RS-1 使用说明书 用户使用 Rev01.pdf - 第302页
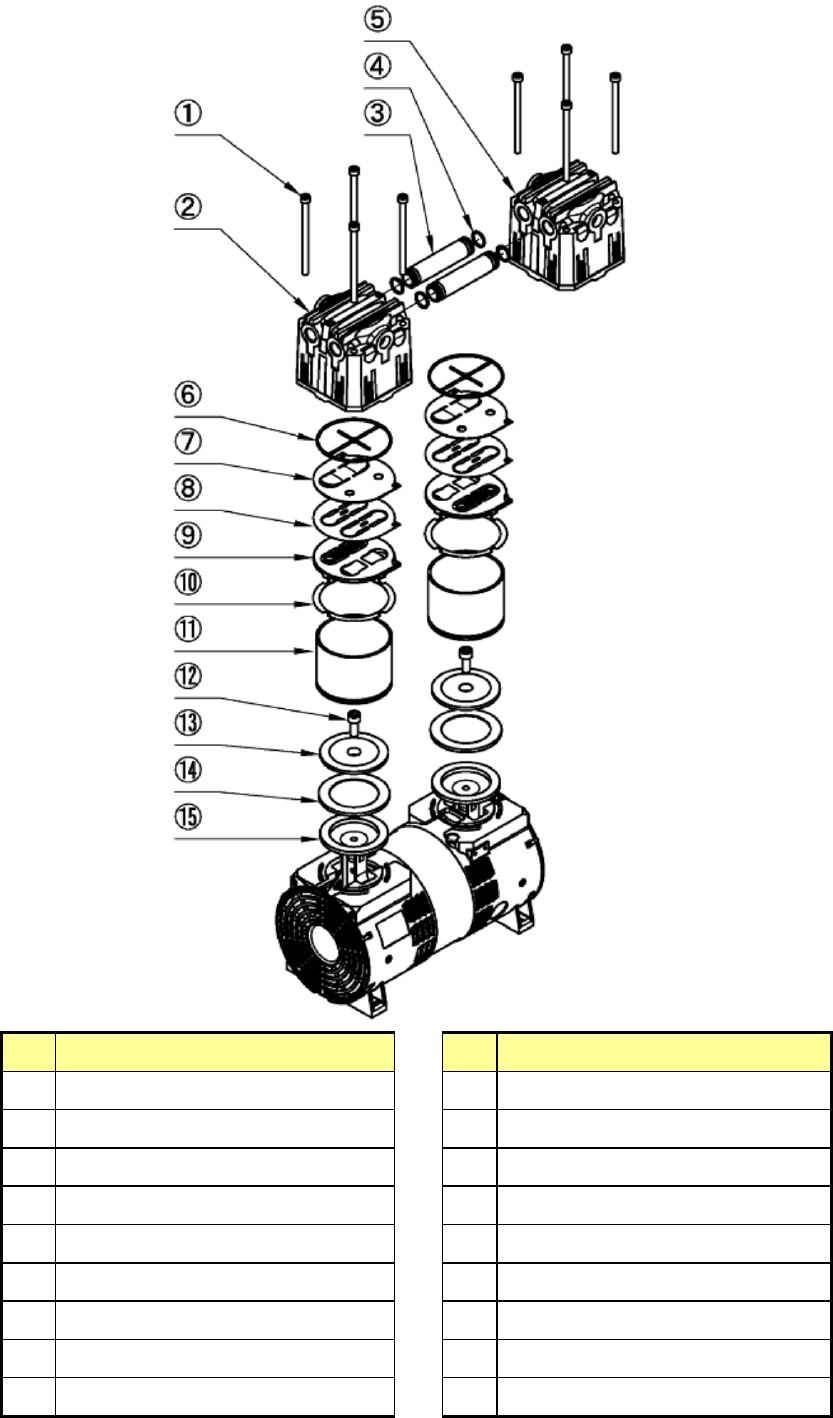
第 1 部 基本篇 第 3 章 维护 3- 38 真空泵分解图 No. 名称 No. 名称 1 内六角螺栓( M6×95 ) 8 根 10 气缸密封圈 2 泵 头盖 1 11 气缸 3 连接管 12 内六角螺栓( M8×20 ) 4 O环 P-10 13 碗型密封圈压板 5 泵 头盖 2 14 碗型密封圈 6 密封圈 15 连杆 7 阀挡板 8 吸排气阀 9 气缸板
第 1 部 基本篇 第 3 章 维护
3-37
●更换碗型密封圈
1) 拆下气缸。
2) 拆下内六角螺栓(M8×20)。
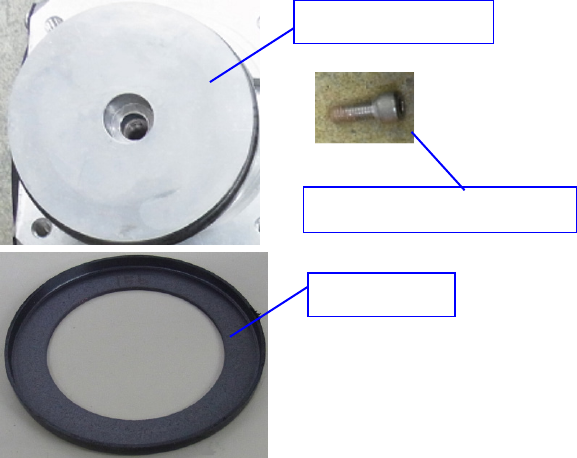
3) 拆下碗型密封圈压板,更换新的碗型密封圈。
请注意碗型密封圈的方向。要套进连杆。
4) 更换后,以 12.0N・m 的力拧紧内六角螺栓(M8×20)关闭。
