IPC-7095D-CHINESE NP 2019.pdf - 第97页
IPC-7095D-W AM1 CN 2019 年 1 月 81 图 6-39 板拼联 A– 拼板工具孔( 3 处) B– 单板工具孔(每块板 3 处) C– 基准 X.XX X.XX X.XXX X.XXX X.XXX X.XX X.XXX C C X.XXX X.XX A B IPC-7095d-6-39-cn 图 6-40 展示了焊球焊接完成之后,常用来评估印制板组件清洁度的其它附连板。这些用于组件的梳形电路是 为了确认助焊剂或助…

IPC-7095D-WAM1 CN 2019 年 1 月
80
• 可能会影响元器件放置、导体布线、连接器触点分配的测试/故障定位要求
• 加工余量(如用于导体宽度、间距、连接盘制造等的蚀刻因子补偿)
• 制造限制(例如最小蚀刻外形、最小镀层厚度、印制板形状和尺寸等)
• 涂层和标记要求
• 使用的组装技术(如 SMT, 通孔或混合技术)
• 印制板性能等级
• 材料选择
• 基于制造设备限制条件的印制板组件的可制造性:
– 挠性(弯曲)要求
– 电气 / 电子
– 性能要求
• ESD 敏感度考量
6.6.1 在制板/拼托板设计
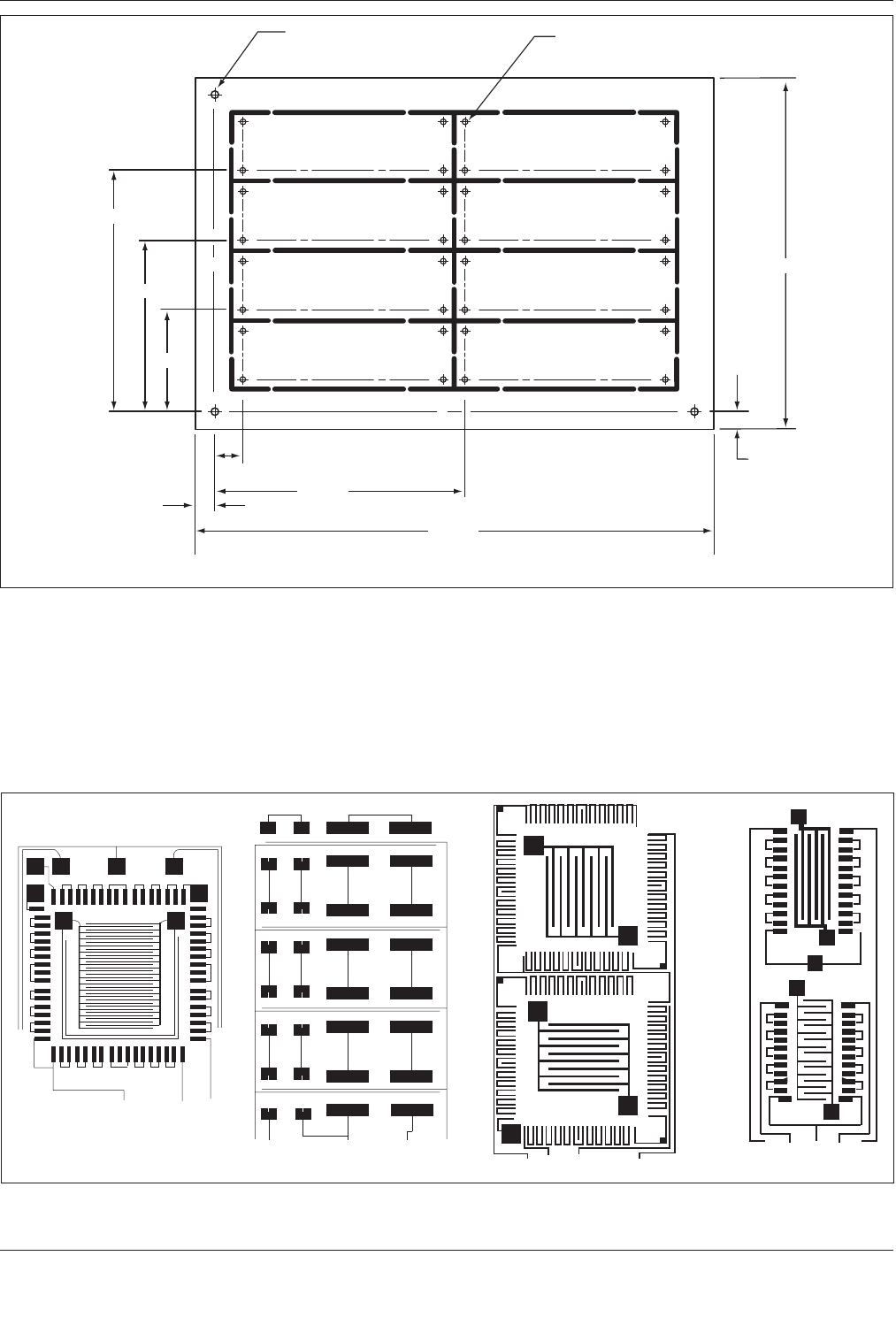
印制板拼联和拼托板对于测试和组装是一种标准的工艺。在制板制造需要基准系
统,同样在制板中单个印制板或拼托板都需要各自的基准系统。为了减少产生公差累积,将各单板基准与在制
板基准关联是很重要的。(见图 6-39)
大部分组装厂都想要用拼托板的形式进行组装,如图 6-39 所示。这些拼托板制造商可能在一张标准在制板上
将它们定位,在制板通常为 460mm×610mm。鼓励设计人员与制造供应商合作以优化物料流动、拼托板/单
板各自的分离方式以及如何进行测试。
6.6.2 中间制程 / 最终产品测试附连板
附连板旨在评估在制产品。它们能代表印制板或印制板组件的特征,
它们被整合到在制板板边为印制板厂商使用或整合到拼托板板边供组装厂商使用。大部分制造商和组装厂都有
