IPC-7095D-CHINESE NP 2019.pdf - 第90页
IPC-7095D-W AM1 CN 2019 年 1 月 74 图 6-33 正面元器件混装板组件,波峰焊温度曲线 A– 温区 1 B– 温区 2 C– 温区 3 D– 紊波(译者注) E– 平波 F– 密节距的最大峰值温度为 160 ° C G– BGA 的最大峰值温度为 150 ° C 150 ° C 160 ° C 183 ° C 80 ° C B 100 ° C A C D E 40 ° C 60 ° C G F IPC-70…
IPC-7095D-WAM1 CN2019 年 1 月
73
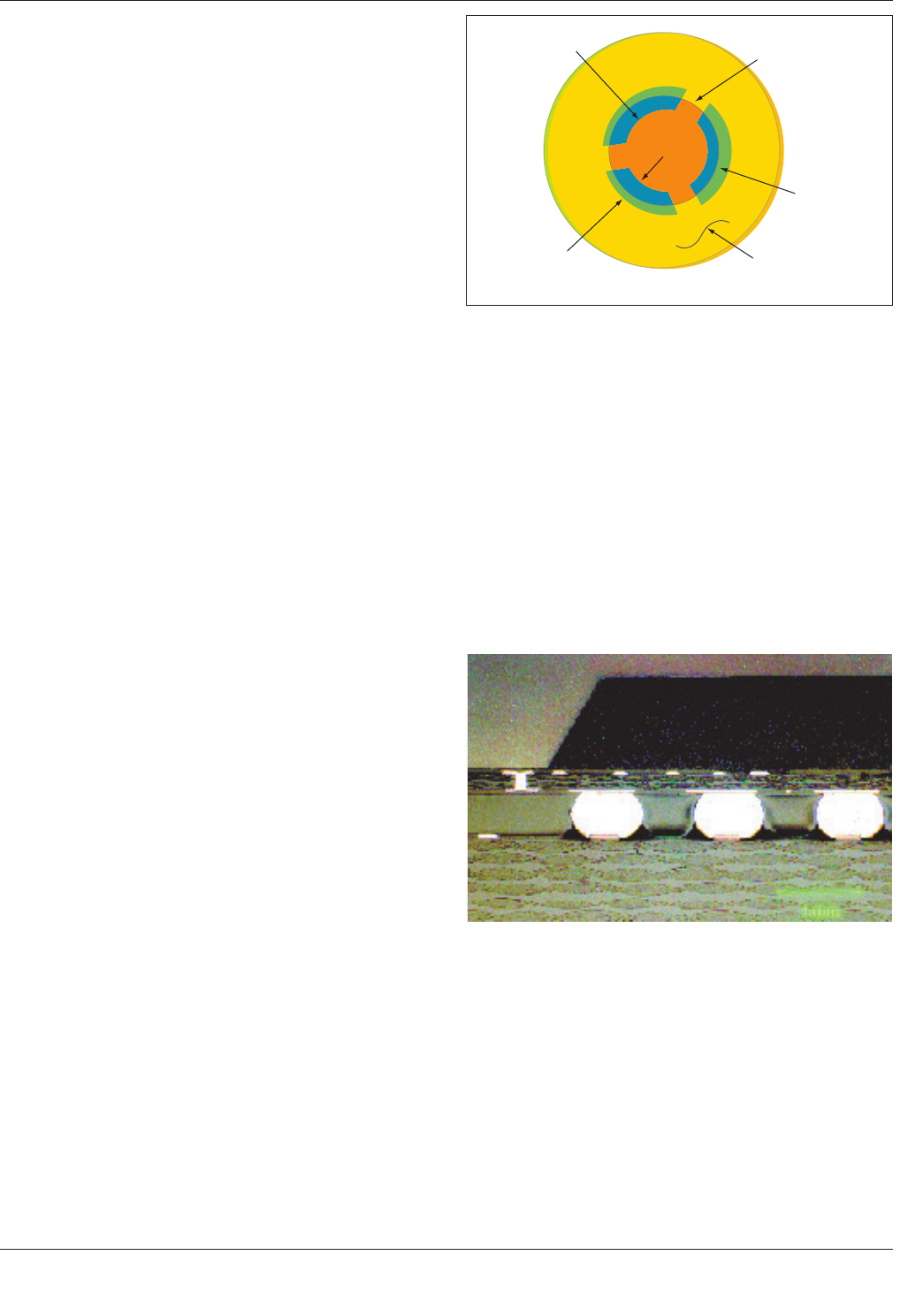
连接盘周围蚀刻出月牙形浮雕图形(见图 6-31),以生
成一个金属限定连接盘,该连接盘可能会使用 2 个、3
个或者 4 个轮辐(SMD 段)。金属限定段的布置应该使
SMD 段朝向 BGA 角落,以提供最大的抗疲劳强度。
6.4 波峰焊接对正面 BGA 的影响
6.4.1 正面再流焊
印制板混合技术常见的组装顺序
为首先再流焊接印制板正面的表面贴装封装,然后再
波峰焊接通孔封装(由正面插入)。对于双面印制板,
反面表面贴装元器件通常在正面元器件之前贴装,并
通过再流焊接或点胶的方式将它们固定在所需位置。
反面元器件如果没有被点胶固定的话,应该通过波峰
焊载具与波峰隔开。
但是在波峰焊接过程中,印制板正面已再流焊接过的
表面贴装元器件也会受热。当温度升高到接近焊料合
金液相线点时,这种加热会导致这些元器件的焊点融
化。因此要注意防止这些元器件的焊点温度达到液相线温度。
6.4.2 正面再流焊的影响
