00197974-06_UM_TX-Serie_DE.pdf - 第147页
Betriebsanleitung SIPLACE TX-Seri e 3 Technische Daten und Baugruppen Ab Softwareversion 713.0 Ausgabe 01/2020 3.7 LP-Transportsystem 147 3.7.2.4 T ransportart synchro n Im synchronen Betrieb werde n zwei Le iterplatten …
3 Technische Daten und Baugruppen Betriebsanleitung SIPLACE TX-Serie
3.7 LP-Transportsystem Ab Softwareversion 713.0 Ausgabe 01/2020
146
3.7.2.3 Transportart asynchron
Im asynchronen Betrieb wird immer eine Leiterplatte in einer Transportspur bestückt, während
eine andere in der zweiten Transportspur in die Bestückposition gefahren wird. Damit lässt sich
die volle Transportzeit einsparen, was speziell bei Leiterplatten mit geringer Taktzeit zu einer er-
heblichen Leistungssteigerung führt. Ist der Bestückautomat mit Auftragsdaten (Nutzen, Rüstung)
versorgt, werden zu jedem Zeitpunkt des Bestückbetriebs die auf den Eingabebändern anstehen-
den Leiterplatten in das jeweilige Bearbeitungsband transportiert (bei freiem Bearbeitungsband).
Der Bestückprozess beginnt, sobald eine Leiterplatte in den Bearbeitungsbereich transportiert
wurde. Die Leiterplatten werden nacheinander bestückt.
Wird der Bestückablauf unterbrochen, so wird die Transportschnittstelle gesperrt und die Leiter-
platten, die zu diesem Zeitpunkt in den Bearbeitungsbändern liegen, werden fertigbestückt.
Die Transportschnittstelle wird für beide Transportspuren gleichzeitig gesperrt bzw. freigegeben.
3
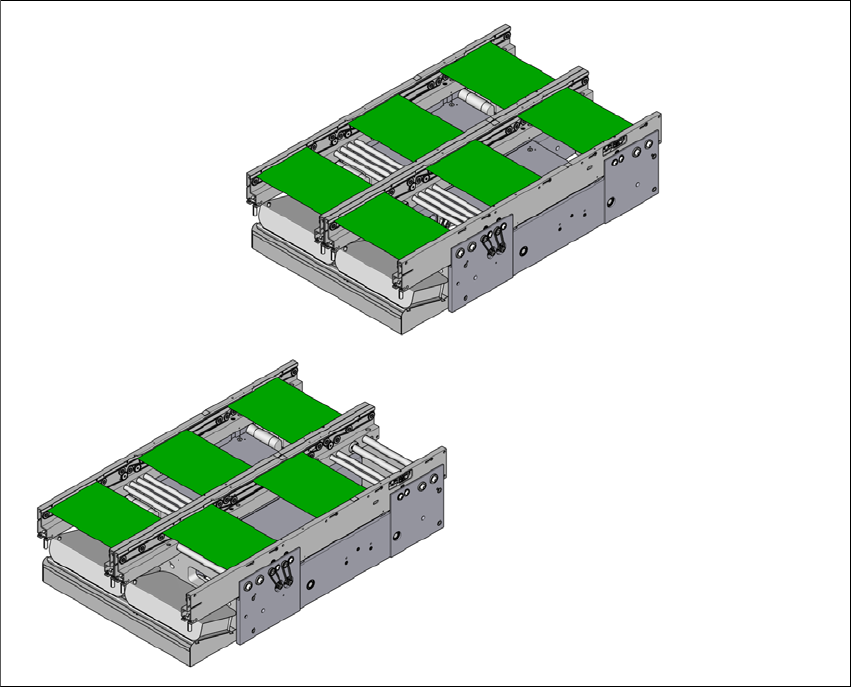
Abb. 3.7 - 3 Transportarten
Transportart synchron
Transportart asynchron
Betriebsanleitung SIPLACE TX-Serie 3 Technische Daten und Baugruppen
Ab Softwareversion 713.0 Ausgabe 01/2020 3.7 LP-Transportsystem
147
3.7.2.4 Transportart synchron
Im synchronen Betrieb werden zwei Leiterplatten gleichzeitig in die Bestückposition transportiert.
Sie werden als gemeinsamer Nutzen bearbeitet. Bei Produkten mit stark unterschiedlichem Be-
stückinhalt werden durch die gemeinsame Optimierung des gesamten Bestückinhalts beider Lei-
terplatten Leistungssteigerungen erzielt.
Die Zeit, die für den Leiterplattentransport anfällt, reduziert sich, da immer zwei Leiterplatten
gleichzeitig transportiert werden. Zudem wird eine bessere Auslastung der Pipettenkonfiguration
erzielt.
Leiterplatten auf den Transportspuren 1 und 2 werden synchron (d.h. die Transportbänder sind
unabhängig voneinander, werden aber synchron angesteuert) auf den Transportstrecken bewegt.
Der Bestückinhalt für Transportspur 1 und 2 muss über zwei Einzelschaltungen in einem Nutzen
organisiert werden.
Ist nur eine Transportspur beim Start des Bestückablaufs belegt, wird die Einzelschaltung dieser
Transportstrecke als "nicht zu bestücken" identifiziert.
Beim synchronen Betrieb des LP-Doppeltransports wird die Option "LP-Datenweitergabe"
(Whispering Down The Line) deaktiviert. Die Option "Globaler Inkpunkt" ist nicht zugelassen.
3.7.2.5 I-Placement
Zusätzlich zum synchronen und asynchronen Transportmodus steht das I-Placement zur Verfü-
gung. Bei I-Placement arbeiten beide Köpfe gleichzeitig und bestücken völlig unabhängig vonei-
nander jeweils eine Leiterplatte. Dadurch wird eine nochmalige Leistungssteigerung erreicht. Das
I-Placement ist Voraussetzung für die Bestückgenauigkeit von 15µm bei der
SIPLACE TX2i micron 15µm.
3.7.3 Steuerung und Breitenverstellung
3.7.3.1 Steuerung mit dem Einzelfunktionenmenü
Informationen zur Steuerung des LP-Transportsystems und zum Einzelfunktionenmenü finden
Sie in der Online-Hilfe.
3.7.3.2 Automatische Breitenverstellung
Die Transportbänder werden nach Erhalt des Kommandos auf die Sollbreite eingestellt. Beim
Doppeltransport sind unterschiedliche Breiten möglich.
Detaillierte Informationen zur Umstellung der Transportspurbreite entnehmen Sie bitte der Online-
Hilfe.
3 Technische Daten und Baugruppen Betriebsanleitung SIPLACE TX-Serie
3.7 LP-Transportsystem Ab Softwareversion 713.0 Ausgabe 01/2020
148
3.7.4 IPC-HERMES-9852
IPC-HERMES-9852 ist ein Kommunikationsprotokoll für SMT-Linien und kann die IPC SMEMA-
Schnittstelle ersetzen. Mit diesem Protokoll können mehr Informationen als die bisherigen In-
forma-tionen via der IPC SMEMA-Schnittstelle übertragen werden. Dieses sind nun beispiels-
weise:
– Eindeutige Leiterplatten IDs
– Barcodes
– Förderbandgeschwindigkeit,
– Leiterplatten-Länge und Leiterplatten-Breite
– Leiterplatten-Dicke
– Durchfahrhöhe
Alle diese Informationen können ohne Unterbrechung über die gesamte Linie übertragen werden..
Sehen Sie dazu das Administrator Handbuch IPC-HERMES-9852, [Artikel Nr.: 00198615-xx].