00197469-02_SM_Twin_Kunde_EN.pdf - 第83页
6 Parameter and Calibrations 6.2 Parameters and calibrations SW6xx.x Service Manual SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020 83 Zero point correction (ZPC) D axis ► Start the SITEST program . ► Select the butto…
6 Parameter and Calibrations
6.2 Parameters and calibrations SW6xx.x
82 Service Manual SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020
6.2.2 Parameters for TwinHead
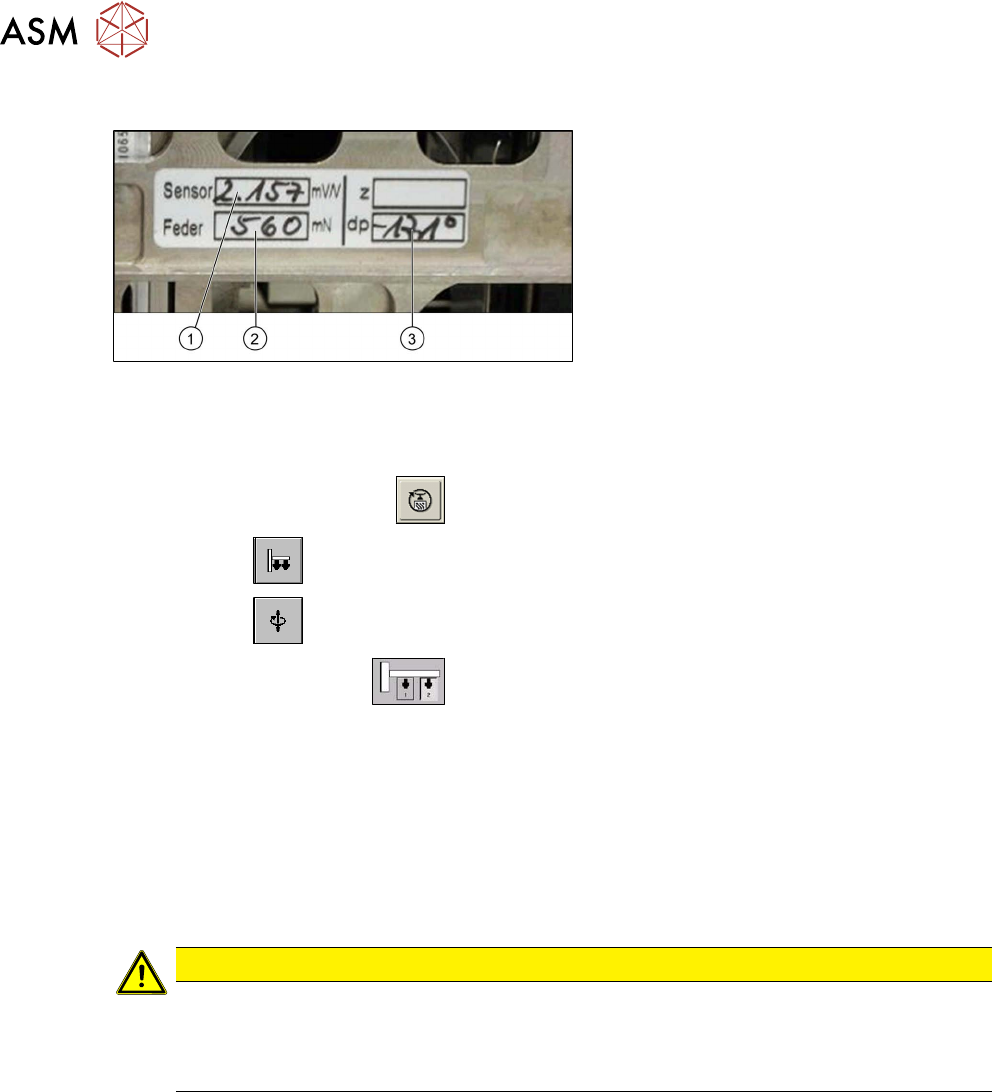
Fig.143: Label with D axis correction value and parameters
for the Twin module
Each Twin module has a label with the cor-
rection values. These correction values must
be entered in SITEST during first operation
or after replacing the Twin module:
1. Sensor (parameter for the DMS strips)
2. Spring (spring pre-tension)
3. dP (zero point correction D axis)
Parameter power sensor and spring pre-tension
► Start the SITEST program .
