IPC-7095D-CHINESE NP 2019.pdf - 第93页
IPC-7095D-W AM1 CN 2019 年 1 月 77 软化。施力机构设计时需要将这一变化考虑进去,使得它们能在温度变化的环境下使用。即使在常温条件下, 对元器件的持续测试也会使接触位置的温度增加。 实际上,要求焊球在经历严苛的测试和老化后仍是可焊的,其焊点需要具有可接受的接触强度、接触面积和焊 柱形状。为了评估测试和老化操作后的影响,需要观察的项目包括可焊性、共面性和焊球的总体外观形状。焊 球在测试和老化过程中不应损失过多焊…
IPC-7095D-WAM1 CN 2019 年 1 月
76
BGA 老化试验会在高温下进行。老化时间 / 温度的共同作用会使焊球软化,其软化程度取决于焊球材料。当
测试探针施加压力时,软化的焊球会出现严重的变形并可能会影响老化过程中接触质量。插座制造商需要确保
探针不会粘附于软化的焊球且不会将焊球拉脱。
插座测试探针的设计也很关键,探针凿损焊球不能以这种方式或达到这种程度,即凿损变形在 BGA 连接 PCB
时或后会成为质量或可靠性问题。一些触点与焊球边缘相接触,还有一些与焊球顶部相接触。对于某些设计,
每个探针都是带弹簧的;另外,所有触点探针在同一刚性平面内。
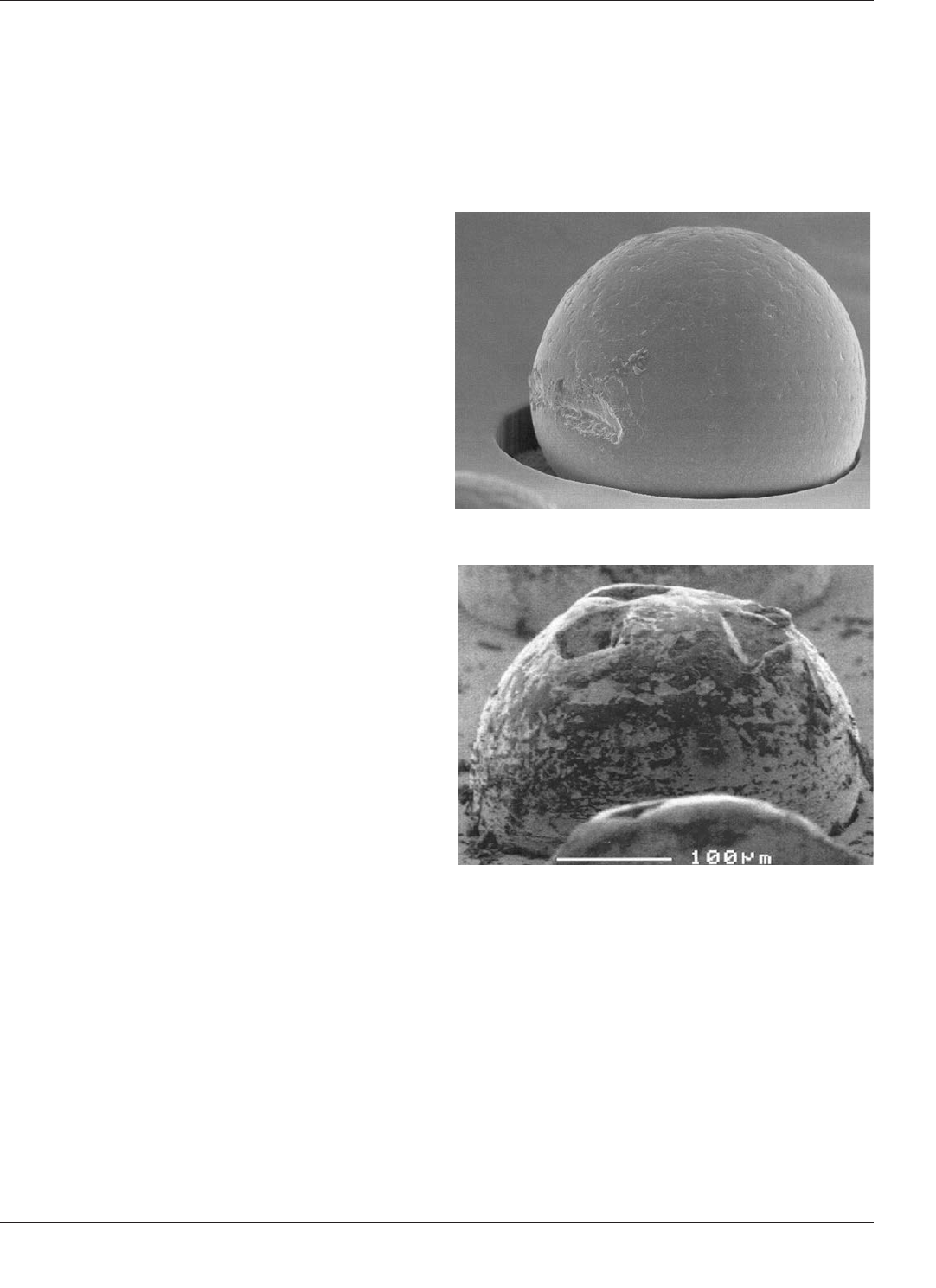
6.5.2 测试和老化过程中对焊球的损伤
在其最初状
态,共晶焊球有光泽且相当圆整。焊球的连接、处理
和随后对 BGA 操作步骤可能会导致变形、损伤、刺痕
和凹痕。
在测试和老化过程中焊球的变形是可预期现象,不影
响产品可用性的异常是可接受的。每次接触会在焊球
上留下独特的印痕。在测试和老化过程中,这些探针
接触焊球的不同位置,从而在焊球上留下各触点独特
设计的印痕特征。
已经知道焊球在某些情况下会脱落。目标不是要通过
视觉系统识别焊球是否缺失或者是否在测试中损伤焊
球,而是要优化焊料连接,并选择与待测器件有良好
配合的测试插座。
一些触点仅对焊球侧面产生影响而不是焊球底部,焊
球底部在接触过程中未被碰到。图 6-36 表示了一个这
样的例子。其它的触点会对焊球底部产生影响。图 6-37
展示了底部接触后的焊球。这种情况的担忧在于,在
再流焊过程中,触点留下的下凹坑可能会截留会助焊
剂,并在再流加热情况下爆炸,使焊料飞溅,导致短
路等问题。
一些触点设计可防止助焊剂截留。触点探针与焊球底
部接触产生一个可作为助焊剂排出通道的图形,这样
在再流焊过程中不会截留助焊剂。
其它的触点压痕允许助焊剂截留。如果压痕在焊球底
