N7201A652C03(1)TT2 .pdf - 第201页
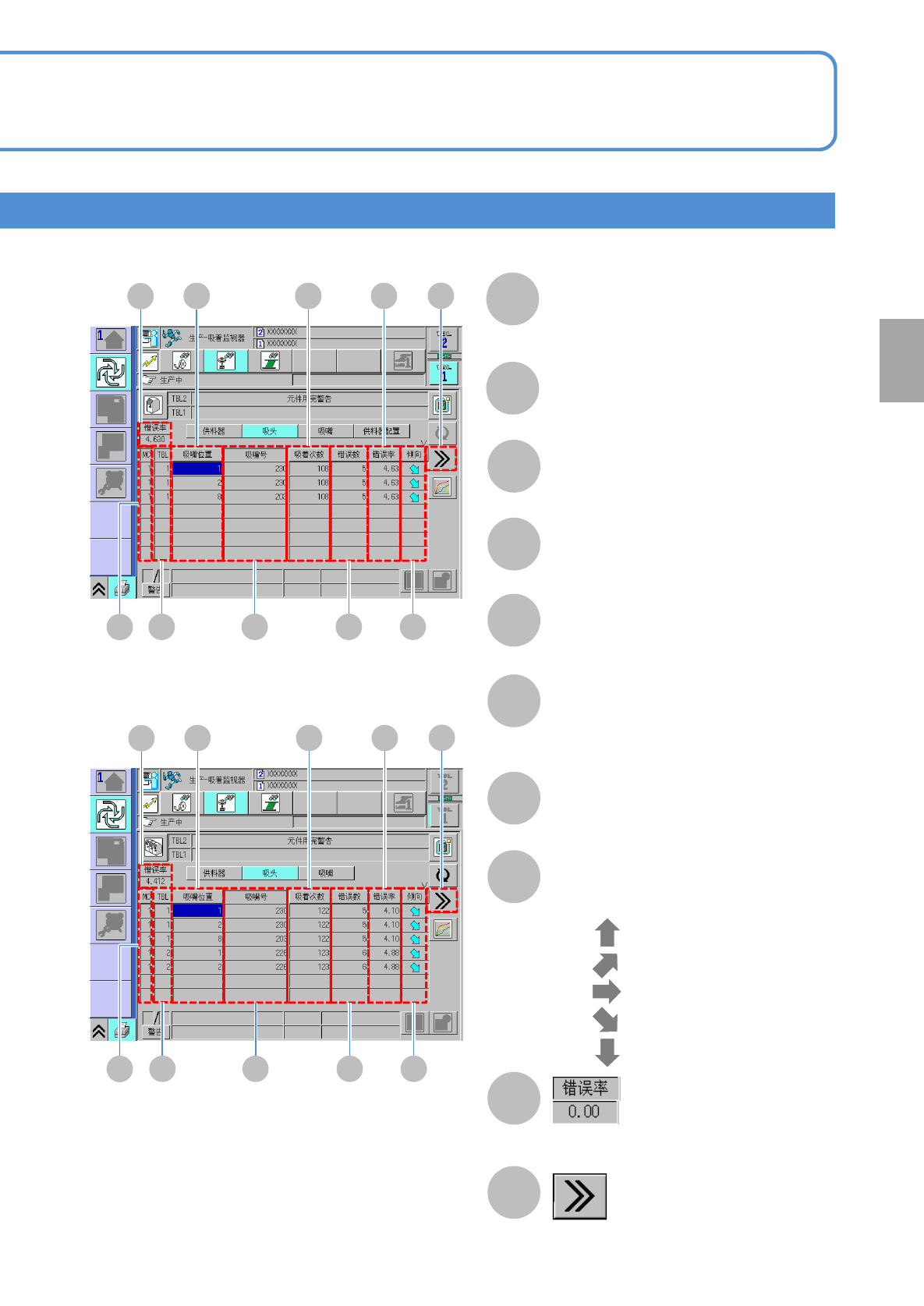
NPM-TT2 EJM1EC-MB-03O-00 3-2-1 -10 ■设备单位 TBL( 工作台 ) 所参照的工作台。 吸着次数 错误数 错误率 倾向 通过图标显示错误率的 增减倾向。 ● ● ● ● ● :超级上升倾向 :上升倾向 :不变 :超级下降倾向 :下降倾向 显示吸着信息的详细内容。 ■生产线单位 吸嘴位置 贴装头内的吸嘴位置编号。 吸着号 设备单位或者生产线单 位的错误率。 F G H I J K L M N E …
NPM-TT2 EJM1EC-MB-03O-00
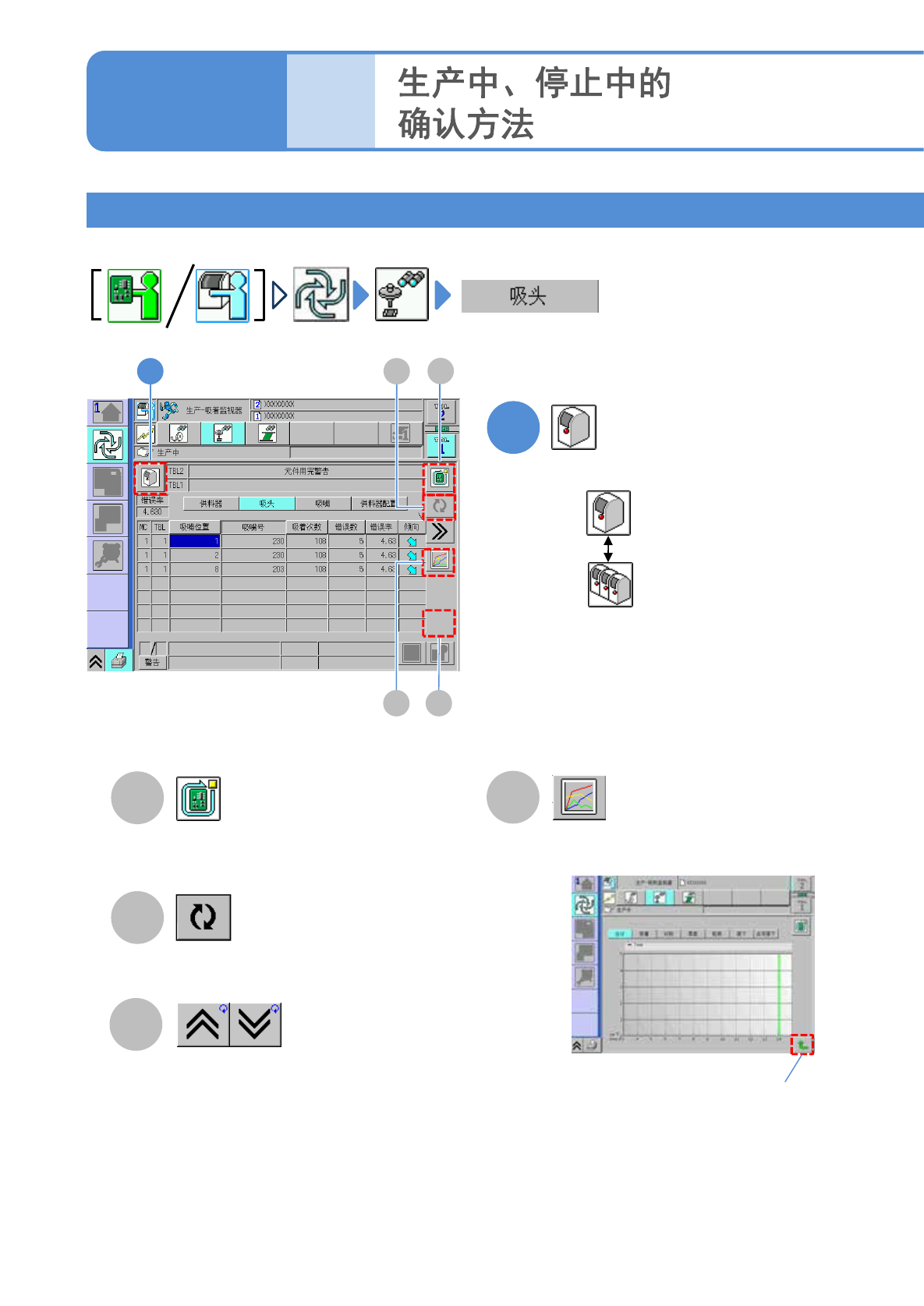
贴装头的吸着状况
