192277 - Micron Technical Reference Volume 3 - 第16页
RAPID TRANSIT CONVEYOR (RTC) MODULE OVERVIEW 22.4 Technical Reference Manual Chapter Issue 4, Aug 14 Board 1 is secured with the board clamps and the board is raised to print height. Whilst at print height, the transport…
RAPID TRANSIT CONVEYOR (RTC) MODULE
OVERVIEW
Chapter Issue 4, Aug 14 Technical Reference Manual 22.3
The rapid transit conveyor (RTC) is a programmable width conveyor system
which sets the rail width and transports boards through the machine using belts
and vanes. The system can accommodate up to three boards in the machine
at one time thereby reducing the machine cycle time.
The RTC system consists of three sections:
• Inroad Conveyor
•Print Station
• Outroad Conveyor
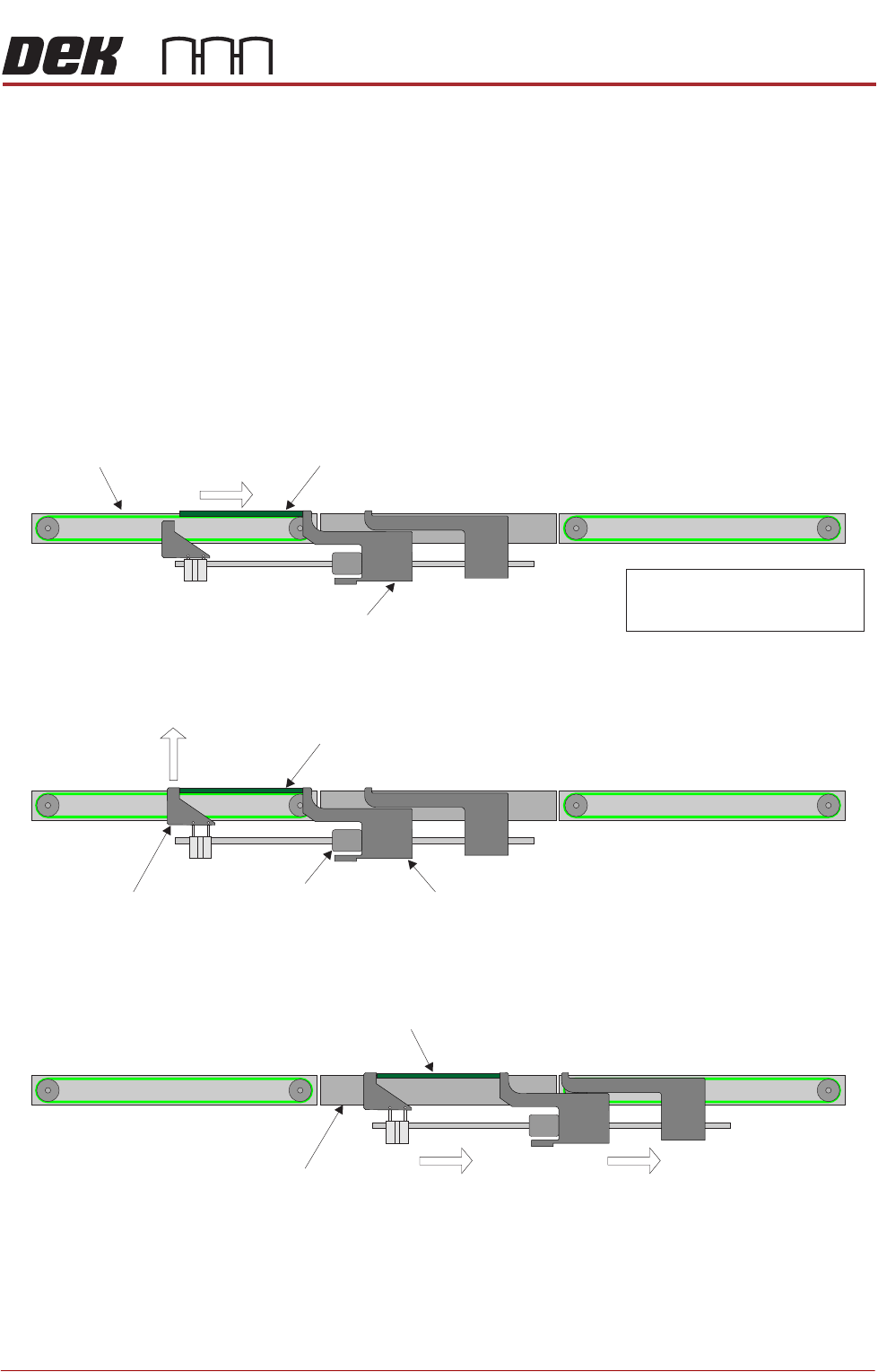
Using belts, Board 1 is transported to the end of the inroad conveyor where the
board is stopped by the board stop vane.
The inroad vane is raised and the vane stepper motor drives the inroad vane to
snug the board.
The transport mechanism moves the vanes placing the board in the centre of
the print station.