需要注意 BGA 焊点,因为它们的焊点在波峰焊接中处于受应力状态。如果这些焊
点达到液相线温度(共晶锡铅焊料成分为 183°C;SAC 合金 217°C),那么由于升温过程中导致的热机应变,
此时焊点就存在退润湿或从印制板/封装基板脱离的潜在风险。因为受热后焊料极其柔软,即使是在接近液相
线温度,当温度没达到固相线时也会存在冷焊、退润湿或者焊球变形的风险。
图 6-32 描述了主板正面 BGA 器件发生焊球变形和退
润湿的情况。在波峰焊接时,BGA 焊点会达到 180°C
的峰值温度。BGA 焊点比有引线 SMT 器件焊点更易
出现这些缺陷,因为它们缺少应变消除。
为了避免印制板正面出现 BGA 焊点问题,在锡铅波峰
焊接过程中其温度不应该超过 150°C
,对于无铅合金波
峰焊接不应该超过 190°C
。这比密节距有引线元器件(如
塑封 QFP)所允许的最高温度要低。
图 6-33 是一例混合技术印制板上焊点在波峰焊接中可
接受的温度曲线。
要确定保持温度低于 150°C
(对于无铅为 190°C)的各
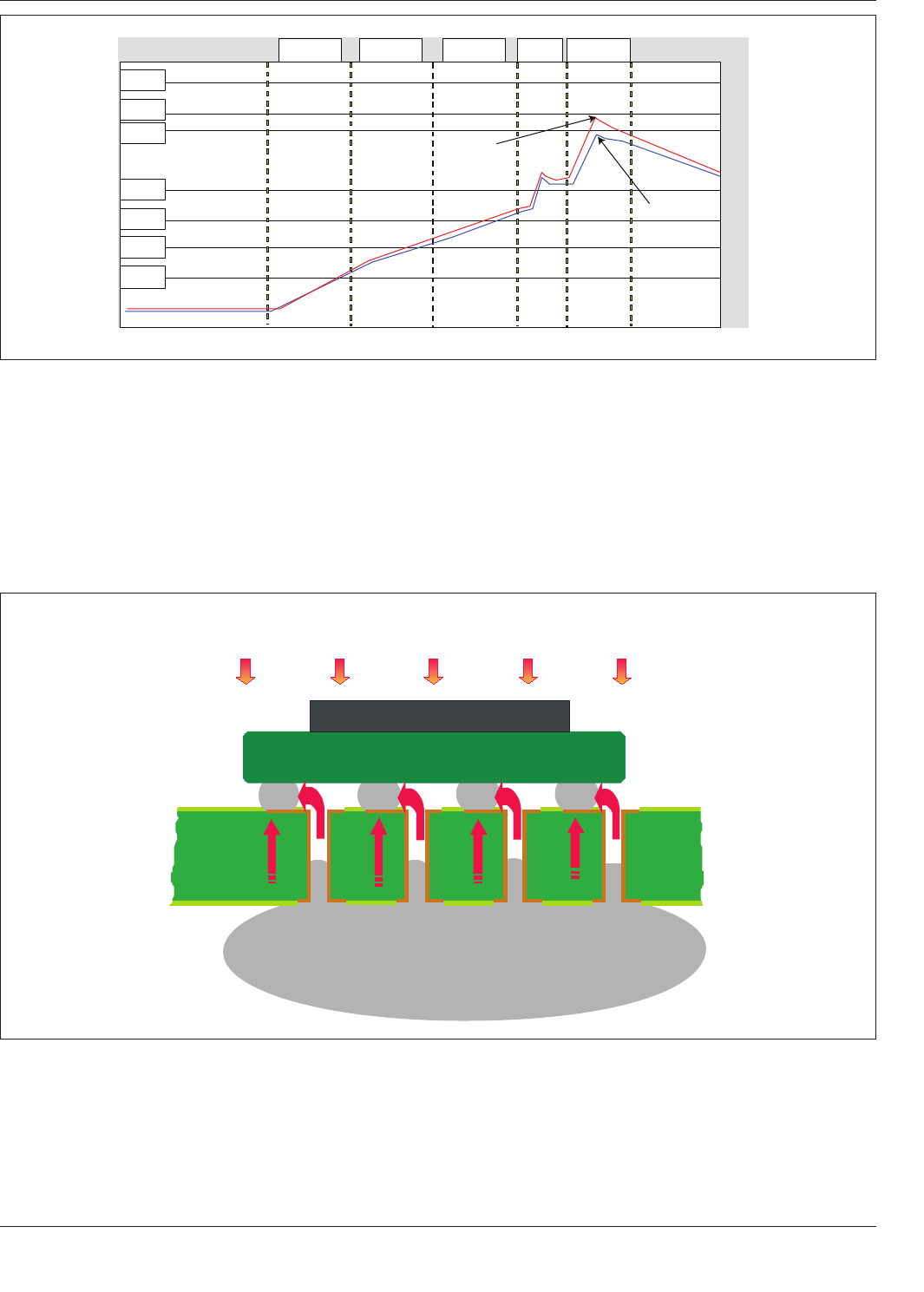
种方法,最好先确定波峰焊工艺中 BGA 焊点受热的多种方式。
图 6-34 展示了三种路径 :
路径 A- 穿过印制板的厚度,热量由反面传导至正面
路径 B- 经由导通孔壁传导,沿着连接导通孔的导体到 BGA 焊点连接盘
路径 C- 位于波峰焊接设备上方的预加热器产生的对流和辐射
A
E
D
C
B
IPC-7095d-6-31-cn
图 6-31 BGA 接地或电源连接
A– 金属限定段
B–SMD 段
C– 阻焊膜
D– 铜层
E– 蚀刻成月牙形开口的平面