自己受控的工艺。然而,通过各种物理方法评估测试附连板,对于弄清楚生产该部件的工艺和方法是否处于满
足要求所必要的受控状态是有价值的。
这种理念对于 BGA 来说是必要的,因为组装后人们无法看见连接盘或者焊点。测试附连板或试样应该反映了
具体印制板或在制板的特性。由在制板导出的数据应该用于建立导通孔和连接盘、线条、间距等要求。当试样
用于建立工艺控制参数时,它们
应当
持续使用可反映出此工艺的单孔尺寸或连接盘配置。工艺特性和通用的印
制板特性应该互相匹配。
IPC-2221 提供的附连板用于评估这些印制板和印制板组件特性,它们包括:
• 孔可焊性
• 防焊掩蔽
• 热应力电镀
• 厚度和连接强度
• 镀层附着力
• 表面可焊性
• 阻焊膜
• 表面贴装可焊性
• 表面键合强度
• SIR 表面绝缘电阻
• 湿度和绝缘阻抗
• 定位
• 互连电阻
IPC-7095D-WAM1 CN2019 年 1 月
81
图 6-39 板拼联
A– 拼板工具孔(3 处)
B– 单板工具孔(每块板 3 处)
C– 基准
X.XX
X.XX
X.XXX
X.XXX
X.XXX
X.XX
X.XXX
C
C
X.XXX
X.XX
A
B
IPC-7095d-6-39-cn
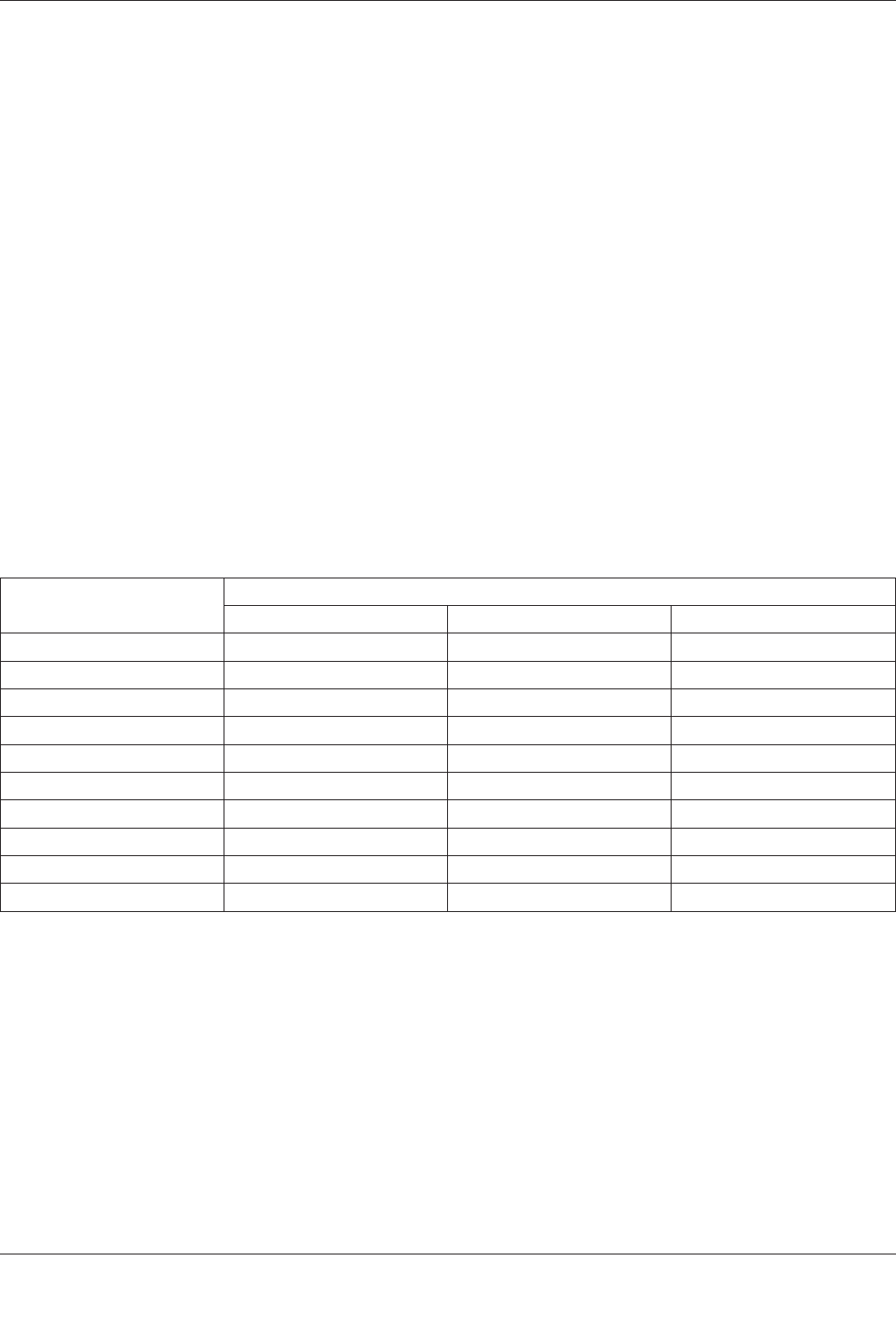
图 6-40 展示了焊球焊接完成之后,常用来评估印制板组件清洁度的其它附连板。这些用于组件的梳形电路是
为了确认助焊剂或助焊剂残留不会损害产品的电气性能。
图 6-40 梳形电路示例
IPC-7095d-6-40-cn
IPC-7095D-WAM1 CN 2019 年 1 月
82
6.7 散热管理
散热管理的主要目的是为确保所有电路元器件特别是 BGA,维持其功能正常并处于最大可允
许极限之内。功能温度极限规定了允许电子电路正常运行的环境温度或元器件封装温度的范围。
必须了解印制板组件要采用的冷却技术以确保印制板组件的合理设计。对于商业用途,通常使用直接风冷系统
(即冷却空气与印组件接触)。
对于使用环境较为恶劣的情况,需要使用其它冷却系统来对印制板组件进行冷却。对于此应用,安装组件至由