► Select the button.
► Select the button.
► Select the Twin module.
► Enable the checkbox Z axis.
► Select the Parameter... menu and enter the following values:
– Power sensor calibration value in [mV/V]
This value is always lower than 3.0 [mV/V]
– Spring pre-tension in [mN]
This value is between 300 and 700 [mN]
If these values are not entered in SITEST as specified on the Twin module, this will result in inac-
curate calculation of the placement force (1 to 15N).
CAUTION
Setting screw, spring pre-tension
Do not adjust the setting screw (fine thread) for the spring pre-tension!
It is currently not possible to measure the spring pre-tension at the customer site, meaning
that the placement head needs to be exchanged.
6 Parameter and Calibrations
6.2 Parameters and calibrations SW6xx.x
Service Manual SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020 83
Zero point correction (ZPC) D axis
► Start the SITEST program .
► Select the button.
► Select the button.
► Select the Twin module.
► Select the D axis checkbox.
► Select Positions....
► Disable the checkbox Digits.
► Specify the relevant ZPC value in 1/100degrees in line 2 ZPC from the Label and select Ac-
cept.
NOTICE
The D axis value applies for Twin modules1 and2, if the NPC is entered in line 2 at Posi-
tions. The station automatically calculates the ZPC for Twin module 1 (ZPC Twin
module 2 + 180° = ZPC for Twin module 1) :
► Example for the value shown above:
-17100 (module2) or
900 (module1)
► Perform a reference run for the D axis.
► Do not forget to perform D axis calibration afterwards.
Zero point correction (ZPC) Z axis
NOTICE
Enter the zero point correction standard values for the Z axis only if the reference run can-
not be performed.
Requirement: Make sure that the 517 nozzle is on the TwinHead.
► Start the SITEST program .
► Select the button.
► Select the button.
► Select the Twin module.
► Enable the Z axis.
► Select Positions... and enter the following values:
(disable "display in digits")
– Max. travel range: 57500 µm
– Min. travel range: -2000 µm
– Zero point correction: 0 µm
► Perform a reference run for the Z axis.
6 Parameter and Calibrations
6.2 Parameters and calibrations SW6xx.x
84 Service Manual SIPLACE TwinStar (Twin, Twin HF, Twin VHF) 07/2020
6.2.3 Calibrating the D axis
NOTICE
The exact zero point correction (ZPC) of the D axis is automatically calibrated using a cali-
bration nozzle.
Correct calibration can only be expected if the zero point correction angle differs less than
+/- 5 degrees
from the real value.
► Place the TwinHead calibration nozzle by hand on the sleeve of the appropriate Twin mod-
ule. Make sure that the two sleeve locating pins fit correctly into the nozzle.
► Perform an axis reference run for the D axis.
► Now check the alignment of the nozzle:
The hole drilled on the calibration nozzle must point to the center of the machine and the
nozzle must be aligned parallel to the conveyor.
► Assign the nozzle 516 for the P&P module to be calibrated:
► Start the SITEST program .
► Select the button.
► Select the button.
► Select the required Segment (Twin module) from the list.
► Select Edit.
► Select the 516 nozzle and then select the Accept button.
► Enable Selected segment.
► Select Confirm exchange.
► Start the SITEST program .
► Select the button.
► Select the button.
► Select the Twin module.
► Open the Calibrate zero point of D axis menu.
► When requested to do so by the SW, connect the D axis calibration nozzle.
ð The ZPC will be automatically determined through the angle recognition of the nozzle out-
line. Repeat this procedure until the new value does not deviate more than +/-0.01° from
the previous value.
NOTICE
If the calibration is not successful, you can roughly determine the zero point correction as
described below and enter this value.