00193161-01.pdf - 第36页
Best ü cken von 0402-Bauelementen Handbuch S-20/S-23 HM/S-25 HM/F4/F5 HM/HS-50 Ausgabe 03/2001 36 8.5 Beleuchtungswerte ü berpr ü fen Å Klic ken Sie im Men ü ’ Baueleme nt test en ’ (siehe Abb. 8 - 3 Seite 28 ) auf die S…
Handbuch S-20/S-23 HM/S-25 HM/F4/F5 HM/HS-50 Bestücken von 0402-Bauelementen
Ausgabe 03/2001
35
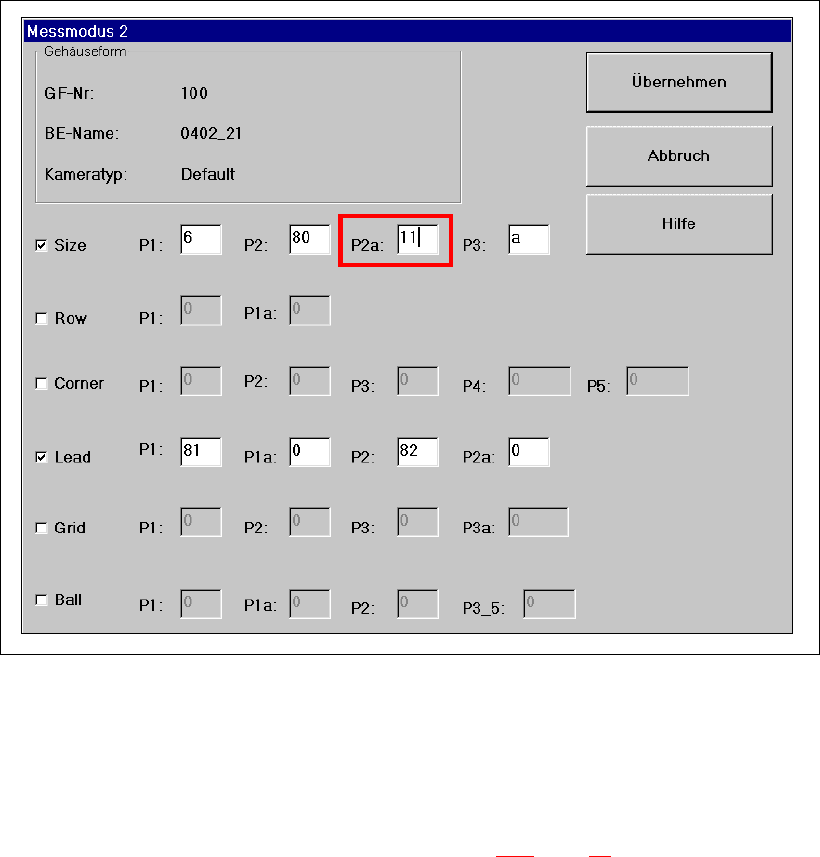
Gelegentlich tritt bei 0402-Bauelementen der Fehler ’Bauteillänge außerhalb der Toleranz’ auf.
Die Ursache hierfür sind meist verschmutzte Pipetten.
Bei 0402-Bauelementen mit dunklem Körper und sehr schmalen Anschlüssen kann dieser Fehler
vereinzelt auch bei sauberen Pipetten auftreten. Ändern Sie in diesem Fall den Parameter P2a in
der Zeile ’Size’ von 10 auf 11.
Abb. 8 - 10 Messmodus 2 - Parameter P2a des Size-Modus angepasst
8.4 Beindimension überprüfen
Å Klicken Sie im Menü ’Bauelement testen’ (siehe Abb. 8 - 3 Seite 28) auf die Schaltfläche ’Bein-
dimension >’. Das Videobild ’Beindimension’ mit den Parametern wird eingeblendet.
Å Überprüfen Sie die Einstellwerte
– optische Länge: 0,95 mm (bis 1 mm möglich)
– optische Breite: 0,45 mm (bis 0,5 mm möglich)
Å Verlassen Sie mit ESC die Option ’Beindimension’.
Bestücken von 0402-Bauelementen Handbuch S-20/S-23 HM/S-25 HM/F4/F5 HM/HS-50
Ausgabe 03/2001
36
8.5 Beleuchtungswerte überprüfen
Å Klicken Sie im Menü ’Bauelement testen’ (siehe Abb. 8 - 3 Seite 28) auf die Schaltfläche ’Be-
leuchtung’. Das Videobild ’Beleuchtung’ wird eingeblendet.
Å Wählen Sie mit der ’Tab’-Taste die Beleuchtungsebene.
Die Helligkeit für jede Ebene wird angezeigt. Folgende Werte sollen angezeigt werden:
Å Verlassen Sie mit ’ESC’ die Option ’Beleuchtung’ und kehren Sie zur Grundansicht zurück.