部形成小孔,那么发生助焊剂截留的可能就很大。处于凹坑浅层中的助焊剂截留可能不会导致什么问题。只有
当凹坑比预期设计大而容纳足够多的助焊剂才会导致问题。
一些触点为接触探针各自设计有施力机构,而其它触点设计有相同的施力机构同时作用到所有探针上。所有不
同种类的接触机构都会导致焊球上的一些印痕。触点的尺寸应与待测焊球尺寸相匹配以减少焊球变形。因此,
触点尺寸需要随着焊球尺寸和阵列节距的减小而减小。过大尺寸的触点会使焊球短路或使焊球遭受不希望的变
形量级。
保证接触的施力机构必须与焊球硬度匹配,而硬度取决于焊料成分。施力过大会导致不必要的形变。施力机构
需要提供足够的力使得与阵列中最小焊球的接触。在遭受或暴露于高温并持续较长时间的情况下,焊球会发生
图 6-36 镊子类工具接触焊球侧面后案例
图 6-37 弹簧探针与焊球底部电气接触后的压痕
IPC-7095D-WAM1 CN2019 年 1 月
77
软化。施力机构设计时需要将这一变化考虑进去,使得它们能在温度变化的环境下使用。即使在常温条件下,
对元器件的持续测试也会使接触位置的温度增加。
实际上,要求焊球在经历严苛的测试和老化后仍是可焊的,其焊点需要具有可接受的接触强度、接触面积和焊
柱形状。为了评估测试和老化操作后的影响,需要观察的项目包括可焊性、共面性和焊球的总体外观形状。焊
球在测试和老化过程中不应损失过多焊料,以免缺少足够的焊料形成最佳连接。焊球应适合再流焊工艺以形成
可接受的触点连接。焊球腐蚀和在老化和测试中带来的异物不应对焊球的质量和长期可靠性产生不利影响。在
测试和老化循环之后,尤其是对于非融化焊球,满足预期的共面性是 BGA 良好连接到基板的基本要求。
不同的技术,探针与焊球的接触部位不同。绝大部分触点设计为底部接触,通过与焊球底部接触以形成连接。
考虑到有这些选择,无法申明在操作过程中焊球的某些部分是不可触碰的。如果对于成品的可焊性、共面性、
焊料量、质量和可靠性没有影响,保持焊球的某些区域不被触碰既不可行也没必要。
6.5.3 印制板测试
当考虑测试、检验和测量日益复杂的基板互连,尤其是当涉及到基板的电气评估时,会提
出许多问题。为了制造商能够降低成本,同时确保基板互连的电气功能,客户需事先提供定义好的测试数据,
优选是 100% 的网表测试。
如使用夹具和针床进行开路和短路测试,随着探针外
形尺寸的减小和密度的增大很快会不能满足测试要
求。两倍密度或节距为 1.77mm 的测试针床似乎足够
能满足 400
μ
m 或以上的节距要求。当基板密度增长至
节距小于 400
μ
