N7201A652C03(1)TT2 .pdf - 第207页
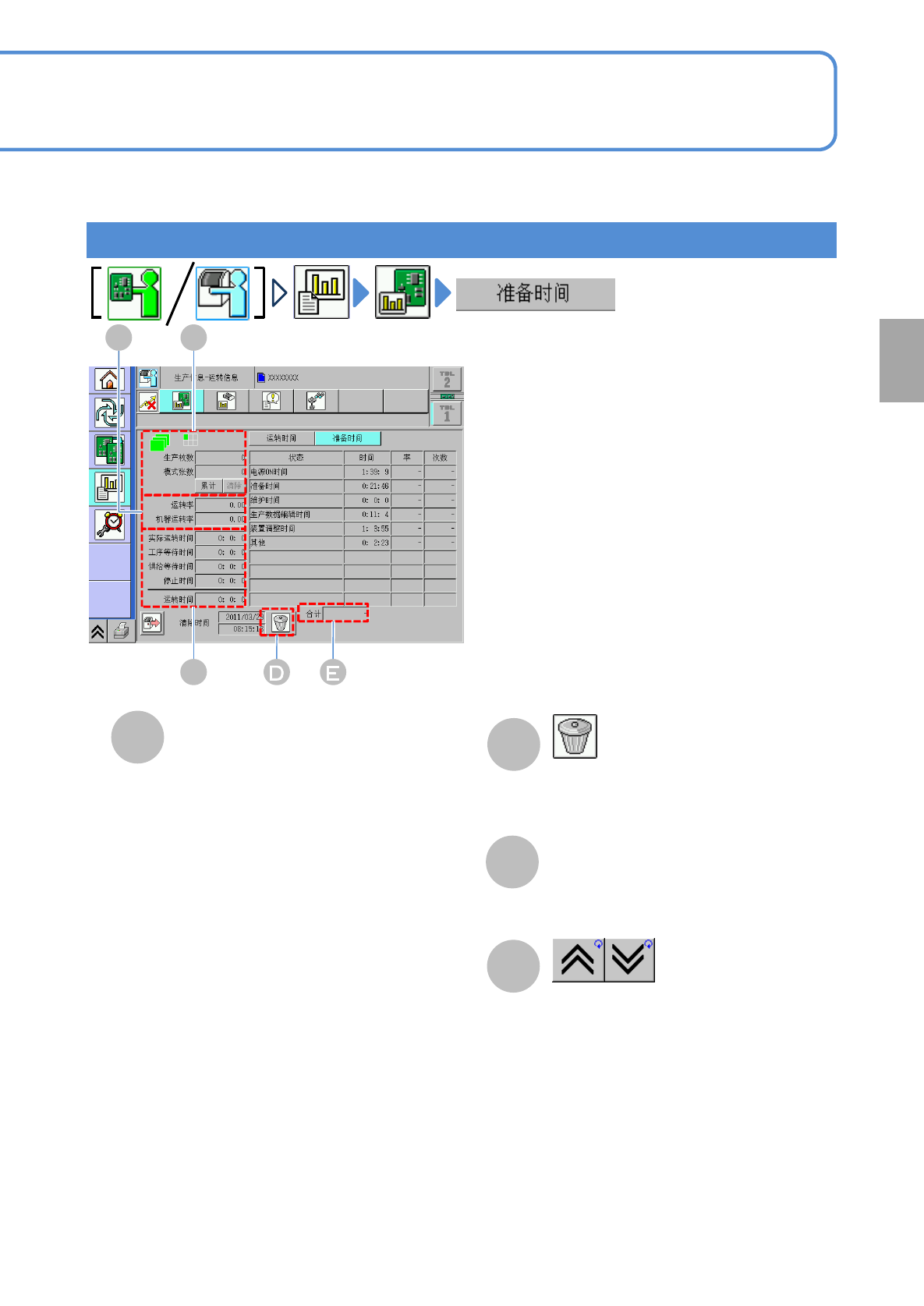
NPM-TT2 EJM1EC-MB-03O-00 3-2-2 -2 B A C C 生产信息被清除。 合计时间 显示前后画面。 准备时间 D E F 运转时间 ●实际运转时间 ■ 单轨模式时 : 从生产模式时间中除去 前后工序等待或 者由于错误等发生的停止时间。 ( 实际运转时间 = 运转时间 - 总停止时间 ) ■ 双轨模式时 : 从进入生产模式后的时 间中减去等待前 后工序的时间或因错误等原因而停止 贴 装的时间,以及搬送时…

NPM-TT2 EJM1EC-MB-03O-00
3-2-2
-1
显示设备单位的运转时间信息。
●当为双轨传送带时,事先选择轨道。
生产信息
操作篇
3-2-2
B A
C
B
A
生产枚数
●生产枚数
通过指定基台的基板数量。
●图案张数
生产(实装元件)的基板数量。
●累计/批量
●清除
清除累计数量。
运转率
●运转率
相对运转时间,实际运转时间所占比率。
●机器运转率
相对运转时间,实际运转时间和工序待
机时间总和的所占比率。
选择数量表
示的种类。
:切换生产数据
后的累计
:批量单位的数量
运转时间
NPM-TT2 EJM1EC-MB-03O-00
3-2-2
-2
B A
C
C
生产信息被清除。
合计时间
显示前后画面。
准备时间
D
E
F
运转时间
●实际运转时间
■单轨模式时:
从生产模式时间中除去前后工序等待或
