NXT-III-IIIC 快速参考手册 基本操作篇.pdf - 第67页
62 简单说明所显示的示意图的含义。 简单说明所显示的示意图的含义。 表示胶着剂剩余量 表示料盘方向( 90 度) 表示料盘方向( 180 度) 元件底面 2D 码信息不一致。 表示料盘方向( 270 度) 因为料盘高度超过规定值, 发生异常停止 因为料盘高度超过规定值, 发生异常停止 在副料槽 1 上有生产中不使用的 料盘,存在和工作头发生干涉的 危险。 表示料盘方向( 0 度) 箭头方向根据元件吸取顺序而不同 箭头方向根据元件吸取顺…
机器概要 生产准备 生 产 示意图
61
换 线
简单说明所显示的示意图的含义。简单说明所显示的示意图的含义。
发生供料器定位点读取异常
指定料盘吸取点的向导
送料间距小于24mm时,请将闸门
向前推
送料间距大于24mm时,请将闸门
向后推
W08b/W08c供料器不能识别料带
的送料孔。
请按下料站的供料器安装按钮
补充结束(Set OK)
发生元件影像处理异常
请读取条形码
请读取条形码
请更换元件料卷
发生料尽
发生料尽
发生元件吸取失误
达到料带拼接极限、
请通过料带拼接补充元件
发生料尽预告
发生料尽预告
请进行料带拼接验证
请更换供料器
请更换料盘
请更换料盘
干燥部件的拆封寿命过期
正在干燥箱中保管的元件
即将达到料带拼接极限、
请准备料带拼接
根据机器的运行状况,小图标会显示不同背景色。
示意图示意图
3. 元件供应关系3. 元件供应关系
62
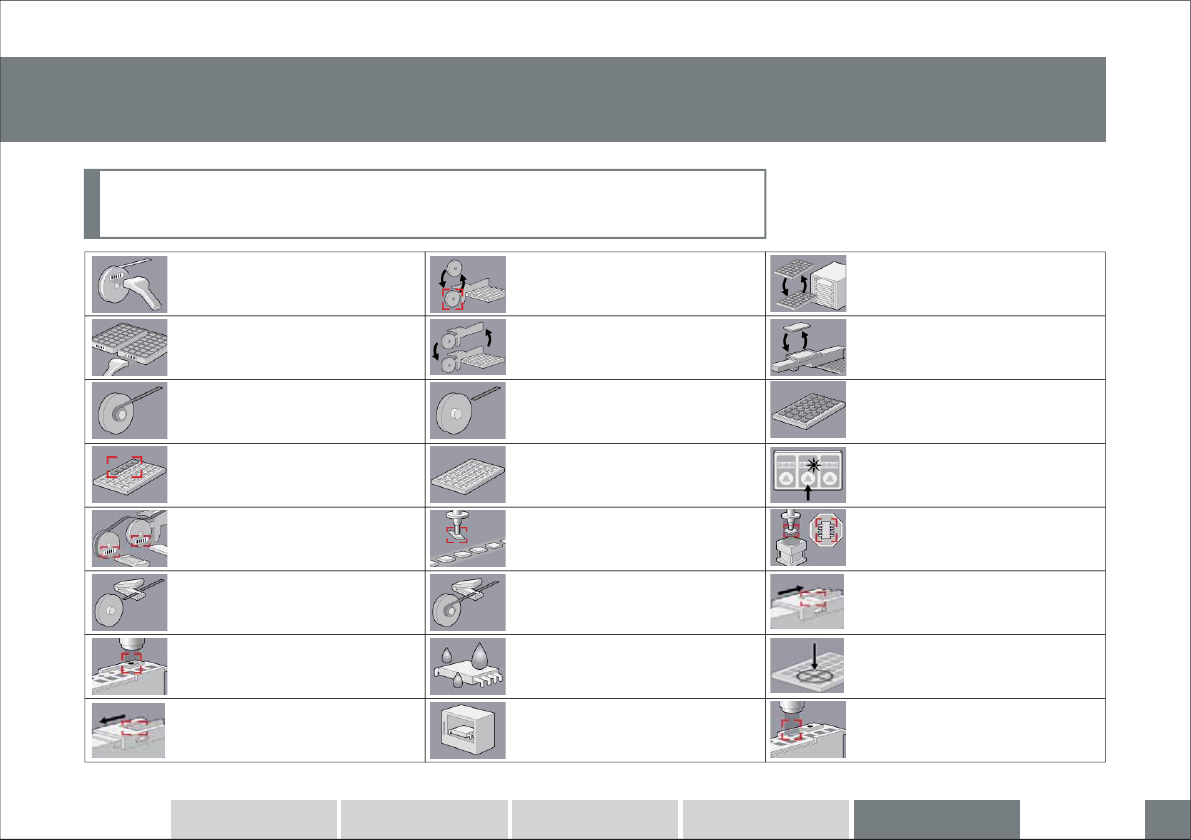
简单说明所显示的示意图的含义。简单说明所显示的示意图的含义。
表示胶着剂剩余量
表示料盘方向(90度)
表示料盘方向(180度)
元件底面2D码信息不一致。
表示料盘方向(270度)