5
操作篇
3-2-1
3-2-1
-9
生产信息
生产中的基板在生产后,再停止生产。
(→P.3-1-2)
更新为最新信息。
显示前后画面。
●所选择的吸嘴在1小时左右的错误次
数通过图表来显示。
竖轴: 错误次数
横轴: 时间
返回
原来画面时
●显示贴装头的吸着状况。
A
B
D
C
1
选择设备单位或者生产线单位。
:设备单位
:生产线单位
B
D
A
C
1
NPM-TT2 EJM1EC-MB-03O-00
3-2-1
-10
■设备单位
TBL(工作台)
所参照的工作台。
吸着次数
错误数
错误率
倾向
通过图标显示错误率的增减倾向。
●
●
●
●
●
:超级上升倾向
:上升倾向
:不变
:超级下降倾向
:下降倾向
显示吸着信息的详细内容。
■生产线单位
吸嘴位置
贴装头内的吸嘴位置编号。
吸着号
设备单位或者生产线单位的错误率。
F
G
H
I
J
K
L
M
N
E
HF
KI
J
G
N
M
L
HF
KI
J
G
N
M
L
E
E
MC(设备)
对设备实施生产线化操作时,设备的
打头序号。
NPM-TT2 EJM1EC-MB-03O-00
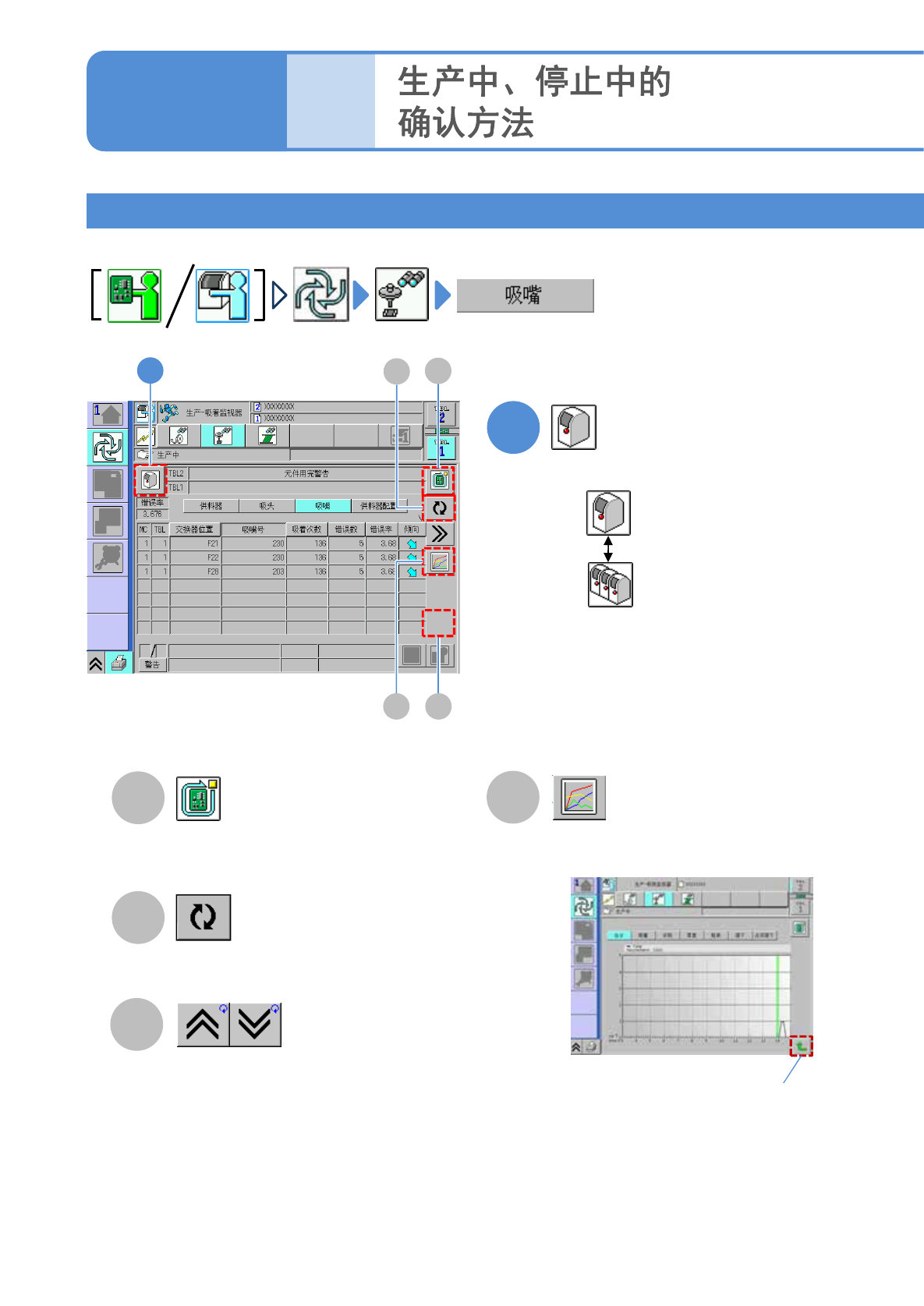
吸嘴的吸着状况
6
操作篇
3-2-1
3-2-1
-11
生产信息
●显示吸嘴交换器内的吸嘴吸着状况。
生产中的基板在生产后,再停止生产。
(→P.3-1-2)
更新为最新信息。
显示前后画面。
●所选择的吸嘴在1小时左右的错误次
数通过图表来显示。
竖轴: 错误次数
横轴: 时间
返回
原来画面时
A
B
D
C
1
选择设备单位或者生产线单位。
:设备单位
:生产线单位
A
C
B
D
1