192277 - Micron Technical Reference Volume 3 - 第134页
RISING TABLE MODULE - STYLE 1 ADJUSTMENTS AND SETTINGS 27.4 Technical Reference Manual Chapter Issue 9, Aug 14 ADJUSTMENTS AND SETTINGS Rising T able Home Setting W ARN ING HOT SURF ACES. THE SURF ACE OF TH IS COMPONENT …
RISING TABLE MODULE - STYLE 1
ELECTRICAL SCHEMATIC
Chapter Issue 9, Aug 14 Technical Reference Manual 27.3
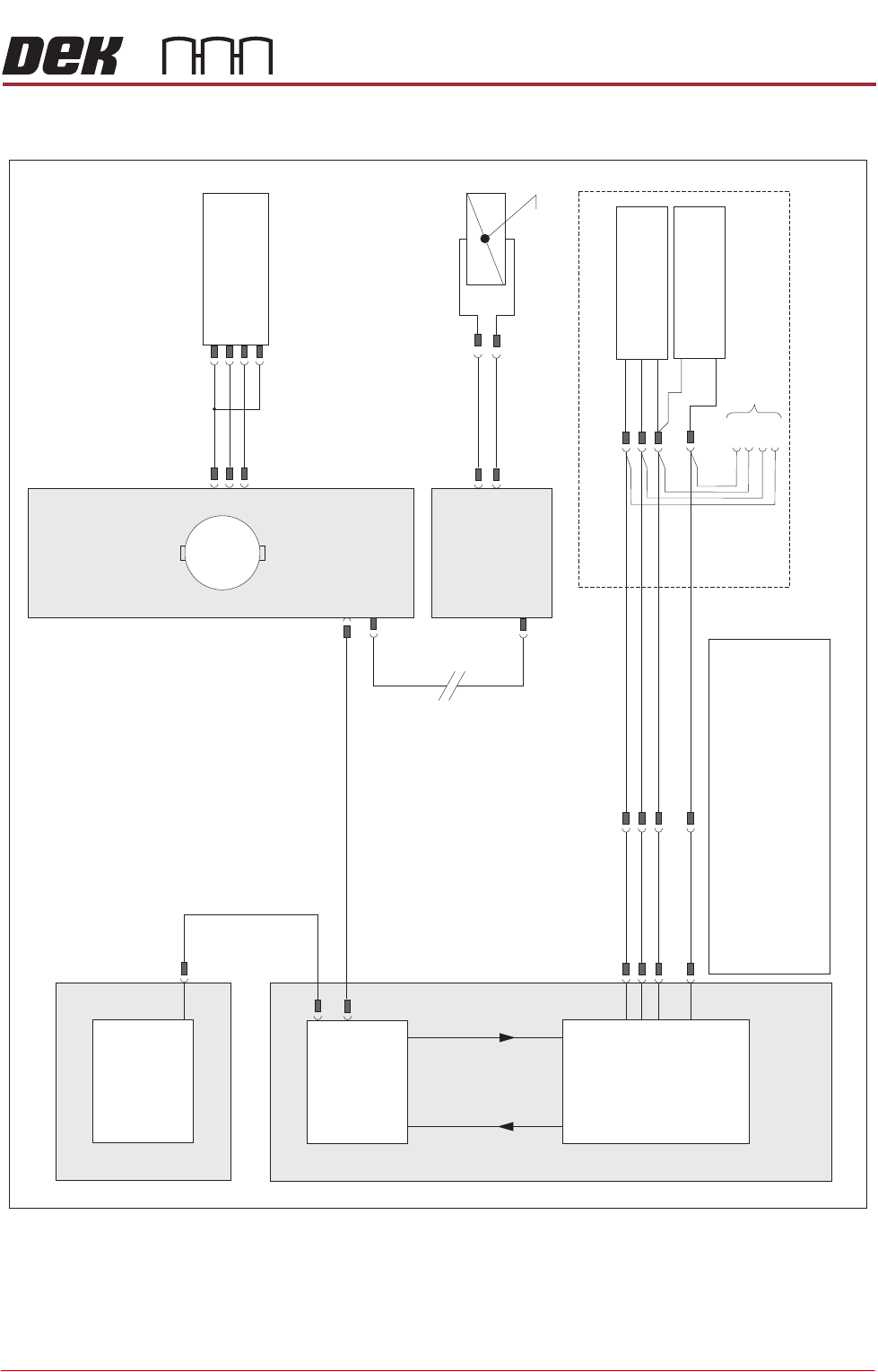
ELECTRICAL SCHEMATIC
NextMove ES
(I/O Node 1)
X5
Machine Control Enclosure
NextMove
Interface Card
X4
I/Ps O/Ps
Remote Board Stop (optional)
If Remote Board Stop is
Right Hand Side Configured
Board Stop Extended
Sensor (10SE25)
Board At Stop
Sensor (10SE26)
8SK05(L)
8SK05(R)
+12V
0V
0V
Sig
Sig
USB
M36PL11
BPL6A
BSK6
M36PL28
3PL35
Motherboard
Machine PC
NOTES
The breaks in the CAN Bus chain reflect that additional1.