Board 1
Board Stop Vane
Inroad Conveyor
NOTE
1. Front rail removed for clarity.
2. Board direction Left to Right.
Vane Stepper Motor Board Stop VaneInroad Vane
Board 1
Board 1
Print Station
RAPID TRANSIT CONVEYOR (RTC) MODULE
OVERVIEW
22.4 Technical Reference Manual Chapter Issue 4, Aug 14
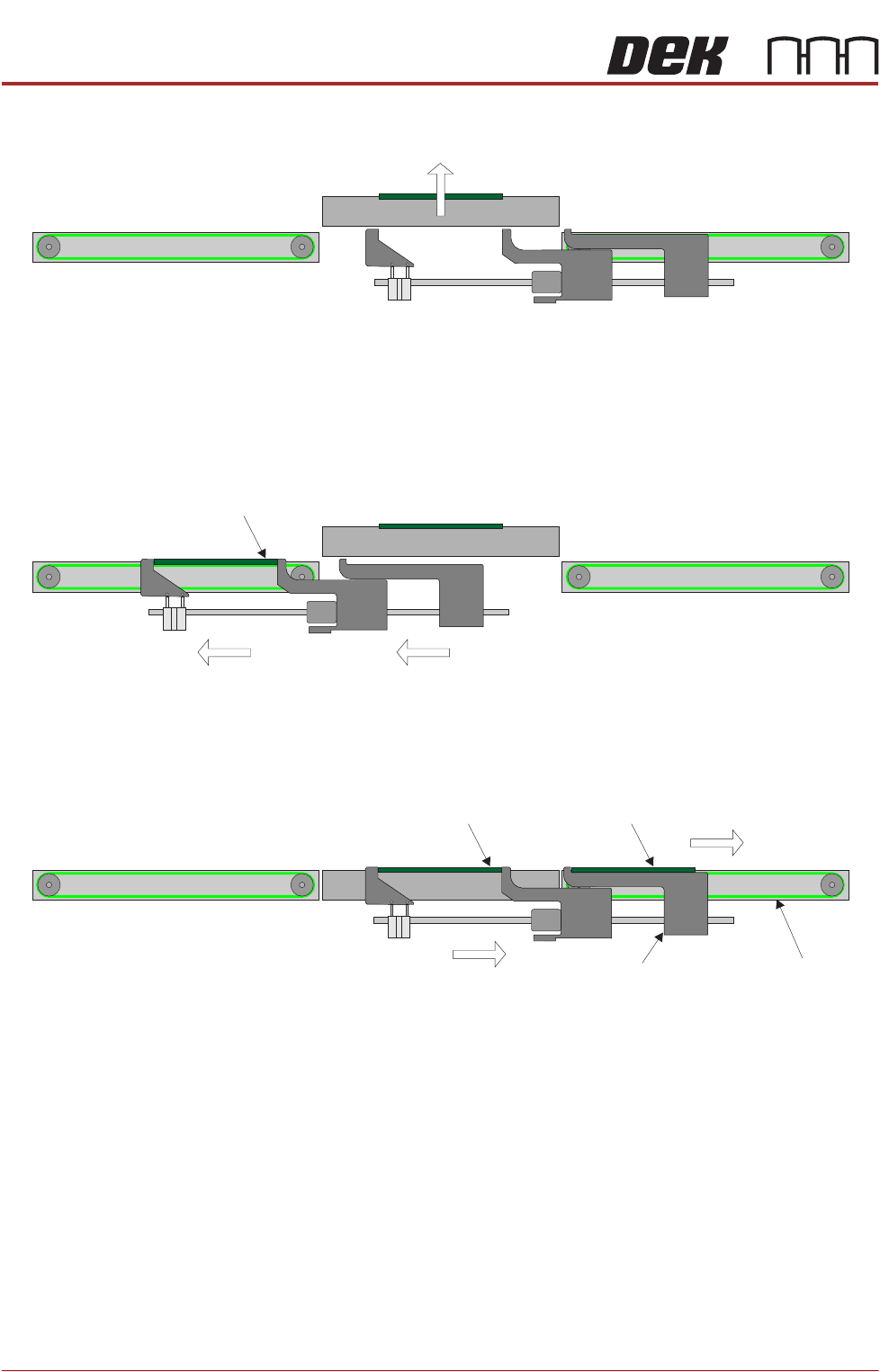
Board 1 is secured with the board clamps and the board is raised to print height.
Whilst at print height, the transport mechanism moves the vanes back to the
ready position; the inroad vane is driven away from the board stop vane and the
inroad vane is lowered. Board 2 enters the machine, the inroad vane is raised
and the vane stepper motor drives the inroad vane to snug the board.
At the end of the print stroke, the print station is lowered to transport height. The
transport mechanism moves Board 2 to the centre of the print station and the
outroad vane moves Board 1 on to the outroad conveyor.
The printed board is transported out of the machine on the outroad conveyor
using belts.
In the event of the downline machine being busy, Board 1 is stopped at the end
of the outroad conveyor by the outroad board stop. Board 2 is printed and Board
3 enters the machine and is held at the end of the inroad conveyor.
