N7201A652C03(1)TT2 .pdf - 第177页
NPM-TT2 EJM1EC-MB-02O-00 2-5-7 -10 基板尺寸和可退避的支撑销数量 设备通过基板尺寸判断销的数量,下 表中表示的数量为止,在生 产时不使用的支撑销可以自动退 避。 把支撑销设置在基准位置时,在生产 数据上,根据配置的销数量 和可退避数量,请正确设置支撑 销的数量。 ( 退避销越多,支撑销的更换时间越长 ) ●支撑销的数量限制 : 基板尺寸 PC 尺寸 双轨 传送带 ( 标准 ) ●支撑销的数量限制…
NPM-TT2 EJM1EC-MB-02O-00
2-5-7
-9
操作篇
2-5-7
个别
准备
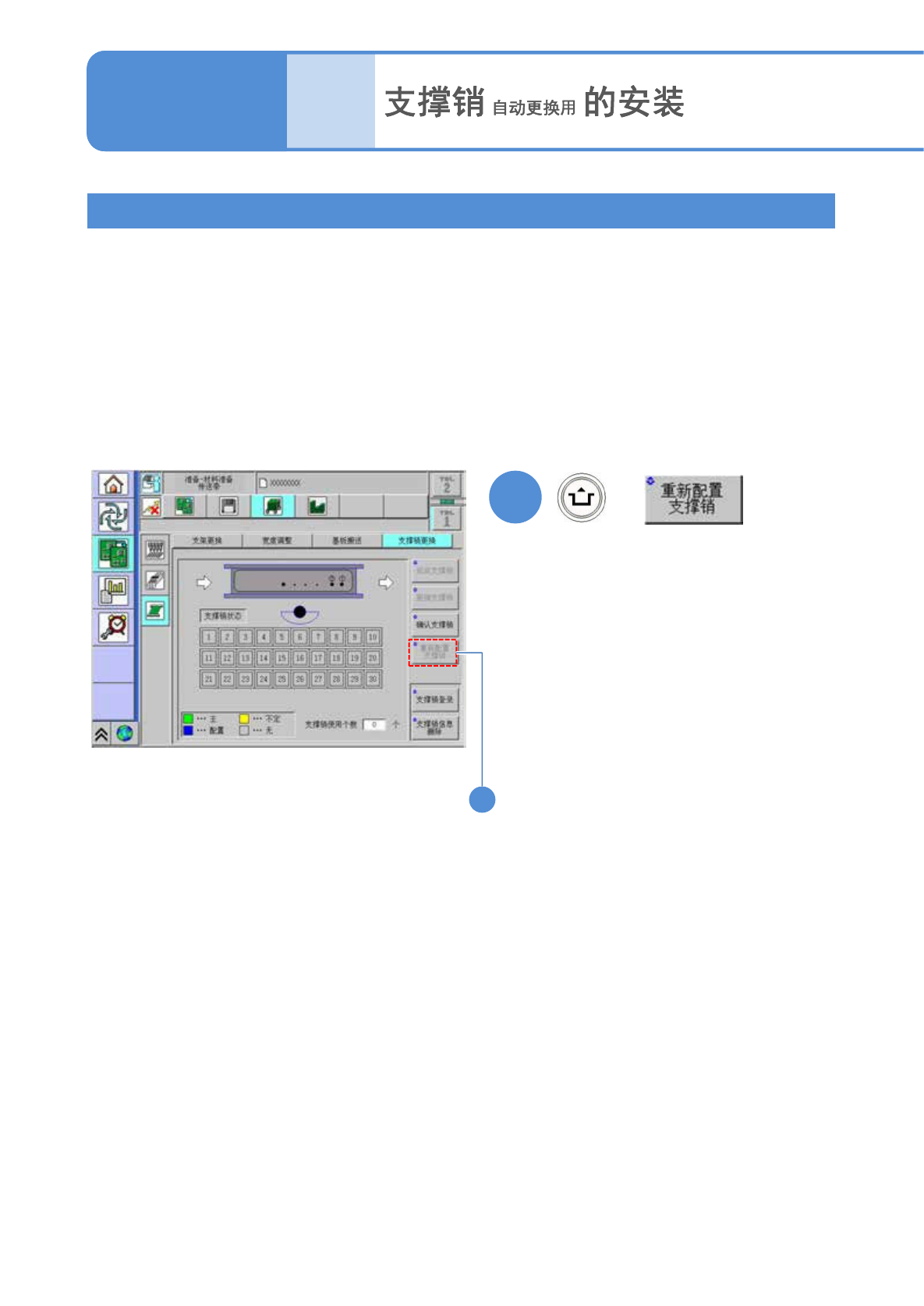
支撑销配置位置的确认 2
■在画面上没有显示为不定的支撑销时
重新配置支撑销。
■在画面上有显示为不定的支撑销时
手动操作使所有的支撑销返回基准位置,
从「确认支撑销数量」开始重新操作。
(→P2-5-7
-6
)
+
(配置错误的支撑销重新被配置)
3
3
( )
5
NPM-TT2 EJM1EC-MB-02O-00
2-5-7
-10
基板尺寸和可退避的支撑销数量
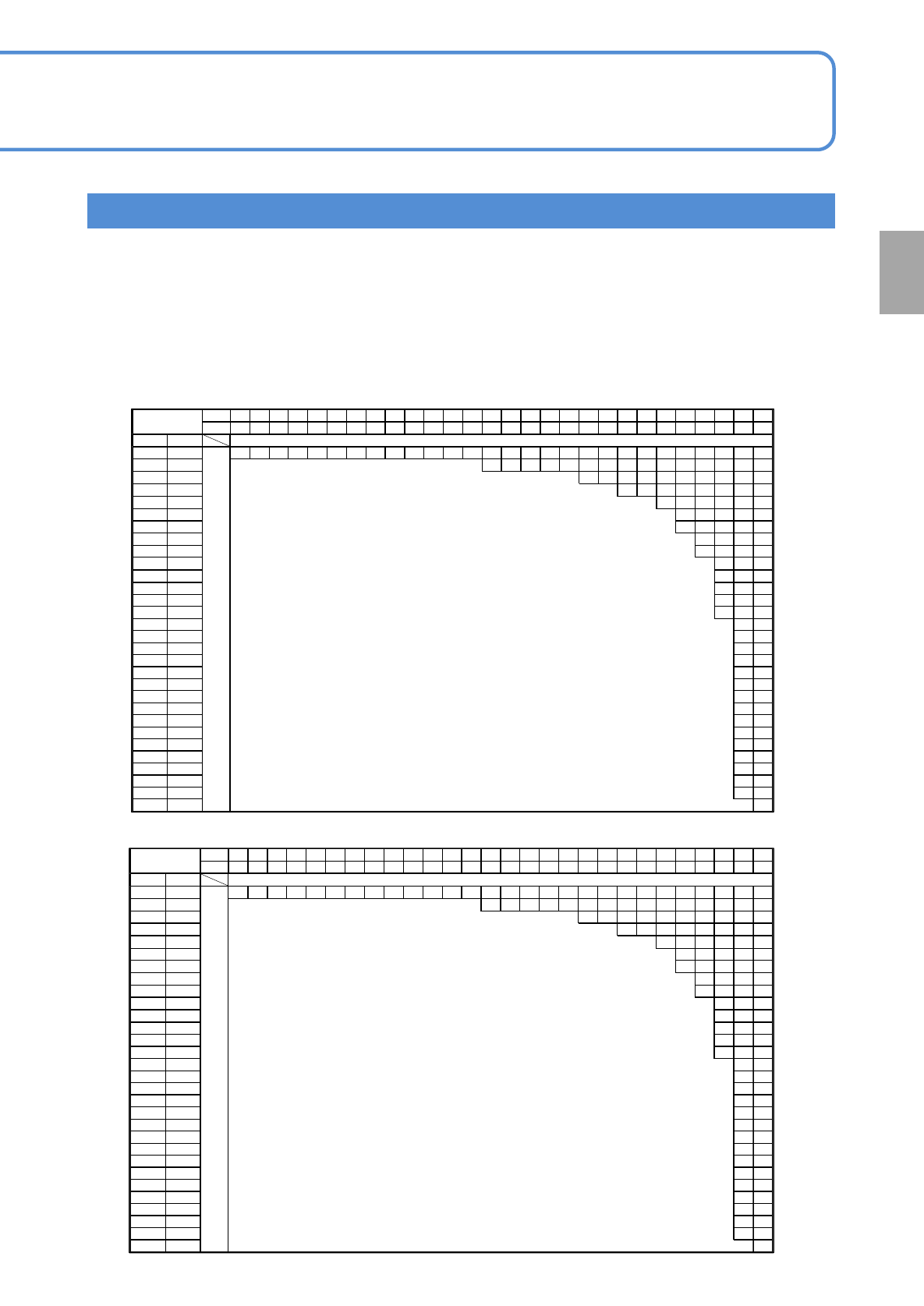
设备通过基板尺寸判断销的数量,下表中表示的数量为止,在生产时不使用的支撑销可以自动退避。
把支撑销设置在基准位置时,在生产数据上,根据配置的销数量和可退避数量,请正确设置支撑销的数量。
(退避销越多,支撑销的更换时间越长)
●支撑销的数量限制 : 基板尺寸PC尺寸 双轨传送带(标准)
