GDS使用说明书 - 第20页
- 20 - 第三章 生产工作流程 O . [ 自动定位 ] : 点击后机器会自动定位 PCB 。 这个按钮经常使用, 通常设置好 PCB Mark 点到边的距离后点击该按钮, 机器会自动执行停板气缸到位、 PCB 压板机构开启、 PCB 传送、 PCB 到位停止 、 Z 上升到取像位置、 侧压夹紧、 PCB 压板机构关闭 、 停板气缸 复位、 CCD 回到原点。至此 PCB 定位完毕,后面只需进行 PCB ,钢网 Mark 点匹配 即…
- 19 -
第三章 生产工作流程
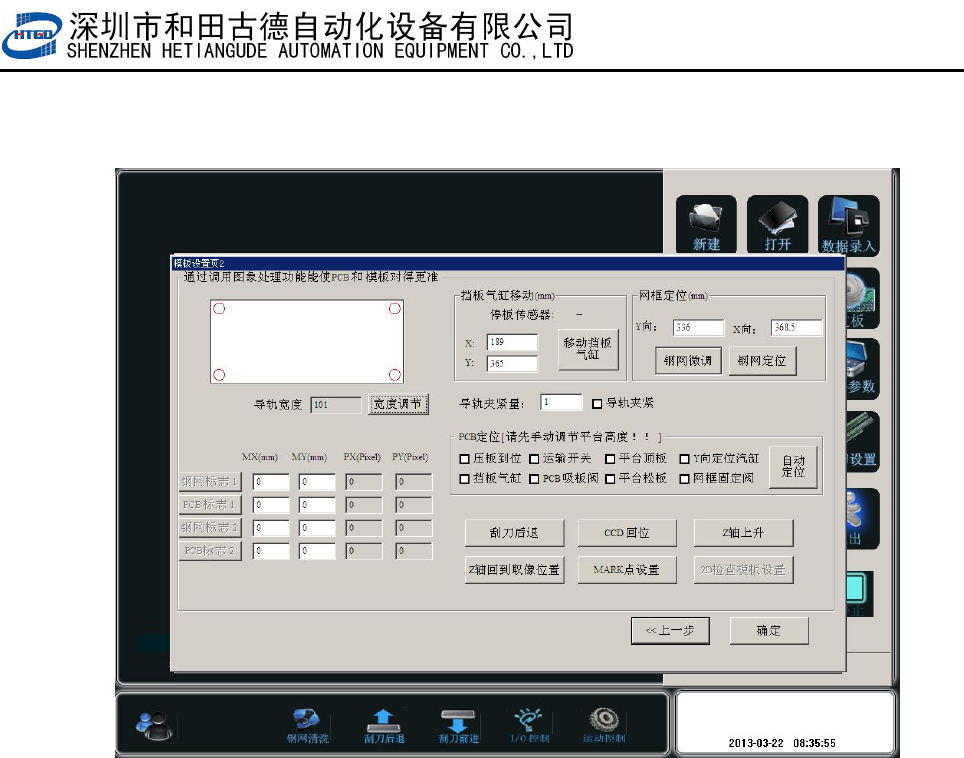
图 3-8
图
3-9(Mark
点匹配界面
)
注:
A.[钢网标志 1]:点击匹配钢网标志 1;
B
.
[PCB
标志
1]
:点击匹配
PCB
标志
1
;
C.[钢网标志 2]:点击匹配钢网标志 2;
D.[PCB 标志 2]:点击匹配 PCB 标志 2;
E
.
[
宽度调节
]
:对进行运输导轨宽度调节;
F.[移动挡板气缸]:将 CCD 移动到设置的坐标上去;
G.[网框固定阀]:自动定位钢网的时候,点击该按钮机器会松开钢网支撑架,用手将钢网
架移到指定位置,并夹紧;
H.[钢网定位]:自动定位钢网的时候,钢网自动气缸会随刮刀横梁移动到指定的位置,并
伸出气缸杆,将钢网插到气缸杆位置后点击[确定],系统重新将钢网锁紧;
I
.
[
钢网微调
]
:当钢网定位位置不准确时,可点击此按钮并用鼠标调整挡钢网气缸位置。
J.[刮刀后退]:让刮刀后退到后起点位置,手工对钢网的时候使用;
K.[Z 轴上升]:Z 轴上升到印刷位置。手工对钢网的时候使用,看焊盘和网孔是否对正;
L
.
[CCD
回位
]
:点击后
CCD
会回到原点,手工对钢网的时候使用。
M.[MARK 点设置]:点击后 PCB 标志点成可编辑状态。
N.[Z 轴到取像位置]:点击后 Z 轴会升到取像位置,手工对钢网的时候使用;
- 20 -
第三章 生产工作流程
O
.