空气或液体冷却的结构中,元器件会借助热交换表面通过热传导实现冷却。这些设计必须要在组件上使用合适
的金属散热片。正确的元器件安装和粘合也是需要的。为了确保设计完善,需要提供热消散图以帮助分析和为
组件进行热设计。
电子设备内部的散热有三种基本热传递方式的交互作用:
1)热传导
2)热对流
3)热辐射
这些热传递方式会且通常会同时作用。因此,任何散热管理方法应该尝试让它们之间的自然交互作用达到最大
化。
6.7.1 传导
所有材料或多或少都会发生传导。通过材料传导的热量与材料的热导率 K、传导路径的横截面积
和材料间的温差成正比。热传导与路径长度和材料厚度成反比(见表 6-9)
表 6-9 材料类型对传导的影响
材料
热导率 (
K)
瓦特 / 英寸
°C 瓦特 / 米 °C 克 - 卡路里 / 厘米 °C • s
静止空气 0.0007 0.0276 0.000066
环氧树脂 0.005 0.20 0.00047
导热环氧树脂 0.02 0.787 0.0019
铝合金 1
100 5.63 222 0.530
铝合金 3003 4.88 192 0.459
铝合金 5052 3.52 139 0.331
铝合金 6061 4.36 172 0.410
铝合金 6063 4.88 192 0.459
铜 4.93 194 0.464
钢(低碳) 1.19 46.9 0.112
6.7.2 辐射
热辐射是通过电磁辐射进行的热传递,主要是红外线波长。它是物体在真空隔离环境进行热传递
的唯一方法,如宇宙环境。
由辐射进行的热传递是热源物体表面辐射系数、其有效表面积和物体间绝对温度四次方之差的函数。
辐射系数是指由材料向外辐射的能量与在相同温度下由辐射系数为 1 的黑体向外所辐射能量的比值。物体的光
学颜色与其是“热黑体”关系不大。无论是黑色、红色还是蓝色,阳极处理铝板的辐射系数不会发生改变。表
面处理是很重要的。无光泽或暗淡表面会比明亮或有光泽表面更易进行热辐射(见表 6-10)。
相互靠近的器件、元器件等彼此会吸收辐射能量。如果热辐射是热传递的主要方式,元器件相互之间的“热”
点必须要隔开。