I/O Nodes may be fitted, refer to Machine Control
chapter for the complete CAN Bus chain.
2. Camera Board Stop sensors are detailed in the Camera
chapter of this manual.
3. Rail Lift sensors are detailed in the respective Transport
Rails chapter of this manual.
Rising Table
Home Sensor
(8SE1)
N6 4PL
(8M1)
Rising Table Motor
Servo Node 6
CAN In
N6 3PL
M36PL35
CAN Bus
(see Note)
Main Machine
I/O Node 2
Board Stop
(16SOL14)
Manual Operation
16SK14
N2PL4
N2SK2
M
CAN Out
N6SK2
+24V
SIG
0V
(L)
RISING TABLE MODULE - STYLE 1
ADJUSTMENTS AND SETTINGS
27.4 Technical Reference Manual Chapter Issue 9, Aug 14
ADJUSTMENTS AND SETTINGS
Rising Table Home Setting
WARNING
HOT SURFACES. THE SURFACE OF THIS COMPONENT OR SURROUNDING
AREA MAY BECOME HOT DURING PROLONGED OPERATION. CARE TO BE
TAKEN WHEN WORKING IN THE VICINITY OF THIS COMPONENT.
NOTE
1. 1. For MTR rail systems, the rails are fitted with a modular mid section.
MTR rails are deeper than the RS systems. The magnetic tooling pins
supplied with RS rail systems must not be used with the MTR rail system,
as this may cause equipment damage.
2. 2. Due to the deeper rails being present on MTR systems, the rising table
height settings are different.
3. 3. For rising table home setting on a dual lane machine, refer to the Dual
Lane Module chapter.
4. The Rapid Throughput Conveyor (RTC) printer option has its rising table
home height 10mm lower than that of a standard printer (198mm to
200mm).
1. Select Open Cover Commands.
2. Select Carriage To Rear.
3. Select Unload Screen.
4. Open the front printhead cover.
5. Move the screen so that the rear edge is further forward than the rear edge
of the manual tooling plate.
6. Close the front printhead cover.
7. Press the System button.
8. Select Back.
9. Select Maintenance.
10. Select Diagnostics.
11. Use Next or Previous to highlight Screen Change.
12. Select Select Module.
13. Ensure Toggle Screen Clamps is highlighted.
14. Select Run Diagnost.
15. Select Exit.
RISING TABLE MODULE - STYLE 1
ADJUSTMENTS AND SETTINGS
Chapter Issue 9, Aug 14 Technical Reference Manual 27.5
16. Use Next or Previous to highlight Rising Table.
17. Select Select Module.
18. Ensure Home Rising Table is highlighted.
19. Select Run Diagnost.
20. Remove the left hand side safety cover to gain access to the rear of the
screen and rising table.
