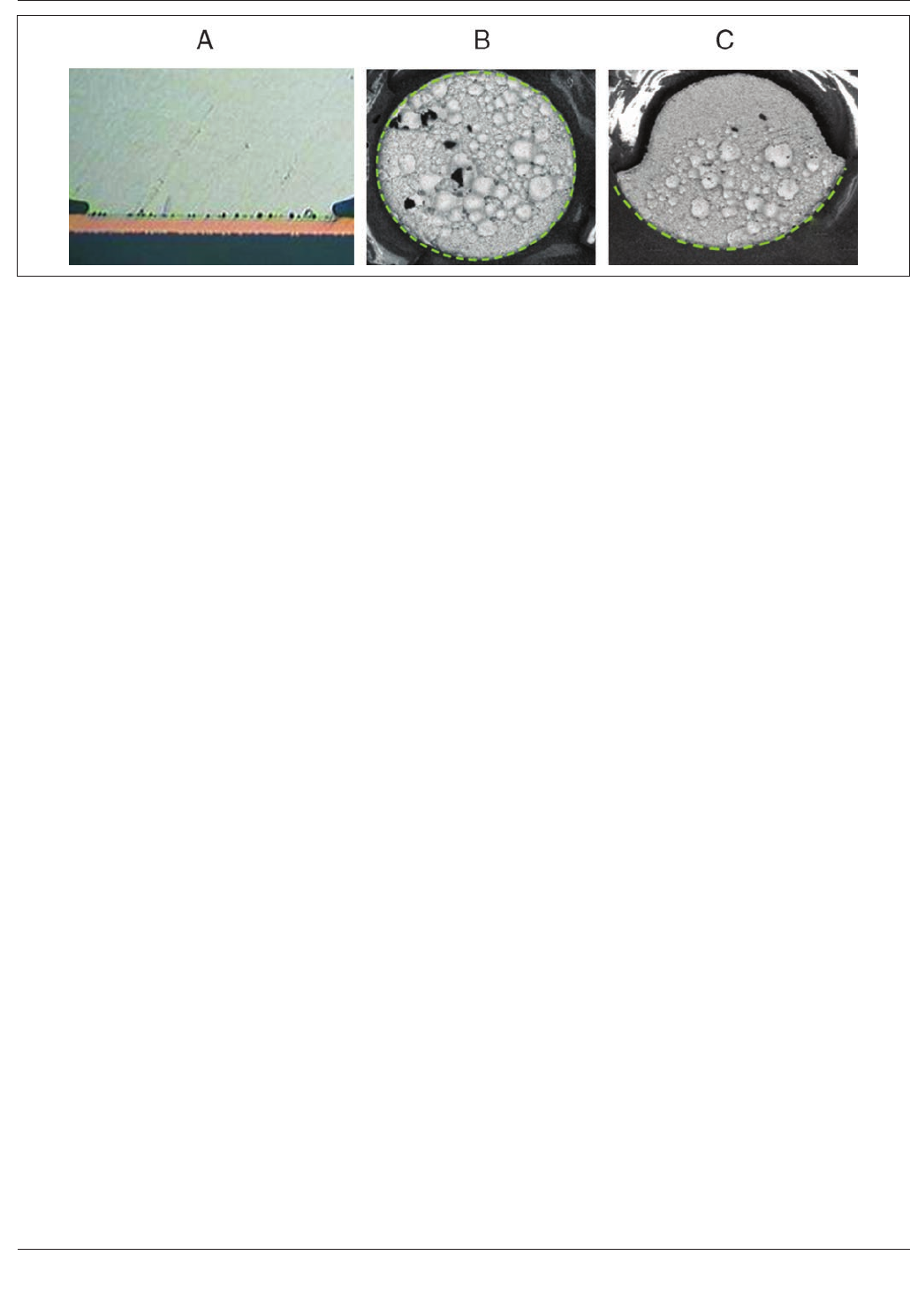
题是焊球和连接盘的界面处(图 5-12)出现微空洞(香槟气泡),但这个问题好像可以通过最新的浸银化
学药水来缓解。
5.3.3.6
浸锡
浸锡工艺利用了铜表面与溶液中的锡离子的置换反应,清洗和蚀刻后的铜表面浸入镀锡槽中形
成铜锡金属间化合物,然后在金属间化合物表面沉积锡。有机物质的沉积作为此工艺的一部分,它减少了纯锡
图 5-11 直接浸金(DIG)的图形描述
A– 清洗和微蚀刻后的铜表面
B– 浸金 0.06
μ
m
A
B
IPC-7095d-5-11-cn
IPC-7095D-WAM1 CN2019 年 1 月
55
表面预期的氧化。浸锡可与 SMT、BGA 和通孔元器件兼容但并不适用于金属线键合,而且化学药水和工艺可
能与某些阻焊膜不相容。
浸锡印制电路板的保存期限为 6 个月。早期该种 PCB 保存期限非常有限(小于 6 个月),但近年来有了较大的
改善(见 IPC-4554)。锡融于焊料中并成为焊点的一部分,在最终焊点中其几乎无法检测到。由于锡会在焊接
过程中熔解,焊料可直接贴附在铜表面。浸锡的主要属性是耐腐蚀性。对于可能暴露在严苛环境下印制板组件
来说,这对于长久的预期寿命是有用的。
浸锡与锡铅焊料和无铅焊料均兼容,形成的平整表面可减少模板印刷和元器件共面性问题。尽管有人担忧会有
锡须的形成,但只要对电镀过程合理控制就可以使这种风险最小化。当浸锡表面处理用于某些应用时,额外的
锡须缓解措施(如敷形涂覆)可能是必要的。
浸锡表面处理通常仅能承受 3 个热循环而不影响可焊性。由于在几个再流焊循环之后浸锡会出现退化(IMC