※盖( 罩 )的安装,请按照密封圈的更换顺序进行操作。在更换其它消耗零件时,请不要关闭盖( 罩 ),
参照各部位的更换步骤操作。
碗型密封圈压板
内六角螺栓(M8×20)
碗型密封圈
第 1 部 基本篇 第 3 章 维护
3-38
真空泵分解图
No.
名称
No.
名称
1 内六角螺栓(M6×95)8 根 10 气缸密封圈
2 泵头盖 1 11 气缸
3 连接管 12 内六角螺栓(M8×20)
4 O环 P-10 13 碗型密封圈压板
5 泵头盖 2 14 碗型密封圈
6 密封圈 15 连杆
7 阀挡板
8 吸排气阀
9 气缸板
第 1 部 基本篇 第4 章 制作生产程序
4-1
第
4
章
制作生产程序
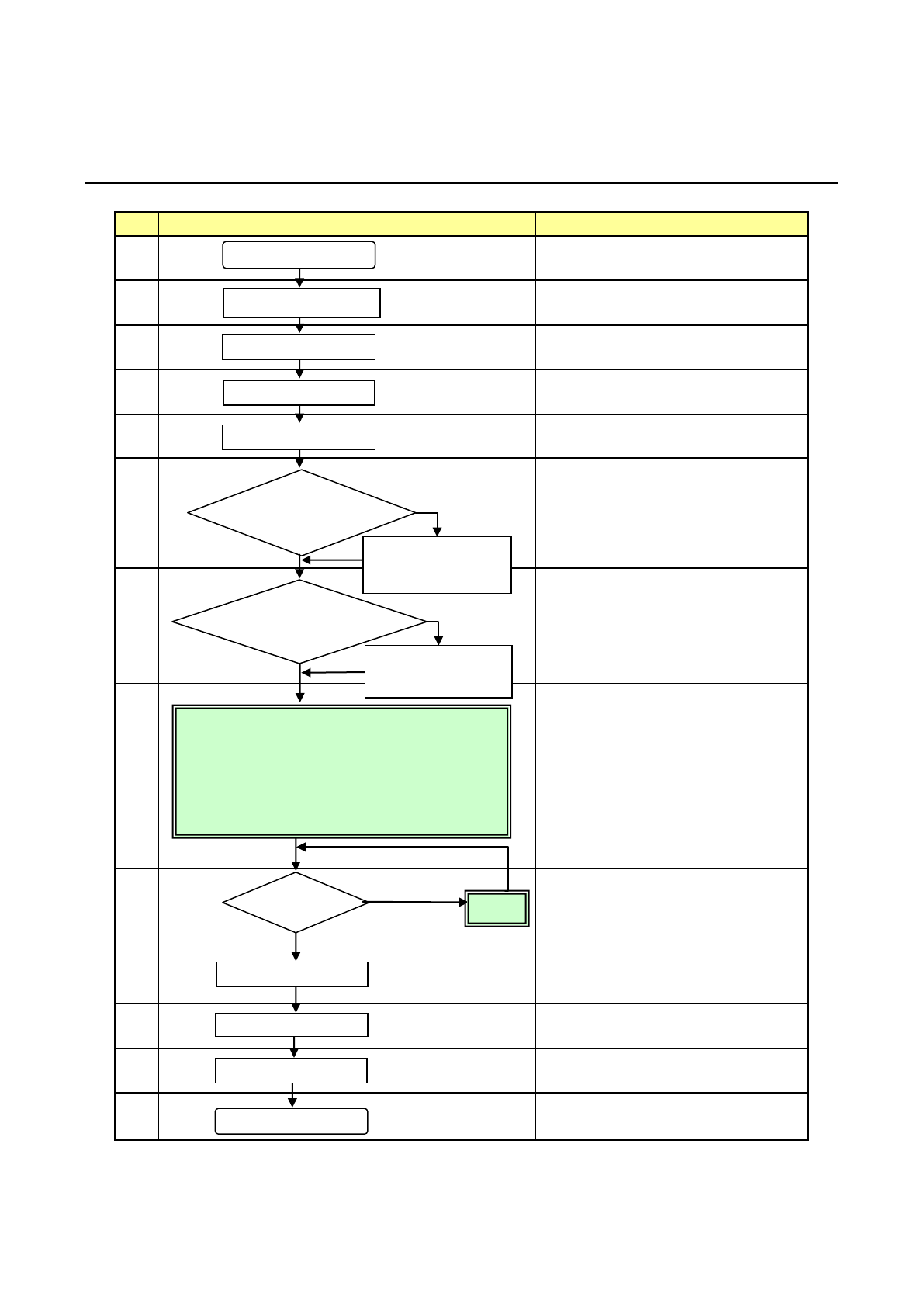
4-1 流程图
本章将对 No8 进行说明。同时,也将对 No9 的“校正”部分予以说明。
No.
生产流程图
备注
1
确认 ATC
周围的状况,进行日常检查。
2
确认主气压(0.5MPa)。
3
在实施前确认装置内部是否有异物等。
4
节假日后或寒冷地区,必须进行预热
(10 分钟左右)。
5
6
如果因日常检查、设置基板时清扫吸
嘴、改变基准销位置等而改变了机器
的初始设置状态时,请重新进行「机
器设置」。
(参见“第 8 章 机器设置”)
7 参见“第 5 章 数据库”
8
9
发生贴片位置偏移、定心不良等贴片
不正常时,可在「编辑程序」中进行
校正。部分元件数据可在「生产」中
进行校正。
10
11
12
13
定期实施。
(参见“第 3 章 维护”)
调整
机器设置
制作元件数据库
检查贴片
有错误贴片
无错误贴片
必要
不必要
不必要
必要
检查设备
接通电源
返回原点
预热
设置基板
在“机器设置”中
设置变更部分
在“数据库”中
制作元件数据
<制作、编辑生产程序>
●基板数据
●贴片数据
●元件数据
●吸取数据
校正
生产
结束生产
关闭电源
日常检查