m 时,需要考虑采用替代技术。四倍密
度夹具是一个可行的选择(每平方厘米 62 根探针),
但是关于由探针接触而导致的可能外形损伤的担忧也
在增加。另外,考虑到双倍或四倍密度夹具以及测试
设备的成本,基于目前对于电气测试的理解和测试理
念的线性投影,使得在期望成本内调整测试总覆盖率
发生了困难。
对于各种网格分区内有 200 至 1,000 I/O 密度,显然两
倍或四倍密度适合于这种平均 I/O 要求的裸印制板连
通性测试。但是如果元器件是以“边缘到边缘”的方
式堆叠起来的,那么使用这种方法的测试是不可能的。
这是因为节距为 1mm 的 BGA 每平方厘米包含 96 个连
接盘,同时四倍密度测试夹具能容纳的密度仅为每平
方厘米 62 个探针。
将元器件散布在贴装结构上可减少一些复杂度,但也
会消耗更多空间并降低性能。当采用目前现有的测试
理念,重要的是要明白元器件 I/O 最大化会使裸印制
板的全覆盖测试成本提高,这是因为需要采用多重测
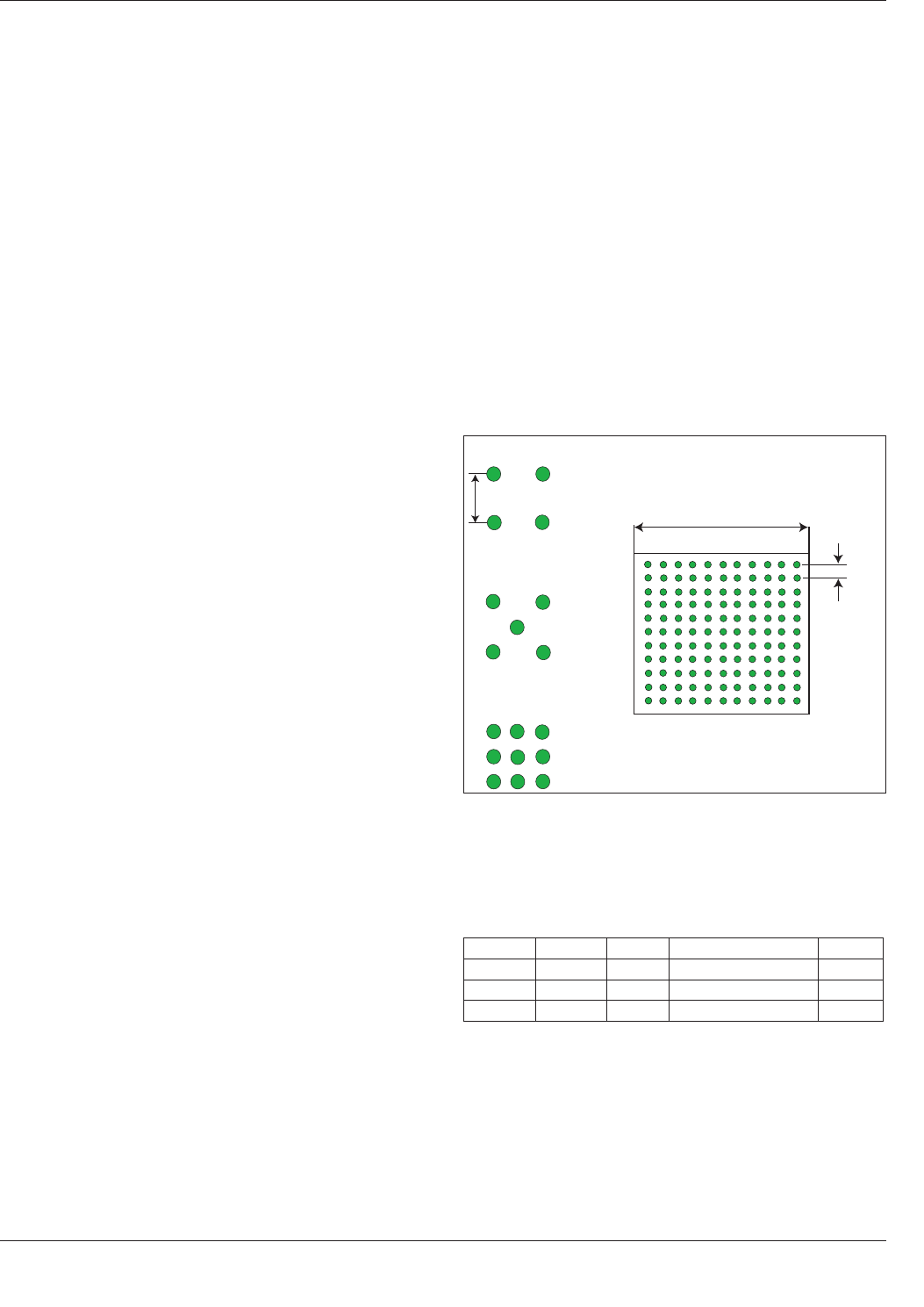
试或双夹具测试。图 6-38 展示了元件连接盘要求与夹
具能力之间的对比关系。
0.254 cm
Z
P
A
B
C
IPC-7095d-6-38-cn
图 6-38 面阵列连接盘图形测试
图注:
夹具密度是基于元器件相互距离为最小,且封装轮廓
外的电气测试引脚不能使用这一假设。当元器件没有被阻隔,
测试引脚可以从该器件连接盘图形外面聚集。对于右侧的图
形,下列数据将适用:
P (mm) Z (cm) I/O 测试探针 / 平方厘米 ICT
1.5 2.53 300 46.9 QD
1.27 2.06 300 70.6 > QD
1 1.76 300 96.8 > QD
A– 单一密度(15.5 TP/sq cm)
B– 两倍密度 (
31 TP/sq cm)
C– 四倍密度 (
62 TP/sq cm)
P– 节距
Z– 封装尺寸

IPC-7095D-WAM1 CN 2019 年 1 月
78
飞针测试消除了对价格昂贵夹具的需求,取决于基板制造的产量,它可提供高性价比方案以替代针床测试。取
决于所用的设备,针床测试相对较慢,同时设备可能会比较昂贵,这种问题是由增加的密度要求和额外的网表
测试需求综合产生的。大部分这种设备 / 测试技术是随半导体工业发展而来,且遇到较大尺寸面板等机械因素
的挑战而经历一些困难。另外,某些情况下对小特征尺寸进行检测时会使探测系统失效,因为用探针对这样的
特征进行通电是困难的。
6.5.4 印制板组件测试