形成和氧化),波峰焊接时镀覆孔完整填充可能会有难度。在多次再流循环后,浸锡镀层会由于铜锡金属间化
合物的生长受到损害。金属间化合物层随着时间和温度的增长而增长。每个再流循环增加了铜锡金属间化合物
的厚度并降低了锡层的厚度。当纯金属(锡和铜)不再可用时,纯锡和铜向金属间化合物的转换将停止。建议
在氮气氛围下进行再流焊接,以限制退化的程度;这种方法可以减少在波峰焊接时由于通孔填充问题所带来的
风险。如有可能,建议在波峰焊时焊料槽上方也处于氮气氛围。
5.4 阻焊膜
因为印制板导线变细和节距变小,阻焊膜对于采用波峰焊接的印制板是必须的。对于全部 SMT
而无需波峰焊的印制板来说,需要塞住或盖住导通孔来为某些 ICT 测试仪提供真空环境(见 5.5.2)。此外,施
加阻焊膜将导通孔塞住或堵住可以让导通孔和邻近导体靠得更近。
5.4.1 湿膜和干膜阻焊膜
干膜阻焊膜已不再为大多数印制板供应商所采用。也由于存在阻焊膜总体厚度问
题,不允许阻焊坝小于 0.25mm。因此,干膜阻焊膜并不适用于 BGA 和其它密节距元器件。湿膜(网印的)
由于定位困难,也并不适用于 BGA 设计。
5.4.2 喷射式阻焊膜
喷射式阻焊膜允许在极密节距元器件上施加阻焊膜。这种技术使用数码喷墨打印机在印
制板或其它基板上印刷阻焊膜层。这种阻焊膜材料可直接通过数码数据和一组喷墨打印头喷涂于基板上。
喷涂系统的两个优点是能在密节距连接盘之间印刷狭窄表面贴装隔离带以及能对阻焊膜厚度进行严格控制。两
个缺点是终端用户必须对油墨做鉴定而且仅有绿色的油墨可供使用。
图 5-12 微空洞示例
A– 切片侧视图
B 和 C – 俯视图