者由于错误等发生的停止时间。
(实际运转时间
=运转时间-总停止时间)
■双轨模式时:
从进入生产模式后的时间中减去等待前
后工序的时间或因错误等原因而停止贴
装的时间,以及搬送时间后的时间。
(实际运转时间
=运转时间-总停止时间-搬送时间)
●工序等待时间
前后的准备时间。
●供给等待时间
元件供给的等待时间。
●停止时间
生产中的停止时间。
●运转时间
生产模式时的时间。
NPM-TT2 EJM1EC-MB-03O-00
3-2-3
-1
C
A
B
D
E
F
G
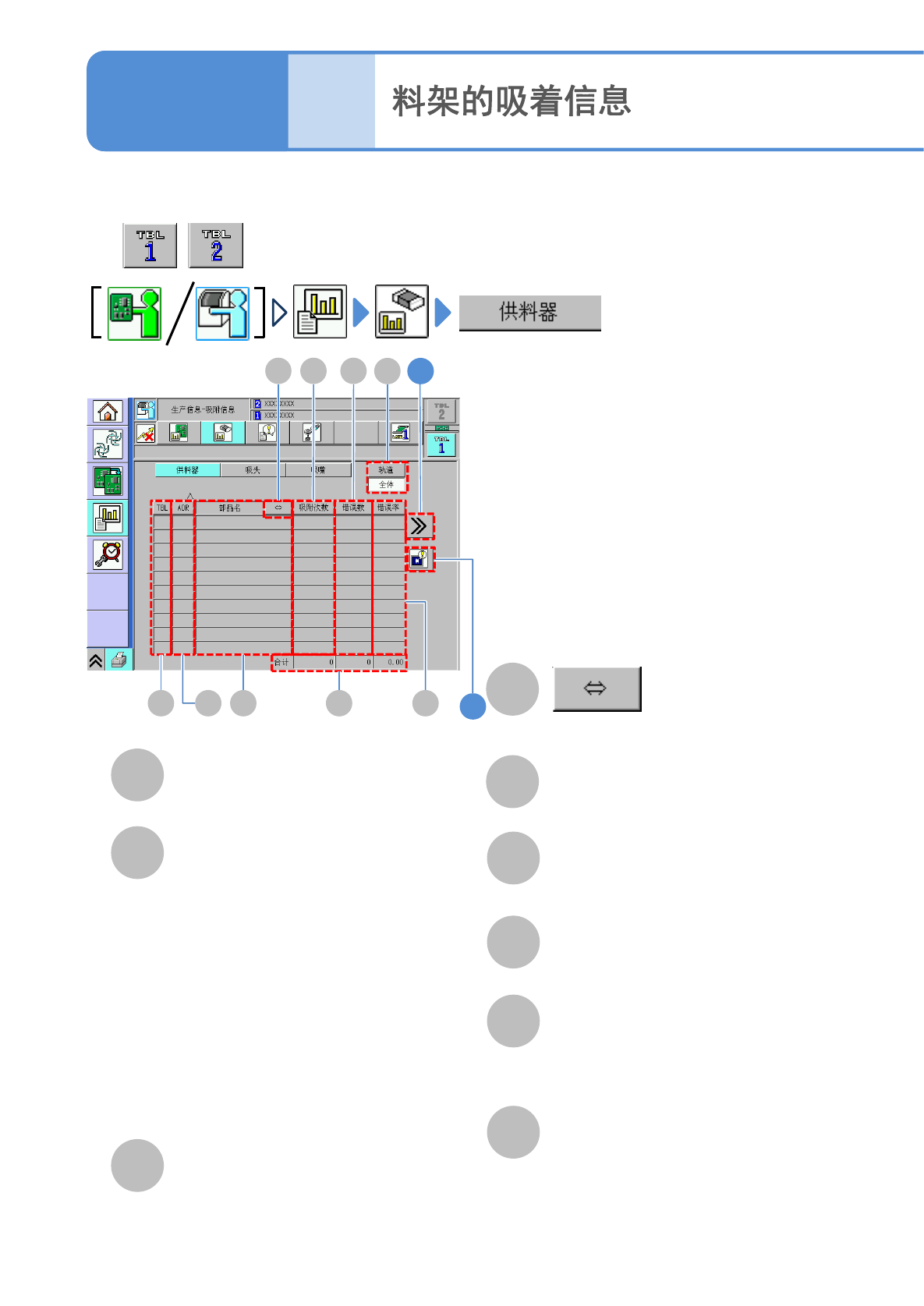
可以确认各料架地址的元件信息。
生产信息
操作篇
3-2-3
TBL(工作台)
所参照的工作台。
ADR(地址)
料架地址。
元件名称
吸着的元件名称。
合计
所有料架的吸着次数和错误次数的合计,
以及相对总吸着次数所发生错误的比率。
H
文件名称过长时,滚动此键来显示。
吸着次数
各料架的吸着次数。
错误数
发生错误的次数。
错误率
相对吸着次数所发生错误的比率。
1
● 都需要进行。
2
E FD
A C HB
1
G
I
编带料架
●A/B:托盘供料器的工作台
(单式托盘供料器时,只有A)
●数字:托盘托板的位置编号
托盘供料器
I
轨道
将显示项目从“全体”、“每个轨道”
中切换。当选择“每个轨道”时,通过
轨道切换按钮指定轨道。
●数字:料架的位置编号
●R/L/C:料架的元件位置
(双编带料架、薄型单料架时)
R(右)、L(左)
(杆状料架时)
R(右)、L(左)、C(中)