N7201A652C03(1)TT2 .pdf - 第190页
NPM-TT2 EJM1EC-MB-03O-00 生 产 操作篇 3 - 1 - 3 3-1-3 错误停止后恢复生产 在这里对发生错误时恢 复生产的方法进行说明。 ●在生产中显示错误停止画面。 1 1 + 2 3 2 确认错误内容、帮助等信息后, 采取对策 3 ( 转为可进行生产的轨道将恢复生产 ) 发生错误后,将显示错误停止画面
NPM-TT2 EJM1EC-MB-03O-00
OFF
3-1-2
-2
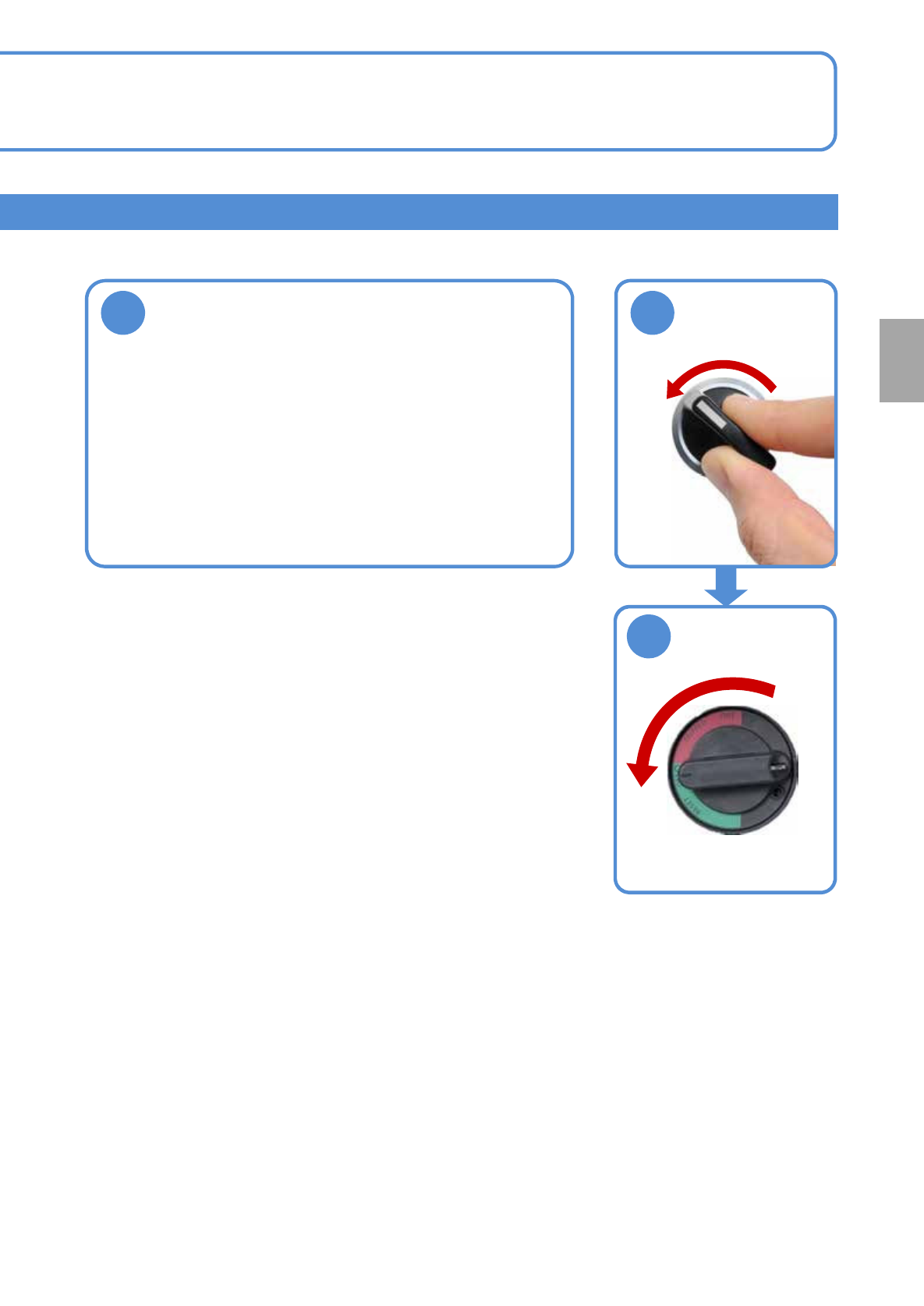
■自动时
3
●接受到上游侧的信号后,完成最后一张的生产。之后结束生产并
返回到主菜单画面。
结束生产
1
■切断设备电源时
OFF
SERVO
2
NPM-TT2 EJM1EC-MB-03O-00
