N7201A652C03(1)TT2 .pdf - 第400页
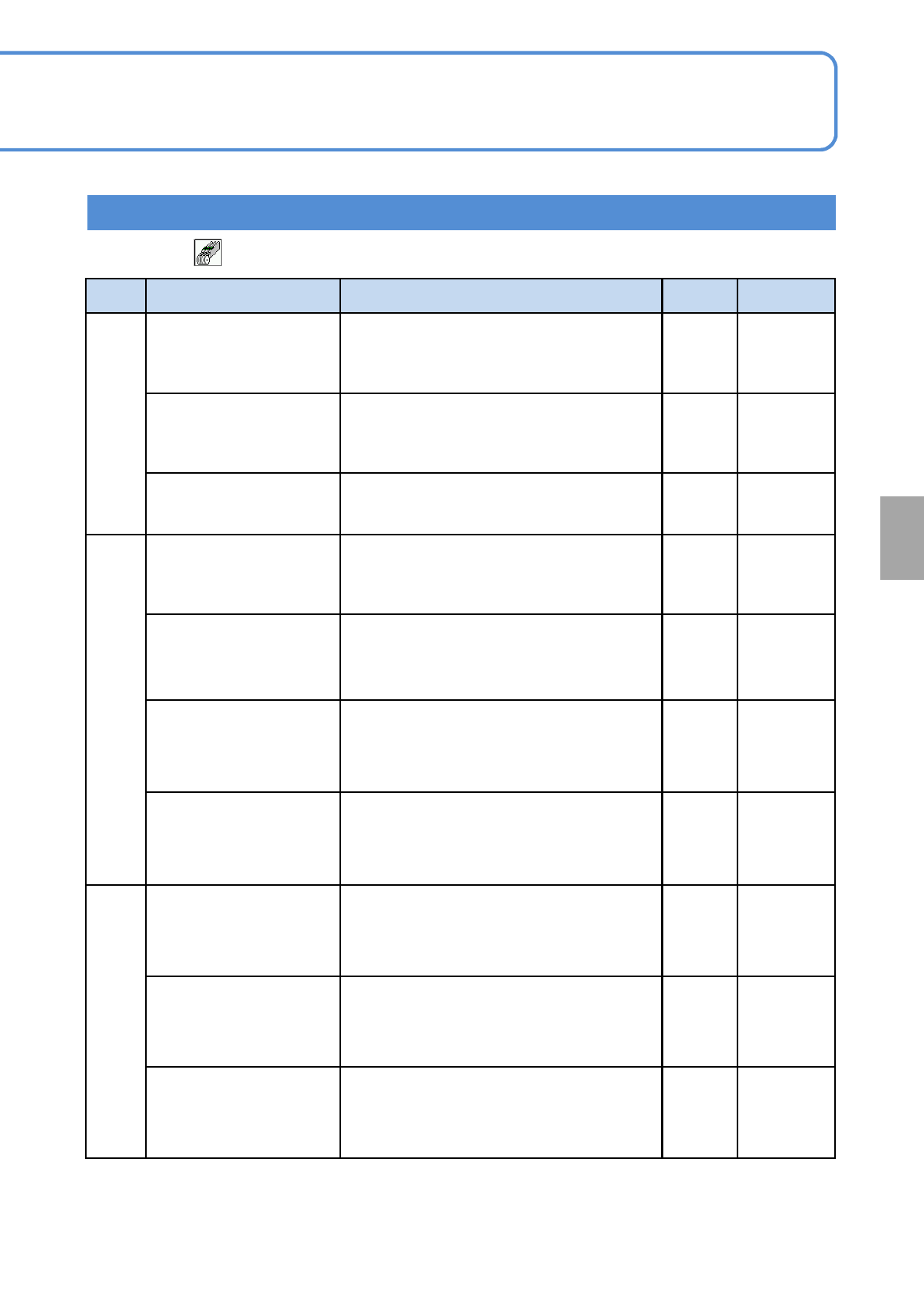
NPM-T T 2 EJM1EC-MB - 05O-01 单 元 设 定 5 5-1 -2 -9 操作篇 5 - 1 - 2 设定 的内容 8 ■料架 (3/5) 种类 项目名称 内容 初始值 设定范围 判定 编带切割长度 (F) [mm ] 在自动运 转中执行 编带 切割所需的设 定值。 当前侧工 作台的最 长空 编带超出了此 设定值 时,执行 编带切割 。 100 10.0 ~ 200 0.0 编带切割长度 (R) [mm ] 在自…
NPM-TT2 EJM1EC-MB-05O-01
5-1-2
-8
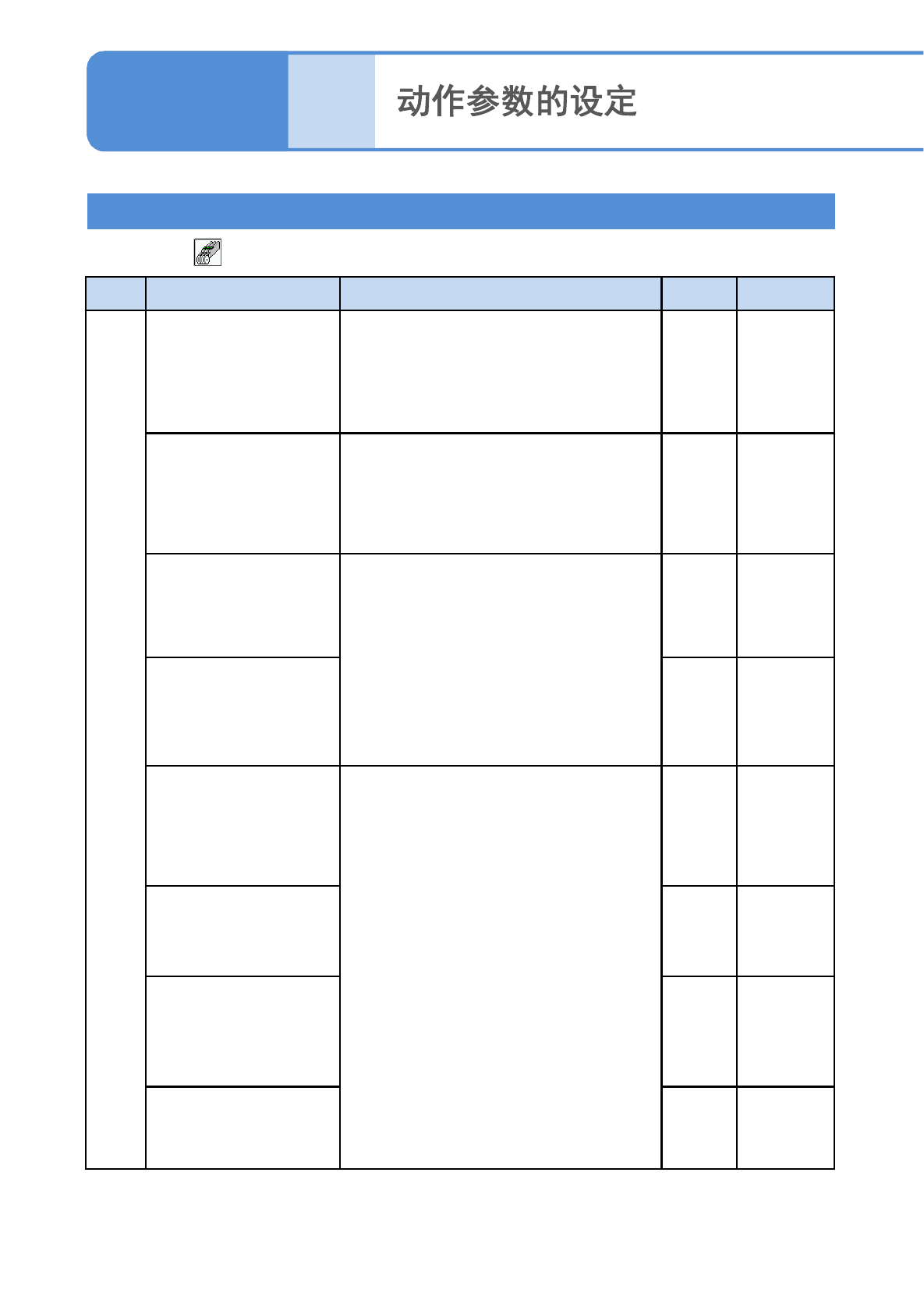
设定的内容 7
种类 项目名称 内容 初始值 设定范围
机械
4mm第二原点补偿值
(-)[mm]
与4mm供给料架的第二原点补偿值相应的极
限值 (-)
-1.0
-1.0 ~ 0.0
4mm第二原点补偿值
(+)[mm]
与4mm供给料架的第二原点补偿值相应的极
限值 (+)
1.0
0.0 ~ 1.0
吸着位置校正次数[回]
