SM431说明书.pdf - 第294页
Samsung Component Placer SM431 Service Manual 6-22 11. Head Base 置于 X 轴的中 央后,利用 Ball Screw 的固定螺丝 (4-M5*20) 把 Ball Screw Nut 固定在 Head Base 。这时用 Dial Gage 确认 X 轴 L/M 的上面和 Ball Screw Nut 的 平行度是否在 0.02mm 以下 警 告 X-Axis L/M Bo…
X-Y Frame
6-21
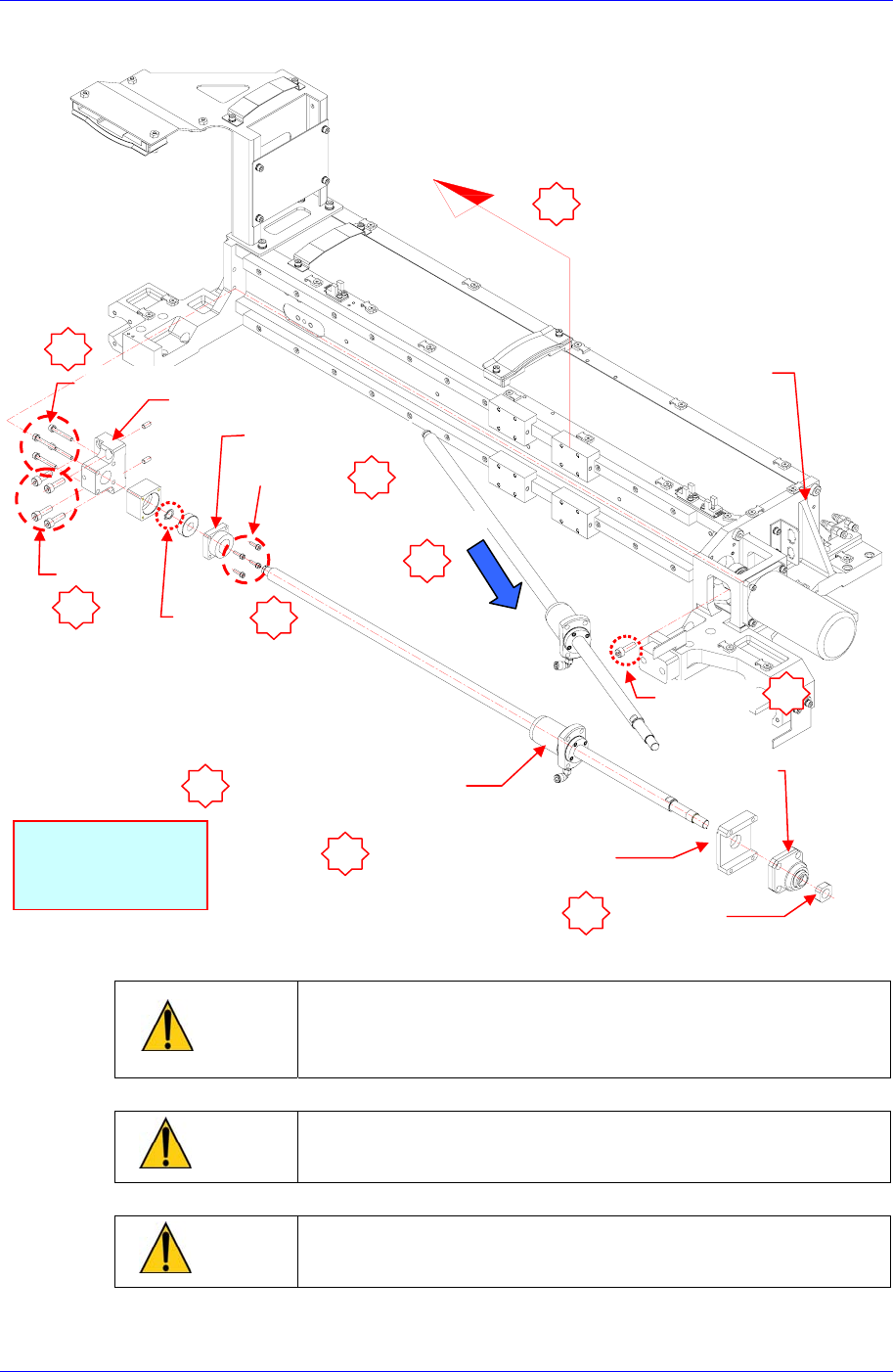
下面是重新组装Ballscrew时的参考图
警 告
组装时请使用Torque Wrench ,遵循组装部位的规定
Torque。不遵循规定值进行组装时,严重影响到设备贴装程
度
注 意
插入上图的序号4 C-Ring时防止过度张开发生范性形变。组
装后请务必用手确认Ballscrew可否旋转。
注 意
组装上图中序号3 Cushion X Rear时组装到螺丝到达Cushion
的位置为止。(使用过大的力量链接时Cushion可能破损
40kgf*cm
6kgf*cm
Ball Screw Nut(90kgf*cm)
Cushion X Front (40kgf*cm)
Lock Nut
(
200k
g
f*cm
)
Ball Screw 分离方向
Y1 Plate
1
8
3
5
Head Module 移动
9
10
70kgf*cm
C-Ring
2
4
7
6
BRG Support-X
Cushion X Rubber
40kfg*cm
Support Unit
Kgf*cm是
Torque Wrench
的 Tor
q
ue

Samsung Component Placer SM431 Service Manual
6-22
11. Head Base置于X轴的中央后,利用Ball Screw的固定螺丝(4-M5*20)把Ball Screw
Nut固定在Head Base。这时用Dial Gage确认X轴L/M的上面和Ball Screw Nut的
平行度是否在0.02mm以下
警 告
X-Axis L/M Bolck上固定Dial Gage,顺着L/M 测定平行度进行
调整。
12. Support Unit在组装前往SEAL内部充润滑剂G-142K后固定在定位销后用固定螺
丝组装。
13. 利用扳手组装Lock Nut。
14. 组装Coupling和ball Screw。
15. 请在Ballscew注入AFE润滑油(THK)。
16. 完成作业后打开设备正面的总开关,重新启动PC。
17. 必须实行下面的 Calibration。详细事项请参照 “
第
3
章
Calibration (Page 3-3)”
Axis Home Calibration (3.1.1参考)
Fiducial Camera Scale Calibration (3.1.3 参考)
Gantry Common X-Y Calibration (3.1.4 参考)
Conveyor Calibration (3.1.5 参考)
Gantry Thermal Mapping (3.1.7 参考)
Gantry Mapping (3.1.8 参考)
ANC Pos. Scan (3.1.9 参考)
18. 完成校正后,为了确认是否正常贴装部件,请执行测试。
X-Y Frame
6-23
6.4. Y-Axis Frame
6.4.1. Y-Axis Motor & Ball Screw 代表替换事例
电动机工作不良
滚珠丝杠磨损
6.4.2. 必要工具
Dial Gage
Torque Wrench
T Wrench (其他提供工具) or Hex Wrench
弹性挡圈 手钳
十字形(+)螺丝刀
6.4.3. Y-Axis Motor & Ball Screw 替换次序
6.4.3.1. Y-Axis 电动机替换次序
Y-Axis Motor
Y-Axis Motor
Front
Rear