图 6-32 正面再流焊点退润湿和焊球变形案例
IPC-7095D-WAM1 CN 2019 年 1 月
74
图 6-33 正面元器件混装板组件,波峰焊温度曲线
A– 温区 1
B– 温区 2
C– 温区 3
D– 紊波(译者注)
E– 平波
F– 密节距的最大峰值温度为 160 °C
G– BGA 的最大峰值温度为 150 °C
150 ° C
160 ° C
183 °C
80 ° C
B
100 ° C
A C D E
40 ° C
60 ° C
G
F
IPC-7095d-6-33-cn
图 6-34 波峰焊接时,到达 BGA 焊点的热通道
A– 路径 A
B– 路径 B
C– 路径 C
D– 热源
E– BGA
F– 印制板
G– 波峰
D
E
C
A
G
B
F
IPC-7095d-6-34-cn
IPC-7095D-WAM1 CN2019 年 1 月
75
6.4.3 避免正面再流的方法
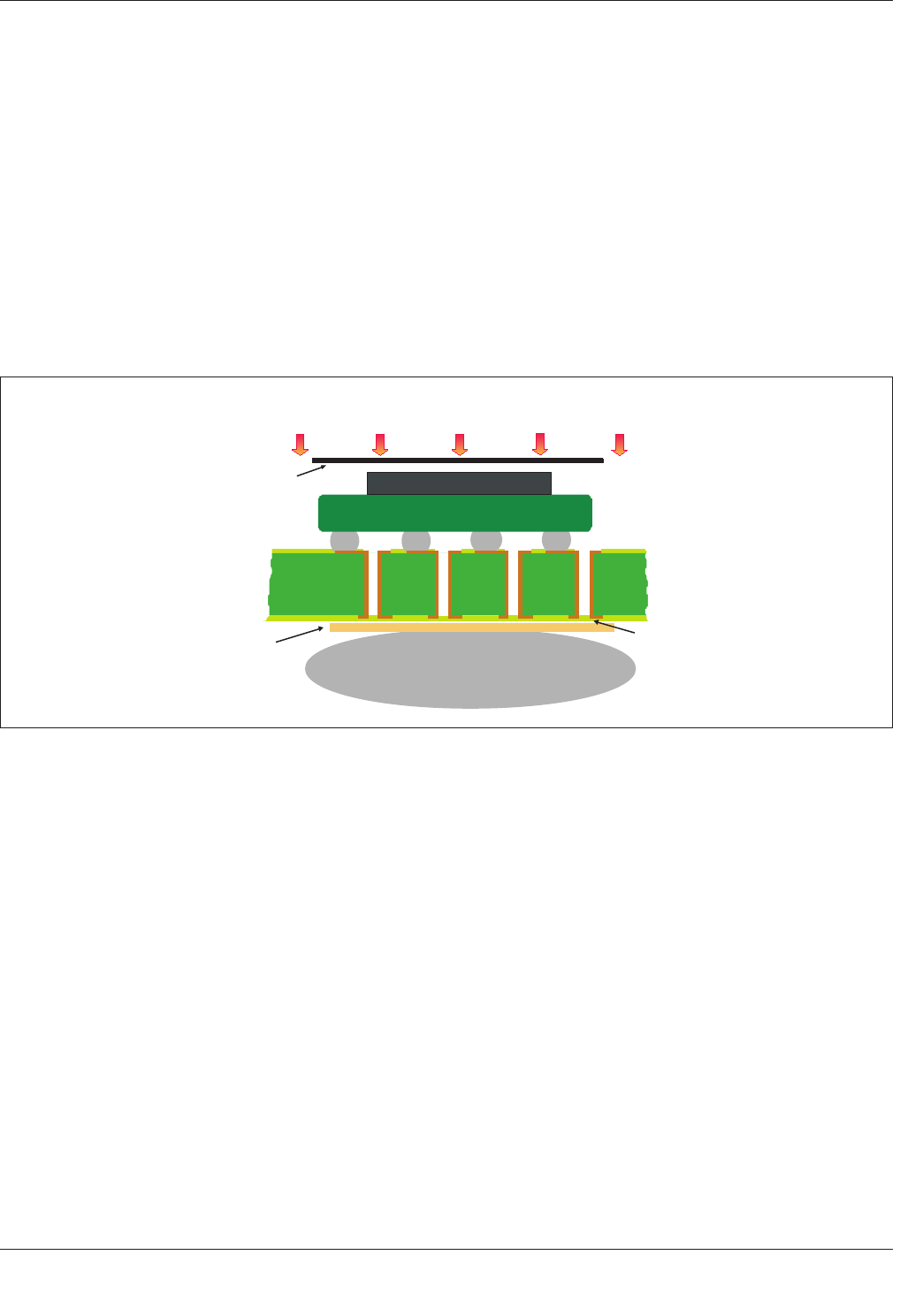
避免正面再流,其宗旨是要减少 6.4.2 三种路径传热至 BGA 焊点中的一种或多
种路径。图 6-35 说明了这些方法。
1) 可在 BGA 封装外安装热隔离装置以避免直接受热于波峰焊接设备内的预热器。这些热隔离装置可与波峰
焊载具机械联结在一起。
2) 在印制板反面用阻焊膜将导通孔遮蔽
。导通孔遮蔽规则在设计时应写进可制造性设计(DfM)。需要遮蔽的
是那些以较短的路径与 BGA 连接盘相连或与印制板导电平面相连的导通孔。
3) 可在 BGA 位置正下方的印制板反面放置非金属隔离装置以避免波峰与这些位置相接触,波峰隔离装置也
可以通过非金属爪与波峰焊载具相连。