●支撑销的数量限制 :基板尺寸:M尺寸 双轨传送带(选购件)
を超え 50 63 79 95 111 127 143 159 175 191 207 223 239 255 271 287 303 319 335 351 367 383 399 415 431 447 463 479
以下 63 79 95 111 127 143 159 175 191 207 223 239 255 271 287 303 319 335 351 367 383 399 415 431 447 463 479 510
以上 未満
50 53 27 26 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
53 69 28 26 24 22 20 18 16 14 12 10 8 6 4 2 0
69 85 27 24 21 18 15 12 9 6 3 0
85 101 28 24 20 16 12 8 4 0
101 117 25 20 15 10 5 0
117 133 24 18 12 6 0
133 149 28 21 14 7 0
149 165 24 16 8 0
165 181 27 18 9 0
181 197 20 10 0
197 213 22 11 0
213 229 24 12 0
229 245 26 13 0
245 261 28 14 0
261 277 30 15 0
277 293 16 0
293 309 17 0
309 325 18 0
325 341 19 0
341 357 20 0
357 373 21 0
373 389 22 0
389 405 23 0
405 421 24 0
421 437 25 0
437 453 26 0
453 469 27 0
469 485 28 0
485 501 29 0
501 510 0
L
W
を超え 50 63 79 95 111 127 143 159 175 191 207 223 239 255 271 287 303 319 335 351 367 383 399 415 431 447 463 479
以下 63 79 95 111 127 143 159 175 191 207 223 239 255 271 287 303 319 335 351 367 383 399 415 431 447 463 479 510
以上 未満
50 53 27 26 25 24 23 22 21 20 19 18 17 16 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 0
53 69 28 26 24 22 20 18 16 14 12 10 8 6 4 2 0
69 85 27 24 21 18 15 12 9 6 3 0
85 101 28 24 20 16 12 8 4 0
101 117 25 20 15 10 5 0
117 133 24 18 12 6 0
133 149 28 21 14 7 0
149 165 24 16 8 0
165 181 27 18 9 0
181 197 20 10 0
197 213 22 11 0