生产
操作篇
3-1-3
3-1-3
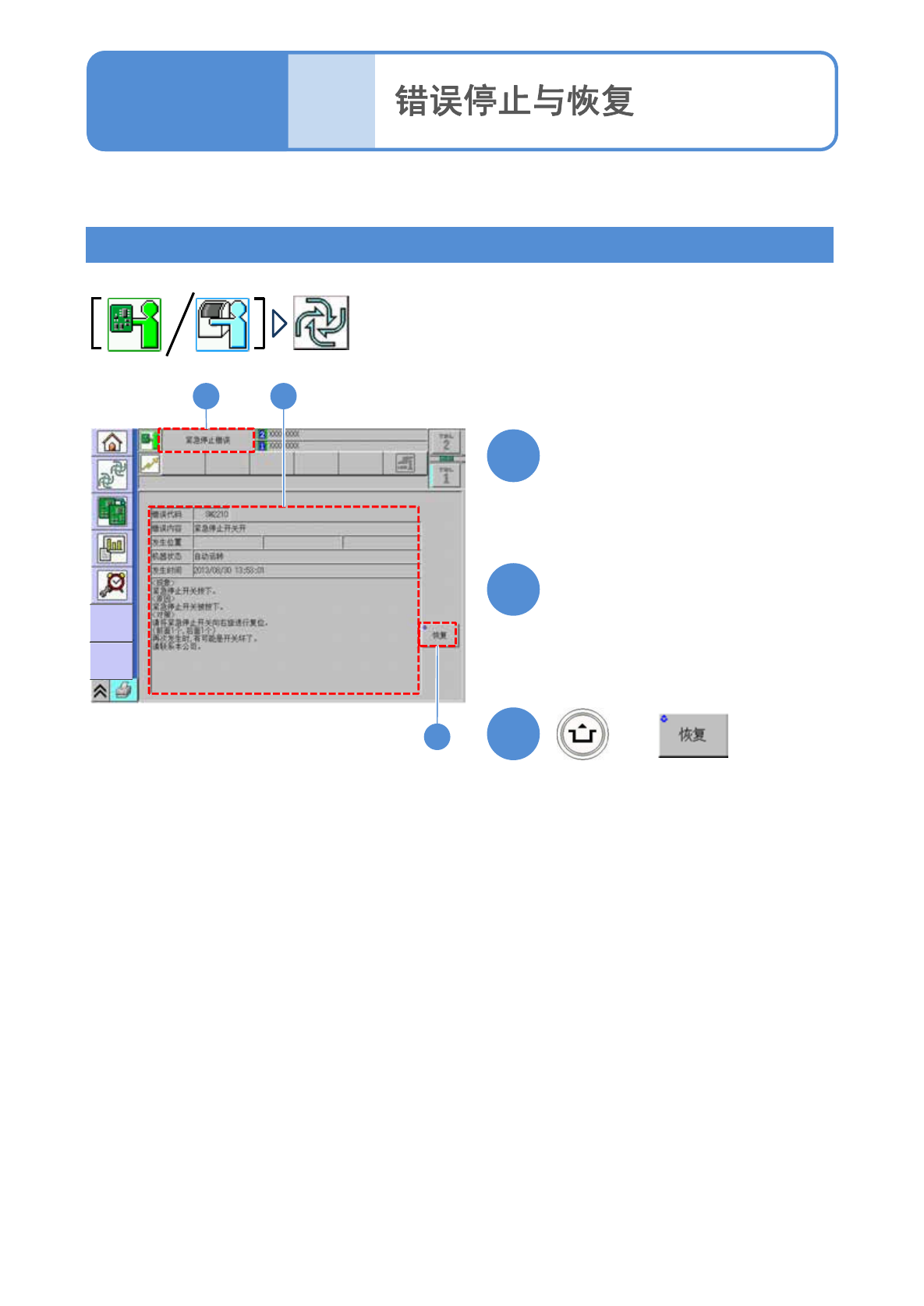
错误停止后恢复生产
在这里对发生错误时恢复生产的方法进行说明。
●在生产中显示错误停止画面。
1
1
+
2
3
2
确认错误内容、帮助等信息后,
采取对策
3
(转为可进行生产的轨道将恢复生产)
发生错误后,将显示错误停止画面
NPM-TT2 EJM1EC-MB-03O-00
3-1-4
生产
操作篇
3-1-4
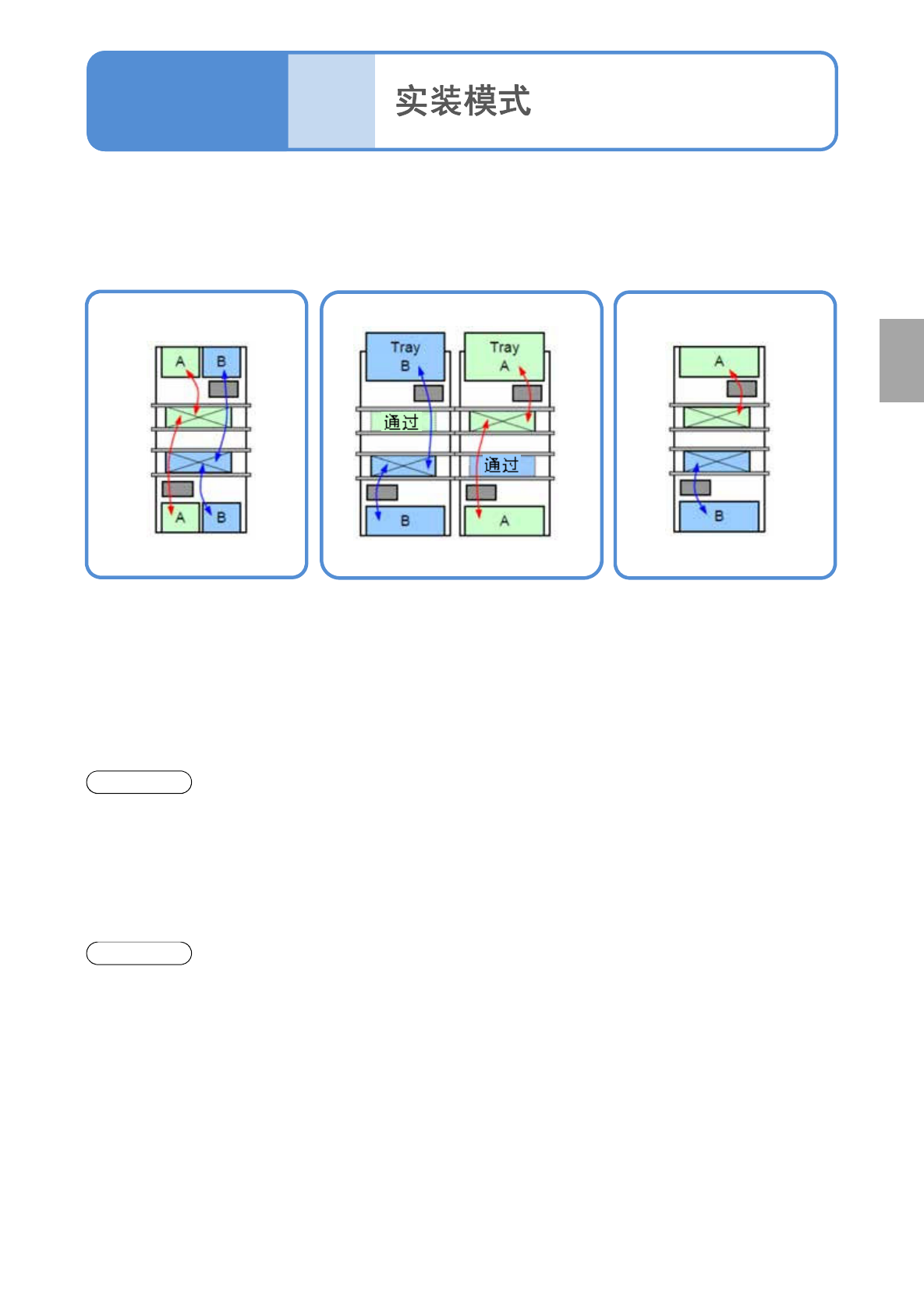
特征
■交互实装模式
●贴装头交互动作,进行生
产。
●各贴装头针对前后轨道的
基板进行生产。
●贴装头交互进行动作,完
成了对象轨道的生产后,再
生产其他轨道的基板。
■交互前(后)实装模式 ■独立实装模式
●使用前后的贴装头,只生产前
(后)轨道的基板,而通过后
(前)轨道的基板。
●各贴装头针对各轨道的
生产基板,进行独立的生产。
前贴装头: 前轨道的生产
后贴装头: 后轨道的生产
●将基板传送损失降至最小
限。
●能够开始、停止每个轨道的生产。 ●能够开始、停止每个轨道
的生产。
●因贴装头交互动作而不会
产生贴装头待机(等待对面
贴装动作)的情形、因此可
提高生产率。
机种切换
●停止设备后,进行各轨道
的机种切换。
●能够在基板通过过程中,对停止中
的轨道实施机种切换(生产数据切换
或更换台车、更换托盘料箱)。
●能够切换单侧在生产中处
于停止状态的轨道的机种生
产数据切换或更换台车、更
换托盘料箱) 。
*1)根据基板尺寸,有时会产生贴装头待机的情形。
*1)
在双轨规格的设备下,可选择以下模式后进行生产。