印制板组件可测试性设计通常会涉及到系统级可测试性问题。对大多数应用,有系统
级故障隔离和系统恢复要求(如平均维修时间、正常运行时间百分比、单个故障持续时间和最大维修时间)。
为了满足这些合同要求,系统设计需要包括可测试性特征,这些相同特征在很多场合都能够采用以增加组件级
的可测试性。
印制板组件可测试性理念也要与总体集成度、测试和合同维护计划相适应。
开发印制板组件测试策略时,必须要考虑的因素包括:
• 工厂所使用的测试设备
• 如何策划集成和测试
• 当印制板组件进行敷形涂覆时
• 仓库和现场的设备测试能力
• 员工的技术水平
项目处于不同阶段所运用的测试理念是不一样的。例如,首件调试理念可能与所有系统都已出货后对备件测试
的理念完全不同。在开始设计之前,系统可测试性功能要求应该在概念性设计评审时提出。这些要求以及任何
衍生的要求应该分解到各种印制板组件并加以文件化。系统和项目级别的测试标准和如何将这些标准分解到印
制板组件要求已超出本标准的范围。
功能测试(FT)和 ICT 是用于印制板组件测试的两种基本类型。FT 用于测试电气设计的功能性。功能测试设
备通过连接器、测试点或者针床访问到待测组件。组件功能测试是通过施加预定信号(矢量)到输入端,同时
监控输出来保证设计响应的正确性。
ICT 用于发现印制板组件的制造缺陷。在线测试仪利用与组件各节点接触的针床夹具来访问待测组件。组件的
测试是通过对组件上的全部元件单独量测后完成的,对于设计较少有限制。
敷形涂覆印制板组件和许多 SMT 组件以及混合技术组件会有针床物理接入方面的问题,从而限制了 ICT。在
线测试主要关注点是连接盘或引脚:
• 必须要在网格上(与使用针床夹具兼容)
• 应该可以从组件的反面连接(即非元器件侧或通孔焊接面)。
制造缺陷分析仪(MDA)是传统在线测试设备的廉价替代者。与 ICT 一样,MDA 可检查印制板组件结构中的
缺陷。它执行一系列测试,主要为在未加电源的情况下检查组件的短路和开路问题。对于大批量生产且制程高
度受控时(如统计过程控制(SPC)技术),MDA 可作为组件测试策略一种可行的方法。
非矢量测试是另一种 ICT 的廉价替代者。进行非矢量测试是寻找与制造工艺相关的 SMT 印制板组件,它不需
要对测试矢量编程。这是一种非通电测量技术,主要有三种基本测试类型:
1)
模拟结点测试
—采用大部分数字或混合信号器件引脚上的 ESD 保护二极管,对印制板组件上独特的引脚组
进行直流电流测量。
2)
射频感应测试
—利用组件上的器件保护二极管,磁感应常被用来测试器件失效。这项技术使用芯片的电源