213 229 24 12 0
229 245 26 13 0
245 261 28 14 0
261 277 30 15 0
277 293 16 0
293 309 17 0
309 325 18 0
325 341 19 0
341 357 20 0
357 373 21 0
373 389 22 0
389 405 23 0
405 421 24 0
421 437 25 0
437 453 26 0
453 469 27 0
469 485 28 0
485 501 29 0
501 590 0
L
W
NPM-TT2 EJM1EC-MB-02O-00
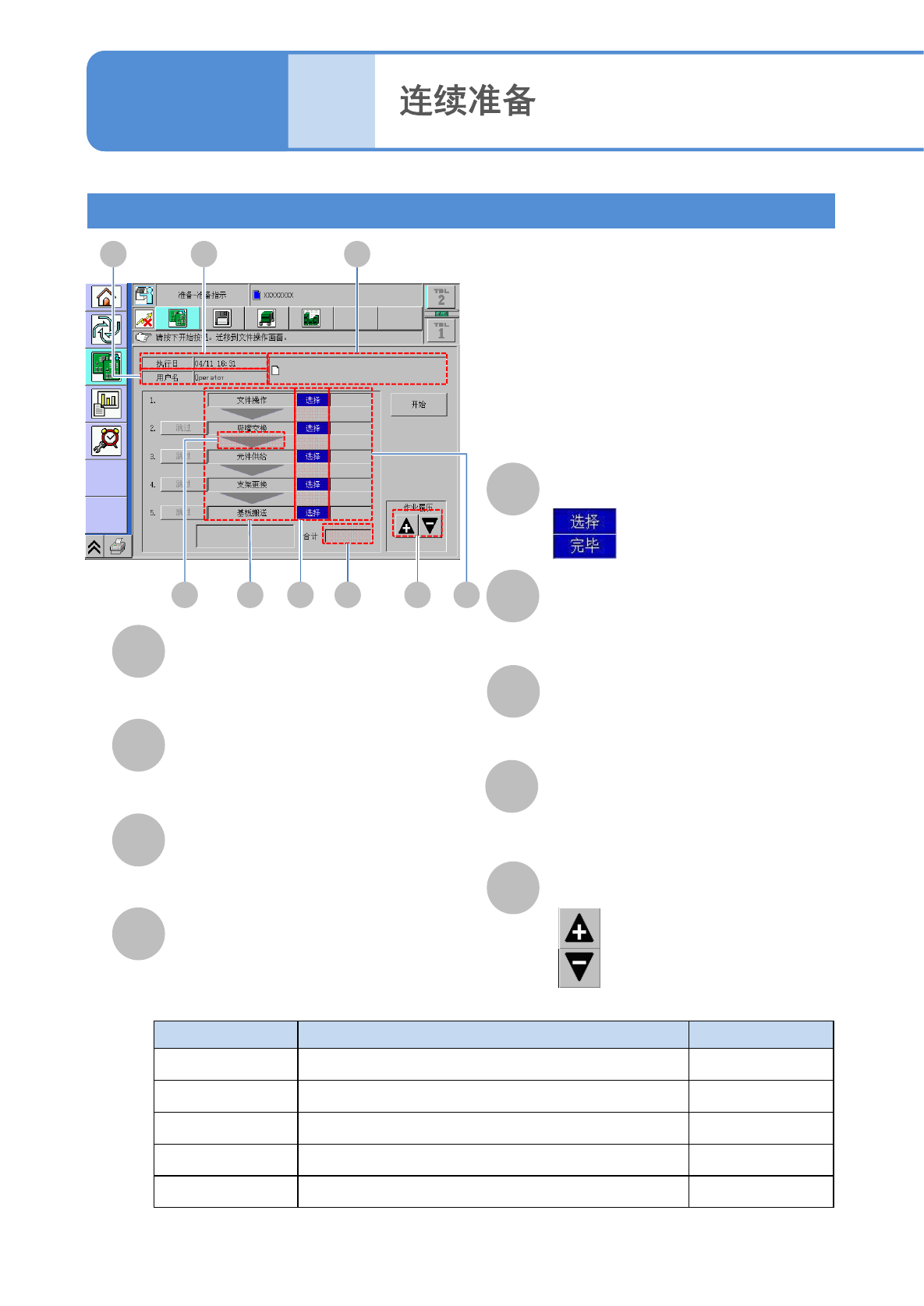
画面的确认方法
2-6
-1
F
H
l
A
E
B
C
D
作业名称 内容 参阅页
文件操作 切换机种时,读入或保存生产数据。 P.2-3-2 ~ 2-3-6
吸嘴更换 进行吸嘴的更换。
P.2-5-2
元件供给 安装料架。 P.2-4-1 ~ 2-4-5
基板支撑单元更换 更换基板支撑单元。
P.2-5-3
基板传送 进行基板的传送试验。
P.2-5-5
■各作业的内容
操作篇
2-6
执行日
作业开始日期。
用户名
操作者姓名。
批量名
读入生产数据或履历数据的批量名称。
作业内容
执行的作业内容。
作业状态
:预定作业
:作业完毕
作业时间
各准备作业所需时间。
G
合计
准备作业所需的总时间。
下一作业的指示箭头
下一步要进行的作业内容。
作业履历:连续准备的履历
:最近的履历
:过去的履历
AB C
D GE I FH