GDS设备用户手册 - 第26页
第四章 常 见 故障分析与排除 第四章 常 见 故障分析与排除 坍塌、桥连 1) 刮刀压力太大; 2) 模 板 底 面 残 留 焊 膏 太 多; 3) 焊 膏 粘 度 太 低 或 金 属 含量太少,以致无法维 持焊膏的站立。 1) 调整压力; 2) 重新固定印刷板; 3) 选择合适粘度的焊膏; 印刷时保持适 宜的环境温度。 厚度不均匀 1) 模 板与 PCB 未 能很 好 的平行吻合; 2) PCB 焊 盘 镀 层 不 平 、 厚度不均…
第四章 常见故障分析与排除
4.3 视觉系统:
常 见 故 障
故 障 原 因
排 除 方 法
没有检测到图像
1) CCD
电源坏;
2) 连接到 CCD 和图像捕捉卡
的信号电缆接触不良。
1)
检查并更换
CCD
电源;
2) 检查信号电缆电路。
没有检测到图像
1) CCD-Camera X 轴 马 达 异
常;
2) CCD-Camera Y 轴 马 达 异
常。
1)检修 CCD-Camera X 轴马
达;
2)检修 CCD-Camera Y 轴马
达。
平台调节不到位,检测不到图
像
1)平台调节 X 轴、Y 轴及θ方
向的马达工作异常。
1)检修马达。
4.4 刮刀系统
常 见 故 障
故 障 原 因
排 除 方 法
刮刀没有动作
1) 送入刮刀马达驱动器
的信号线接触不良;
2) 皮带松或皮带胶落;
3) 刮刀马达故障。
1) 检查线路;
2) 调整皮带松紧;
3) 维修或更换刮刀运动马达。
刮刀运动超出极限
1)极限传感器故障。
1)检查或更换极限传感器。
刮刀不能上升或下降
1) 步进电机或驱动器不
良;
2) 接插件接触不良。
1) 步进电机或驱动器是否损坏;
2) 检查接插件接触是否可靠。
印刷不完整
1)
模板孔隙堵塞或模板
与
PCB
间距太大;
2)
模板上焊膏涂布不均;
3)
焊膏中不规则的大金
属粉粒比例太大,堵塞
孔隙。
1)
清洗窗孔和模板底部;
2)
选择粘度合适的焊膏并使焊膏印刷
能有效覆盖整个印刷区域;
3)
选择金属粉末颗粒尺寸与窗口尺寸
相对应焊膏。
第四章 常见故障分析与排除
第四章 常见故障分析与排除