[
自动定位
]
:点击后机器会自动定位
PCB
。这个按钮经常使用,通常设置好
PCB Mark
点到边的距离后点击该按钮,机器会自动执行停板气缸到位、PCB 压板机构开启、PCB
传送、PCB 到位停止、Z 上升到取像位置、侧压夹紧、PCB 压板机构关闭、停板气缸
复位、
CCD
回到原点。至此
PCB
定位完毕,后面只需进行
PCB
,钢网
Mark
点匹配
即可。
a.(挡板气缸):开启/关闭停板气缸;
b
.
(
运输开关
)
:开启
/
关闭运输传送带;
c.(压板到位):开启/关闭导轨压板;
d.(平台顶板):平台顶起 PCB 上升到取像位置;
e
.
(
平台松板
)
:平台从取像位置下降到进班高度(
Z
轴回到原点);
f.(导轨夹紧):开启/关闭导轨夹紧 PCB;
g.(PCB 吸板阀):开启/关闭真空吸盘/吸腔,吸住 PCB;
h
.
(
网框固定阀
)
:开启
/
关闭钢网固定气缸与夹紧气缸;
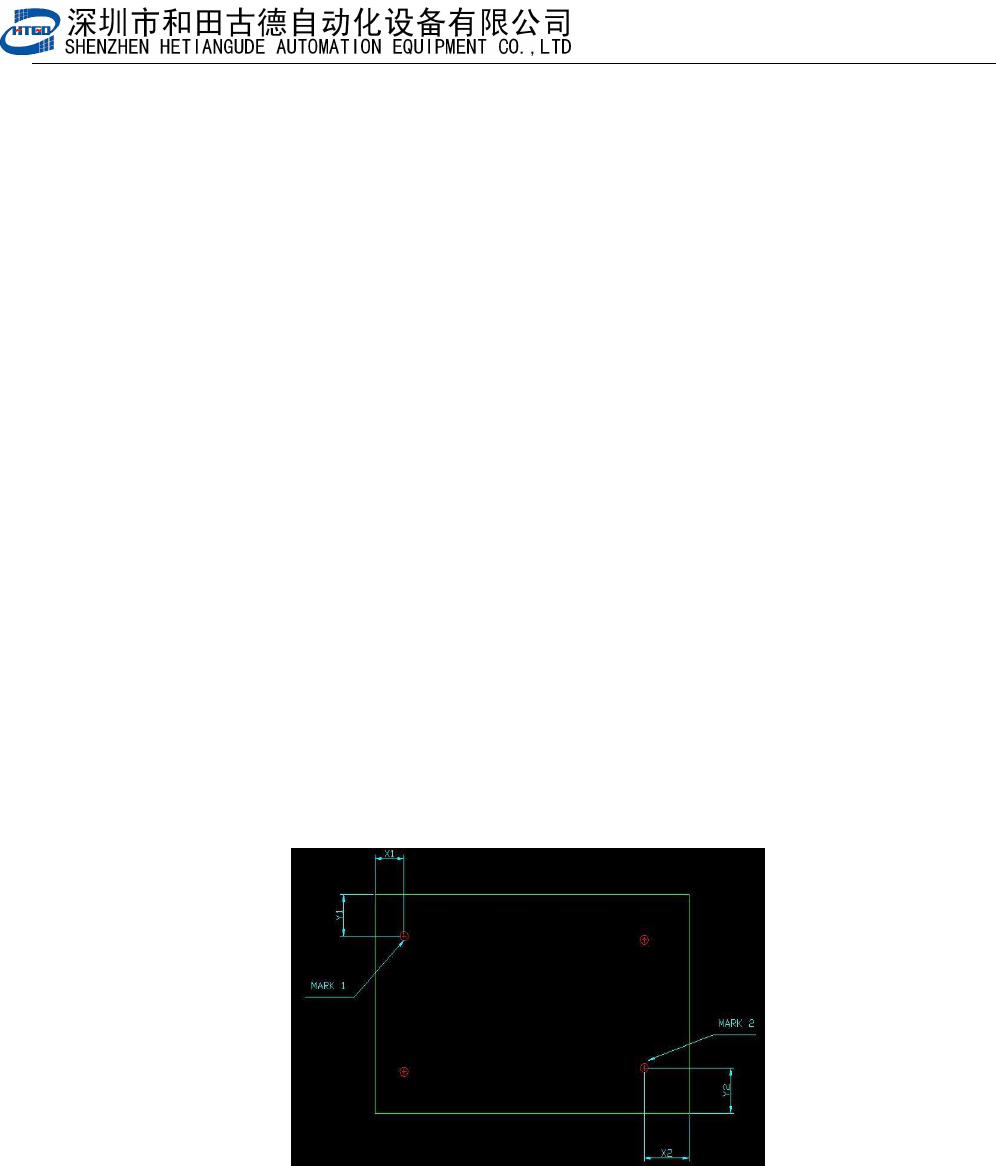
