00196375-0102_UM S-Feeder_DE.pdf - 第83页
Dip-Modul Konfiguration des DIP-Moduls Software-Version 4xx (Plattform 1) Bedienungsanleitung SIPLACE S-Zuführmodule 83 5.9.4 Konfiguration des DIP-Moduls Das DIP-M odul wird nu r am Stati onsrechner konfiguriert. Folgen…
Dip-Modul
Software-Version 4xx (Plattform 1) Einbettung in das Gesamtsystem
82 Bedienungsanleitung SIPLACE S-Zuführmodule
5.9.3 Einbettung in das Gesamtsystem
SIPLACE Pro
BE–Editor:
Eintragungen im BE-Editor werden nicht an die Station mit 4xx - Software übertragen.
GF–Editor:
Eintragungen im GF-Editor werden nicht an die Station mit 4xx - Software übertragen.
Rüstung:
Es kann nur ein DIP-Modul pro Bestückautomat gestellt werden.
▪ Bis Stationssoftware 407 muss der Programmierer den Stellbereich (18 Spuren) für ein DIP-Modul
manuell freihalten.
▪ Ab Stationssoftware 408 (SIPLACE Pro 3.2) kann das DIP-Modul auf einem Tisch programmiert
werden, um sicher zu stellen, dass dieser Stellplatz nicht durch andere Fördererbelegungen
blockiert wird.
Stationsrechner
Die GUI bietet folgende für das DIP-Modul relevanten Bedienerschnittstellen:
▪ Neue Ansicht zur Anzeige, Programmierung und Bedienung des DIP-Moduls
▪ Fehlermeldungen bzgl. DIP-Modul in der Fehlerzeile und in der Ansicht "Fehler Anzeige"
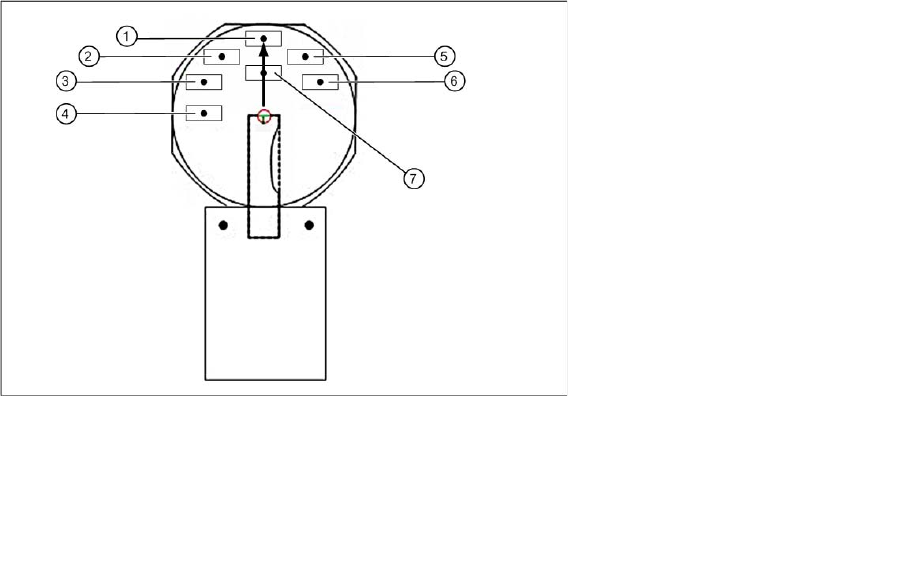
Hardware
Am DIP-Modul wird über ein Metallplättchen die gewünschte Schichtdicke eingestellt. Das Medium wird
vom Bediener manuell aufgetragen. Das DIP-Modul besitzt ein feststellbares Potentiometer zur Ein-
stellung der Drehgeschwindigkeit, einen Taster zum Starten der Tellerdrehung.