坍塌、桥连
1) 刮刀压力太大;
2) 模板底面残留焊膏太
多;
3) 焊膏粘度太低或金属
含量太少,以致无法维
持焊膏的站立。
1) 调整压力;
2) 重新固定印刷板;
3) 选择合适粘度的焊膏;印刷时保持适
宜的环境温度。
厚度不均匀
1) 模板与 PCB 未能很好
的平行吻合;
2) PCB 焊盘镀层不平、
厚度不均;
3) 焊膏搅拌不均(粘度不
均)。
1) 调整模板与印制板的相对位置;
2) 控制 PCB 焊盘镀层的平面度;
3) 印刷前充分搅拌焊膏。
边缘出现锯齿状
(解析度不良)
1) 焊膏粘度不足;
2) 模板孔壁有毛刺、不光
滑;
3) PCB 焊盘镀层太厚或
阻焊腊边缘破损。
1) 选择粘度略高的焊膏;
2) 制板时严格控制涂覆层厚度;
3) 印刷前检查漏印窗孔加工质量。
厚度不足
1) 模板上焊膏涂布不均;
2) 制作模板的材料太薄;
3) 刮刀压力不当(太小);
4) PCB 焊盘镀层太厚。
1) 选择厚度合适的模板;
2) 选择颗粒度和粘度合适的锡膏;
3) 调整刮刀压力;
4) 减小 PCB 厚度设置。
拉尖
1) 模 板 与 PCB 间 距 太
大;
2) 焊膏粘度太大。
1) 适当调小刮动间隙;
2) 选择合适粘度的锡膏。
位置偏移
1) 设备本身的位置精度
不好;
2) 焊膏印刷时对进入网
板开口部的均匀性差;
3) 由刮刀及其磨擦因素
对网板形成的一种拉力
不良。
1) 调整设备的重复定位精度;
2) 选择合适粘度的焊膏;
3) 加强对网板的印刷压力。
4.5 操作文件
常 见 故 障
故 障 原 因
排 除 方 法
文件读取错误
文件不存在或数据丢失
重新设备文件
文件复制错误
磁盘有错误
检查磁盘是否损坏或被写保护
文件删除错误
文件正在被其他进程调用
将此文件关闭即可删除此文件
第五章 附录
第五章 附 录
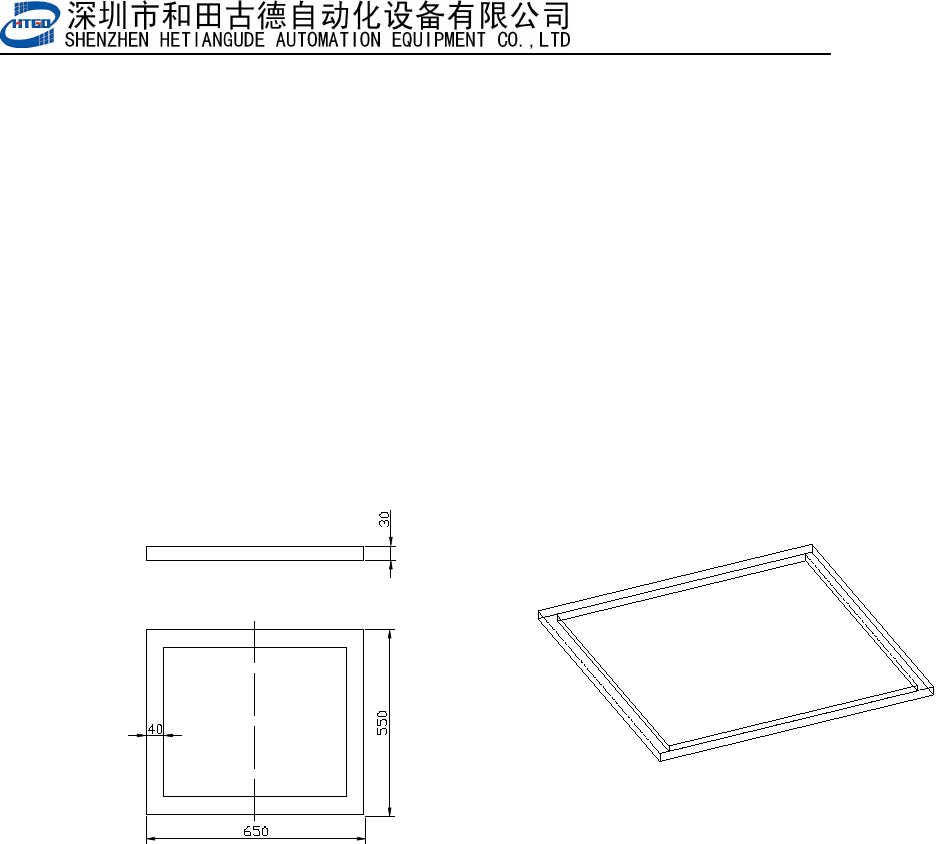
附 1 推荐使用的铝合金网框尺寸
附 2 印刷缺陷及原因分析表
附 3 装箱清单
附 4 锡膏厚度不均的原因分析
附 1:推荐使用的铝合金网框尺寸
(注:网板开口以网框的中心对中分布)