8. 3-9 画面左上角白色方框内的 4 个圆圈表示 PCB 或钢网的 4 个 Mark 点。一般我们选
择
2
个对角的点进行匹配即可。通常情况下,为了在搜索马克点时
Mark
点能出现在
CCD 的视域里,我们需要在选择匹配的 Mark 点时输入 Mark 点到边的距离,如图 3-10,
3-11 所示。
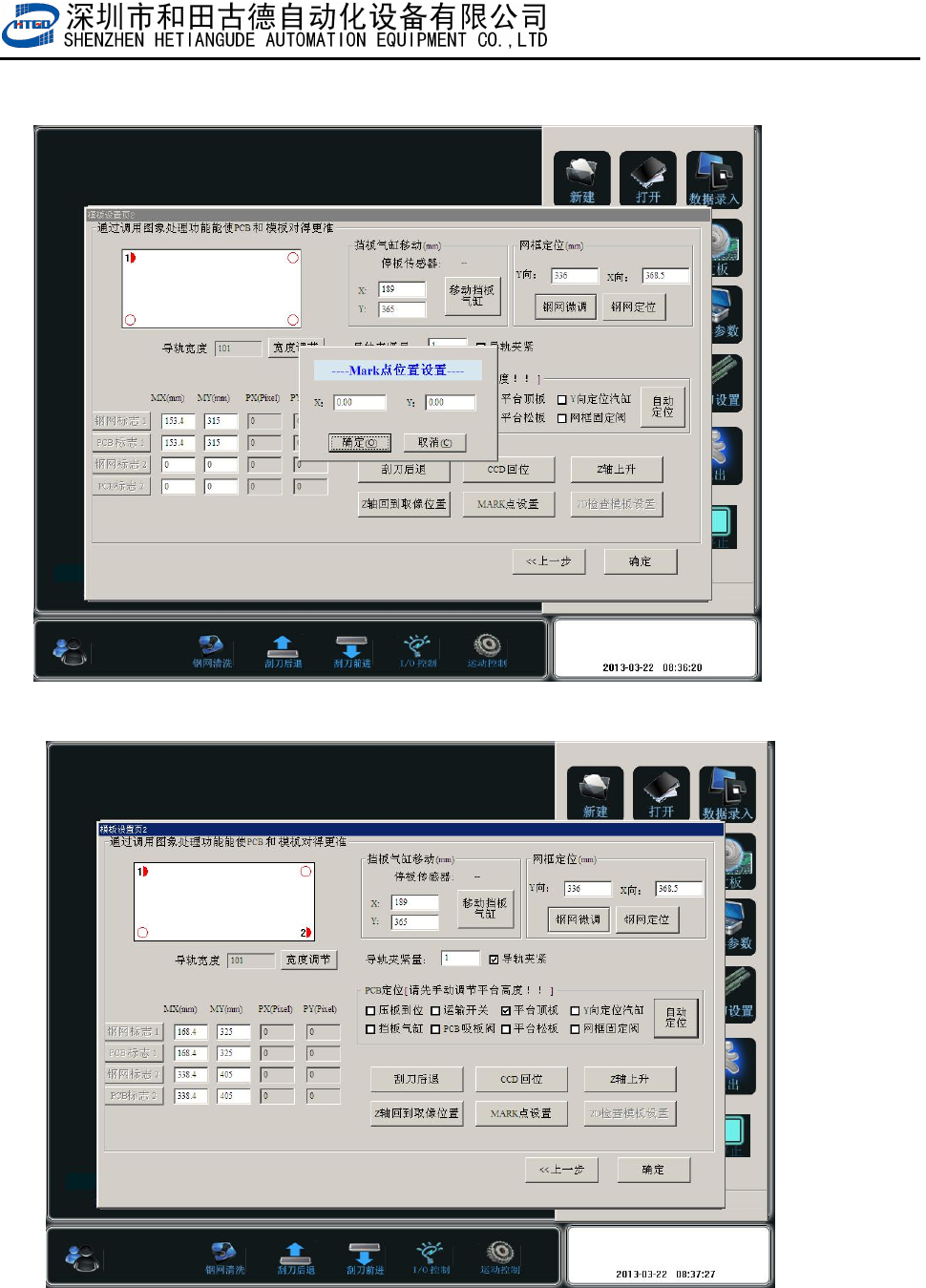
图 3-10【PCB Mark 点到边距离】
图 3-10 是 PCB Mark 点到边的距离,输入后搜索 PCB Mark 点时,所选的 PCB Mark
点能直接出现在视域里;
- 21 -
第三章 生产工作流程
图 3-11(输入 PCB Mark 点到边距离,尺寸关系参考图 3-10)
图
3-12
(
PCB
定位)
注意:设置好 PCB 标志点到边距离后,将 PCB 放置在运输轨道入口处,点击
[自动定位]PCB 自动送到预定位置并固定夹紧。如图 3-12;点击[Z 轴上升]将