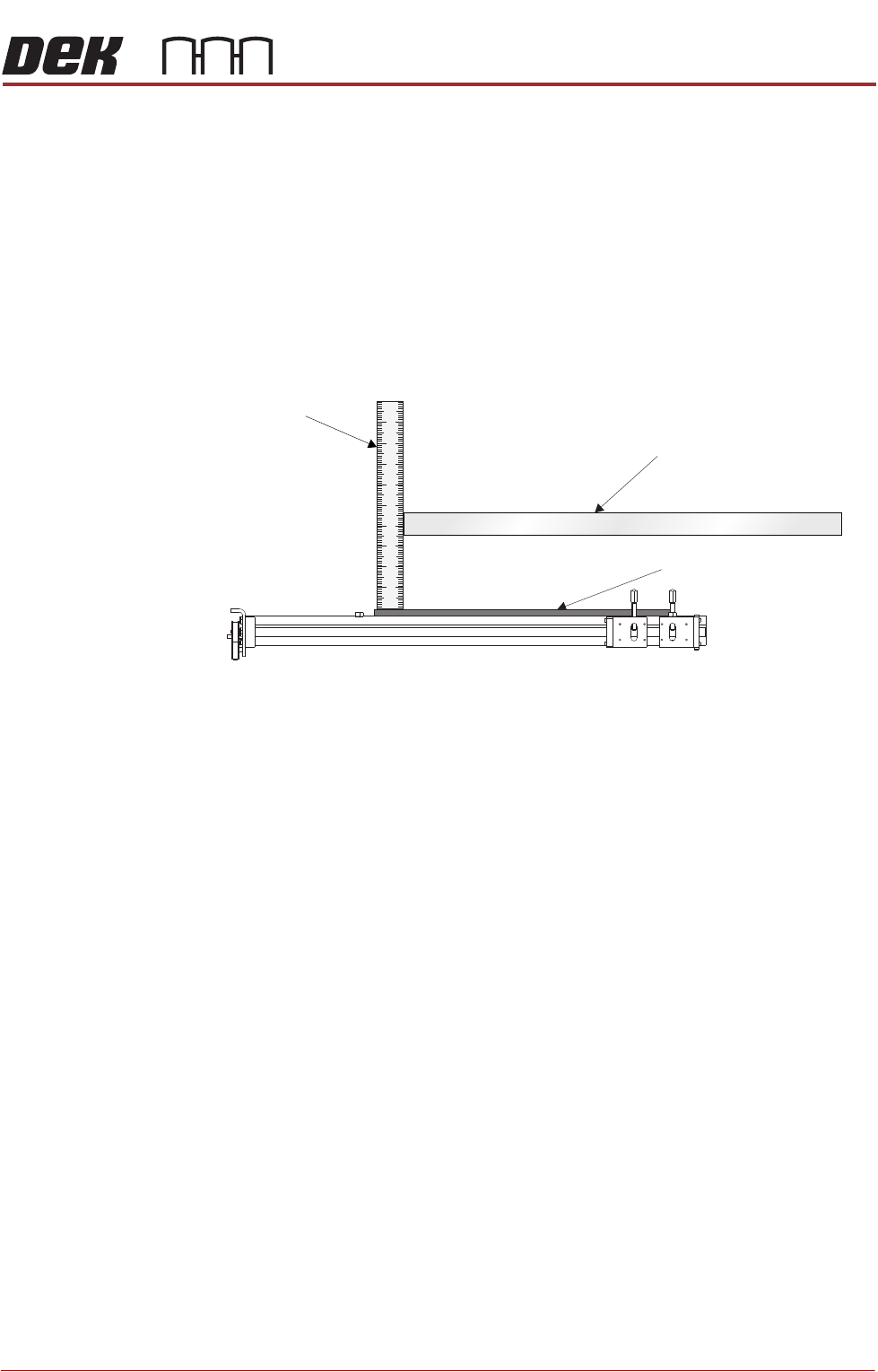
21. Place a steel rule between the rear of the screen and the rear frame of the
Chase/ASM ensuring the end of the steel rule is in contact with the manual
tooling plate of the rising table.
22. Check that the distance from the top of the manual tooling plate to the
underside of the screen for RS rails is 209mm ±1mm.
23. Check that the distance from the top of the manual tooling plate to the
underside of the screen for MTR rails is 233mm ±1mm.
24. If adjustment is not required, remove the steel rule and go to Step 31.
View on Left Hand Side of Machine
Steel Rule
Screen
Manual Tooling Plate