因为料盘高度超过规定值,
发生异常停止
因为料盘高度超过规定值,
发生异常停止
在副料槽1上有生产中不使用的
料盘,存在和工作头发生干涉的
危险。
表示料盘方向(0度)
箭头方向根据元件吸取顺序而不同
箭头方向根据元件吸取顺序而不同
箭头方向根据元件吸取顺序而不同
箭头方向根据元件吸取顺序而不同
请解除料盘供料器单元的异常
请放下料盘单元-M的挡块
请向料盘单元-LT/LTC安装料盘箱
在副料槽2上有生产中不使用的
料盘,存在和工作头发生干涉的
危险。
请将料盘供料器单元的往复块
移动到后退端。
请将料盘供料器单元的往复块
移动到前进端。
请向料盘供料器单元供应元件
请从料盘单元的正面安全门
补充料盘
该元件被用户主机设定为不可
使用请与用户主机管理员联系
请先在料盘供料位置装入料盘托架,
然后再按供应完成按钮。
因为与料盘元件的剩余数不符,
请重新设定吸取点
料盘废弃箱已满
根据机器的运行状况,小图标会显示不同背景色。
示意图示意图
3. 元件供应关系3. 元件供应关系

机器概要 生产准备 生 产 示意图
63
换 线
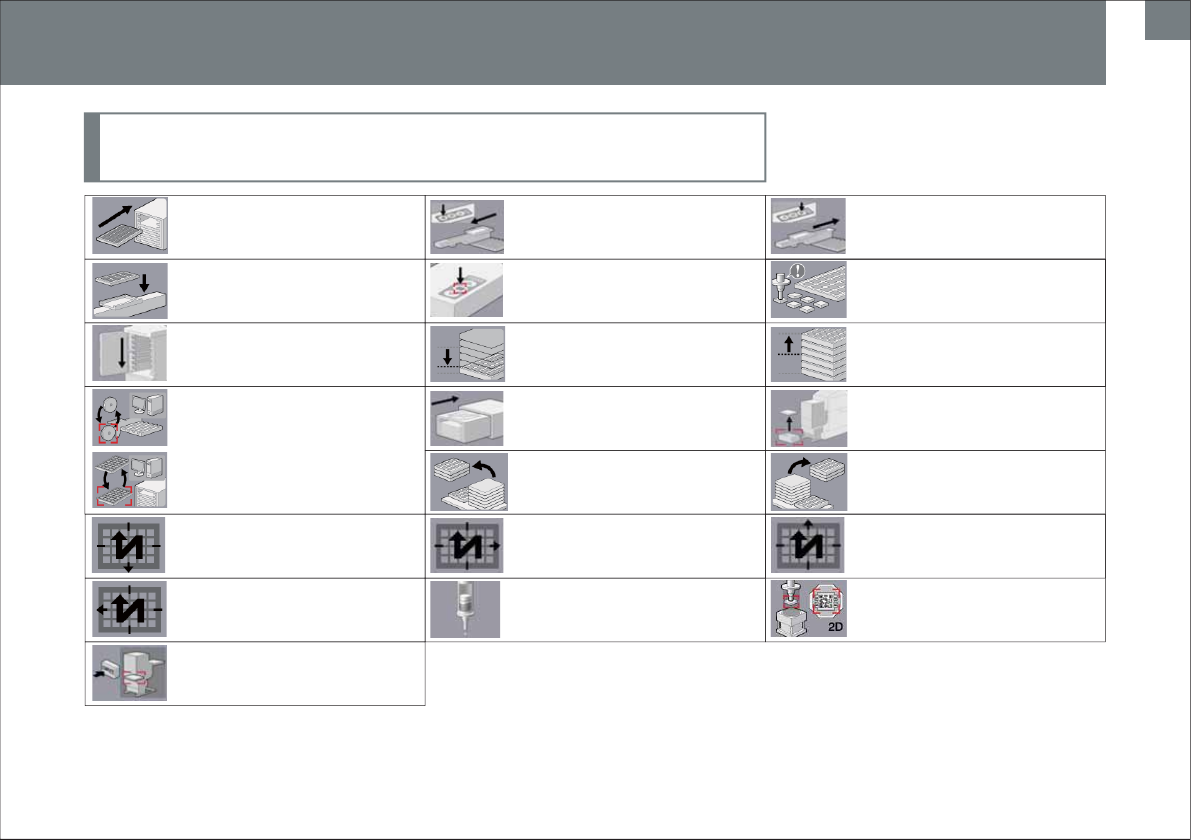
简单说明所显示的示意图的含义。简单说明所显示的示意图的含义。
清除机器上生产块数的显示
请更换支撑板
请清扫模组内部
清除机器上生产块数的显示
进行自我诊断
请取下通道1的支撑板
向模组前方右侧退避工作头
将搬运轨道宽度调整到最大,
更换支撑板
退避工作头
请更换通道2的支撑板
更换料站
更换单元
向模组前方左侧退避工作头
向模组后方退避工作头
调整工作头
请更换支撑板
将通道2的搬运轨道向前靠近,
更换通道2的支撑板
请取出电路板
将压板滑块复原
根据机器的运行状况,小图标会显示不同背景色。
示意图示意图
4. 手动模式关系4. 手动模式关系