9 Lotpastenauftrag
9.1 Schablonendruck
Beim Lotpastendruck mit Metallschablonen werden alle Lotdepots einer Leiterplatte in einem
Arbeitsgang aufgebracht. Dabei wird die zuvor homogenisierte Lotpaste von einer Rakel über die
Metallschablone ’gerollt’, die das zu druckende Muster enthält. Die Rakel drückt durch ihre
Bewegung Lotpaste durch die Öffnungen der Schablone auf die darunterliegende Leiterplatte.
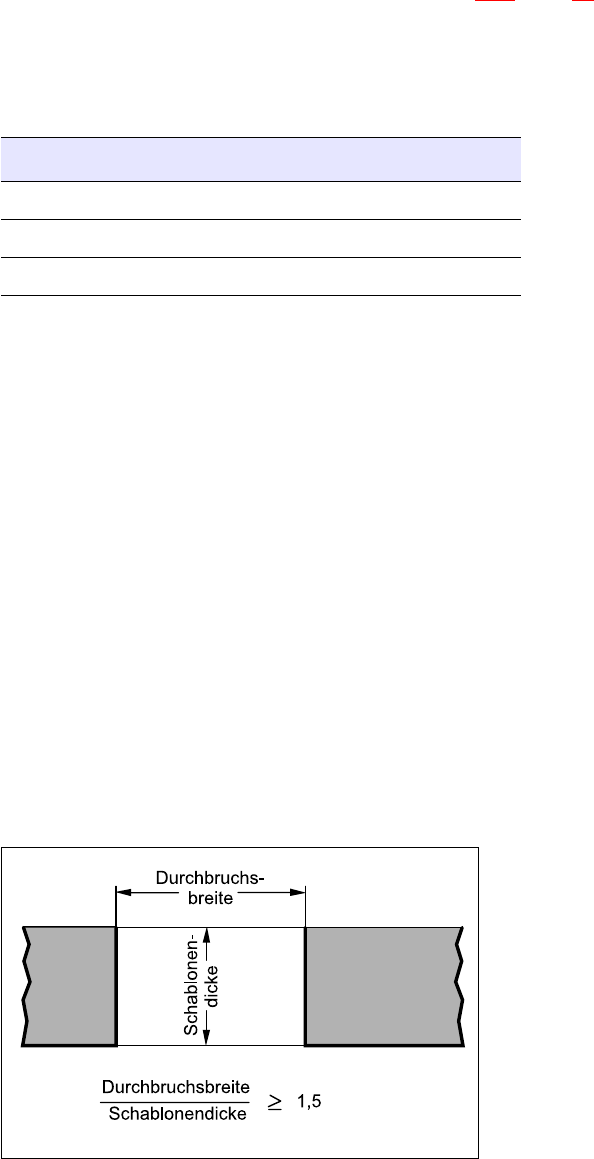
9.2 Wie soll die Schablone beschaffen sein?
Å Verwenden Sie beim Bestücken von 0402-Bauelementen eine lasergeschnittene Edelmetall-
schablone und beachten Sie die Faustregel für die Durchbruchsgeometrie.
9
9
9
9
9
9
9
9
Abb. 9 - 1 Faustregel für Durchbruchsgeometrie
Beleuchtungsebene Helligkeit
flach 120
mittel 100
steil 120
Handbuch S-20/S-23 HM/S-25 HM/F4/F5 HM/HS-50 Bestücken von 0402-Bauelementen
Ausgabe 03/2001
37
HINWEIS:
Wenn Sie keine lasergeschnittenen Metallschablonen verwenden und die Faustregel für die
Durchbruchsgeometrie nicht beachten, kann es zur Zipfelbildung der Lotpaste beim Abheben der
Schablone kommen. 9
In der Regel beträgt die Lotpastendicke etwa 125 µm (5 mil). Bei ungünstiger
Durchbruchsgeometrie oder rauher Wandfläche des Durchbruchs verstärkt sich die
Adhäsionskraft der Lotpaste. Beim Abheben der Schablone lässt sich die Lotpaste nicht mehr
leicht von der Wandoberfläche des Durchbruchs lösen. Die Lotpaste wird mit der Schablone
hochgezogen. Dabei können sich Zipfel bis zu einer Höhe von 300 µm bilden, bis die Lotpaste
schließlich von der Schablone abreißt.
Zu dicke Schablonen können zur Klumpenbildung von Lotpaste (Solderballing) und somit zu
Kurzschlüssen führen.
Empfehlungen für:
Schablonendicke/Lotpastendicke 150 µm (= 6 mil)
Schablonendicke/Lotpastendicke 125 µm (= 5 mil) 9
9.3 Lotpaste
Normale Lotpaste hat in der Regel eine Korngröße von 45 - 75 µm (Typ 3). Im Interesse eines
problemlosen Bestückprozesses empfehlen wir eine Fine-Pitch-Paste mit einer Korngröße von
20 - 45 µm zu verwenden (Typ 4).