此外,选择性波峰焊载具可以利用 BGA 下面的固体材料来阻止焊料与印制板反面接触,以及阻止热量由导通
孔传递至连接盘,这可防止 BGA 焊点的二次再流。
上述各方法的有效性应该通过测量波峰焊期间 BGA 焊点的温度曲线来确认,以确保温度稳定在 150°C 以下。
D
E
C
A
G
F
B
IPC-7095d-6-35-cn
图 6-35 避免 BGA 正面焊点在波峰焊时再流的方法
A– 热源
B– BGA
C– 印制板
D– 导通孔遮蔽
E– 波峰
F– 热隔离装置(与载具相连)
G– 非金属波峰隔离装置(与
载具相连)
6.4.4 无铅印制板的正面再流
大部分无铅焊料的熔点比共晶锡铅焊料高。因此,当对已经再流的正面无铅
SMT 元器件的组件进行波峰焊接时,正面发生再流的风险大大降低。对于 SAC 合金,印制板正面焊点耐受的
最大再流温度可达 190°C,而不会对 BGA 焊点产生任何影响。
6.5 可测试性和测试点的访问
触点的设计差异对于接触质量和可靠性、可接触性和之后的可焊性有着不同
的影响,但这种影响对于微型触点来说是微不足道的。
6.5.1 元器件测试
随着 BGA 节距和焊球尺寸的减小,为充分测试 BGA 封装,插座制造商对于插座的设计
面临越来越多的挑战。最顶端的设计要满足亚毫米级节距的 BGA 需求。
挑战之一是与 BGA 所有焊球相接触。焊球在焊接时融化,自动对准并与印制板上对应的连接盘相连接。因此
当 BGA 与印制板连接时,可容忍较大的焊球位置偏移。但是在测试和老化时,这些变化必须收紧,因为焊球
并不能自对准插座触点。
设计插座探针时,设计人员需要考虑焊球高度的变化。焊球高度的差异越大,插座探针需要的触及范围越大。
焊球在测试时较容易遭受伤害。