Legende:
1 Position S1 5 Position S5
2 Position S2 6 Position S6
3 Position S3 7 Position IC
4 Position S4
Dip-Modul
Konfiguration des DIP-Moduls Software-Version 4xx (Plattform 1)
Bedienungsanleitung SIPLACE S-Zuführmodule 83
5.9.4 Konfiguration des DIP-Moduls
Das DIP-Modul wird nur am Stationsrechner konfiguriert. Folgende Angaben werden benötigt:
Stellplatz und Spur: Es kann nur ein DIP-Modul pro Maschine gestellt werden.
Möglich ist ein Stellplatz von Spur 7 bis inkl. 111, wobei die angegebene Spur dem elektrischen An-
schluss entsprechen muss und der Mitte des Moduls entsprechen sollte.
Koordinaten des Tellermittelpunktes im Maschinenkoordinatensystem (X-Richtung entspricht LP-
Transportrichtung, Y-Richtung senkrecht dazu und nach links, positiv).
Z-Position des Tellerbodens. 0-Punkt ist Oberkante des Eingabetransports, größere (positive) Werte
nach oben. Der Tellerboden liegt tiefer als der Transport, also sind negative Werte einzugeben.
5.9.4.1 Aufnahme der X-Y-Position
►Starten Sie SITEST ab V 404.01.
►Ermitteln Sie die X- und Y-Koordinaten durch Anfahren des DIP-Moduls im SITEST.
Verwenden Sie zum Ermitteln der X- / Y- Koordinaten im SITEST die Funktion "LP-Kamera
teachen".
►Positionieren Sie dabei die Kamera auf die Mitte des Drehtellers. Notieren Sie die entsprechenden
Werte für die Eintragung in der Stations-Software.
HINWEIS
Default = 0: mit Sicherheitspuffer von ca 4000 mm
Läßt man den Defaultwert 0 bestehen, wird der Weg von 4000 mm im langsamen Z-Achsen-
Modus gefahren. Dies bewirkt geringe Leistungseinbußen.
VORSICHT
Art und Quelle der Gefahr
SITEST darf nur von Personen eingesetzt werden, die in der Anwendung bei der Fa. ASM
Assembly Systems geschult wurden und dadurch autorisiert sind.
HINWEIS
Art und Quelle der Gefahr
Es gibt keine Einzelfunktionen und SITEST-Funktionen für das DIP-Modul.
Dip-Modul
Software-Version 4xx (Plattform 1) Konfiguration des DIP-Moduls
84 Bedienungsanleitung SIPLACE S-Zuführmodule
5.9.4.2 Aufnahme der Z-Position
►Ermitteln Sie die Z-Position durch Vermessen der Höhendifferenz von Eingabetransportoberkante
und Tellerboden mittels Achstestbox, z.B. mit dem C&P 6- oder C&P 12-Kopf:
Z-Achs-Position ermitteln
►Im SITEST Menü C&P - Kopfachsen öffnen.
►Portal manuell über DIP-Modul stellen.
►Z-Achse freischalten.
►Z-Achse auf DIP-Teller verschieben.
►Achsposition mit Achstestbox oder SITEST-Software auslesen und notieren.
►Z-Achse wieder einschalten.
►Portal manuell über Transport stellen (Höhenvermessposition).
►Z-Achse freischalten.
►Z-Achse auf Transportwange verschieben.
►Achsposition mit Achstestbox oder SITEST-Software auslesen und notieren.
►Z-Achse wieder einschalten.
DIP-Modul-Höhe berechnen
CP 6- / 12 _Bestückkopf
(Transportoberkante [digits] – Tellerboden [digits])/ 44.42 = Z-Position [mm].
VORSICHT
Die folgende Arbeit darf nur durch Personen durchgeführt werden, die im Umgang mit der
Achstestbox ausreichend geschult sind. Falsche, negative Z-Werte können zur Beschädigung
des Bauelementes führen.
HINWEIS
Liegt die Oberfläche des DIP-Tellers tiefer als die TSP-Oberfläche, so ist ein negativer DIP-
Höhenwert anzugeben!