Board 2
Board 2 Board 1
Outroad ConveyorOutroad Vane
RAPID TRANSIT CONVEYOR (RTC) MODULE
OVERVIEW
Chapter Issue 4, Aug 14 Technical Reference Manual 22.5
Rail Width The rear print station rail is driven by a CAN Bus servo motor which sets the rail
width for the board. At transport height, the rear print station is dovetailed to the
rear inroad and rear outroad conveyors therefore moving with the print station
as the rail width is set. During the print cycle, the print station is separated from
the inroad and outroad conveyors. To prevent the conveyors moving during the
print cycle, pneumatic rail width clamps secure the conveyors to the base frame
of the RTC rail system.
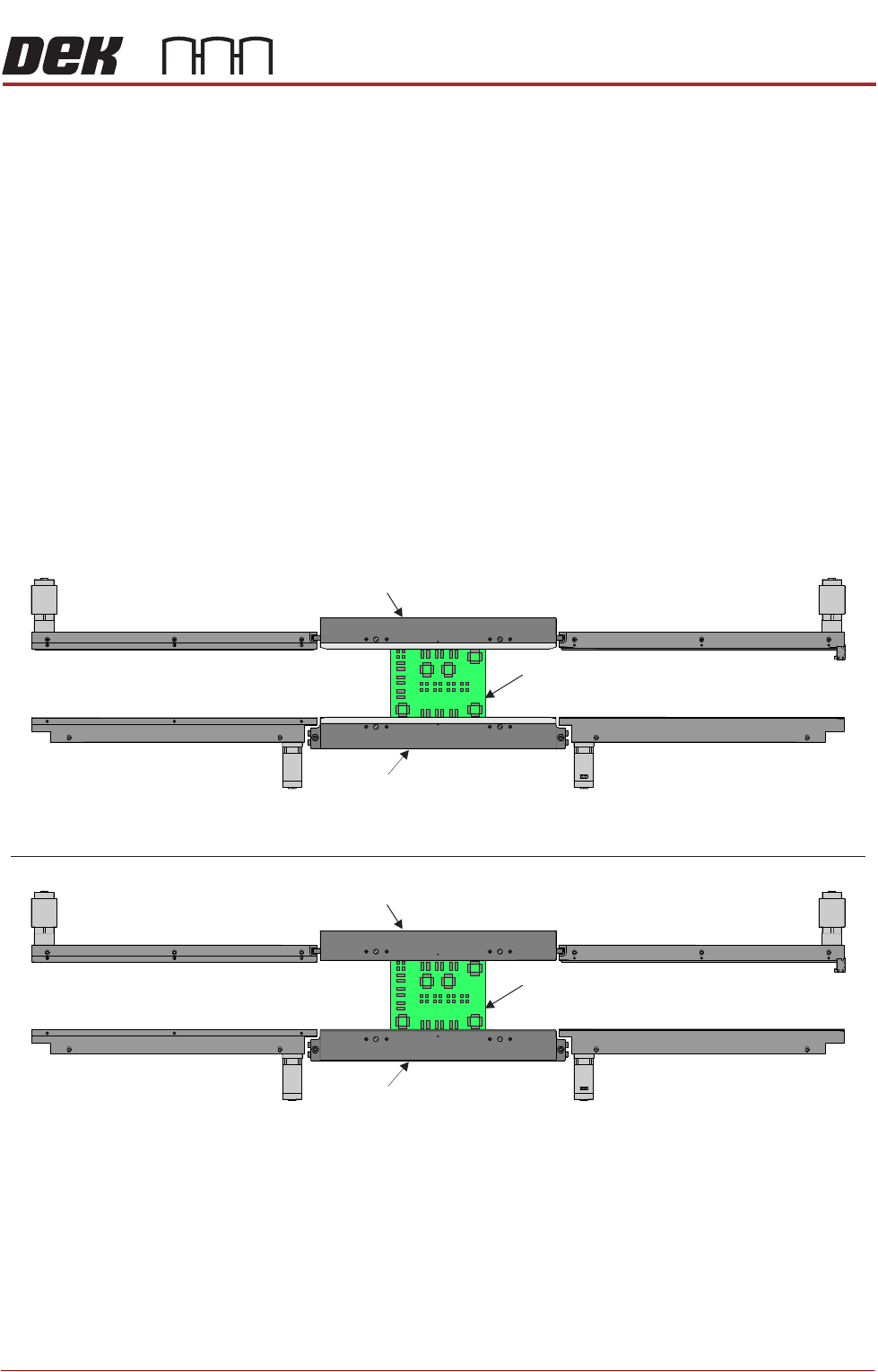
Board Clamping The print station can be fitted with one of the following board clamping arrange-
ments:
• 380mm Board Clamps
• Foil-less Clamps
Foil-less clamps are utilized for thin pliable boards where there is a requirement
to print close to the board edge. The foil-less clamps are assisted with the use
of a vacuum box beneath the product board.
Figure 22-3 Board Clamping Arrangements
Board Clamps
Foil-less Clamps
Board
Board
Rear Board Clamp
Rear Foil-less Clamp
Front Board Clamp
Front Foil-less Clamp