当发生槽识别错误时所执行的识别重试次数
1
1 ~ 9
时间
BowlFeeder 振动时间
(标准)[ms]
球状料架的振动时间(标准) 250
0 ~ 30000
BowlFeeder 振动时间
(中速)[ms]
球状料架的振动时间(中速) 500
0 ~ 30000
BowlFeeder 振动时间
(低速)[ms]
球状料架的振动时间(低速) 1000
0 ~ 30000
核对2插拔容许时间[s]
“核对2”为ON,且设定为“0”以外时,只
要在设定时间内执行了料架的插拔,即无需
再执行核对。
● 为“0”时需要再次核对
0
0 ~ 60
判定
不良料架错误率 [%]
判定料架良否的判定值。
料架的错误率高于此值时判断为不良料架,
会进行错误停止。
20
0.1 ~ 100
用完元件
吸着错误次数
(8mm) [个]
在8 mm宽的卷盘上连续出现吸着错误达到此
次数时,判断为用完元件。
15
3 ~ 30
用完元件
吸着错误次数
(12mm以上) [个]
在12 mm宽以上的卷盘上连续出现吸着错误
达到此次数时,判断为用完元件。
3
3 ~ 30
■料架(2/5)
NPM-TT2 EJM1EC-MB-05O-01
单元设定
5
5-1-2
-9
操作篇
5-1-2
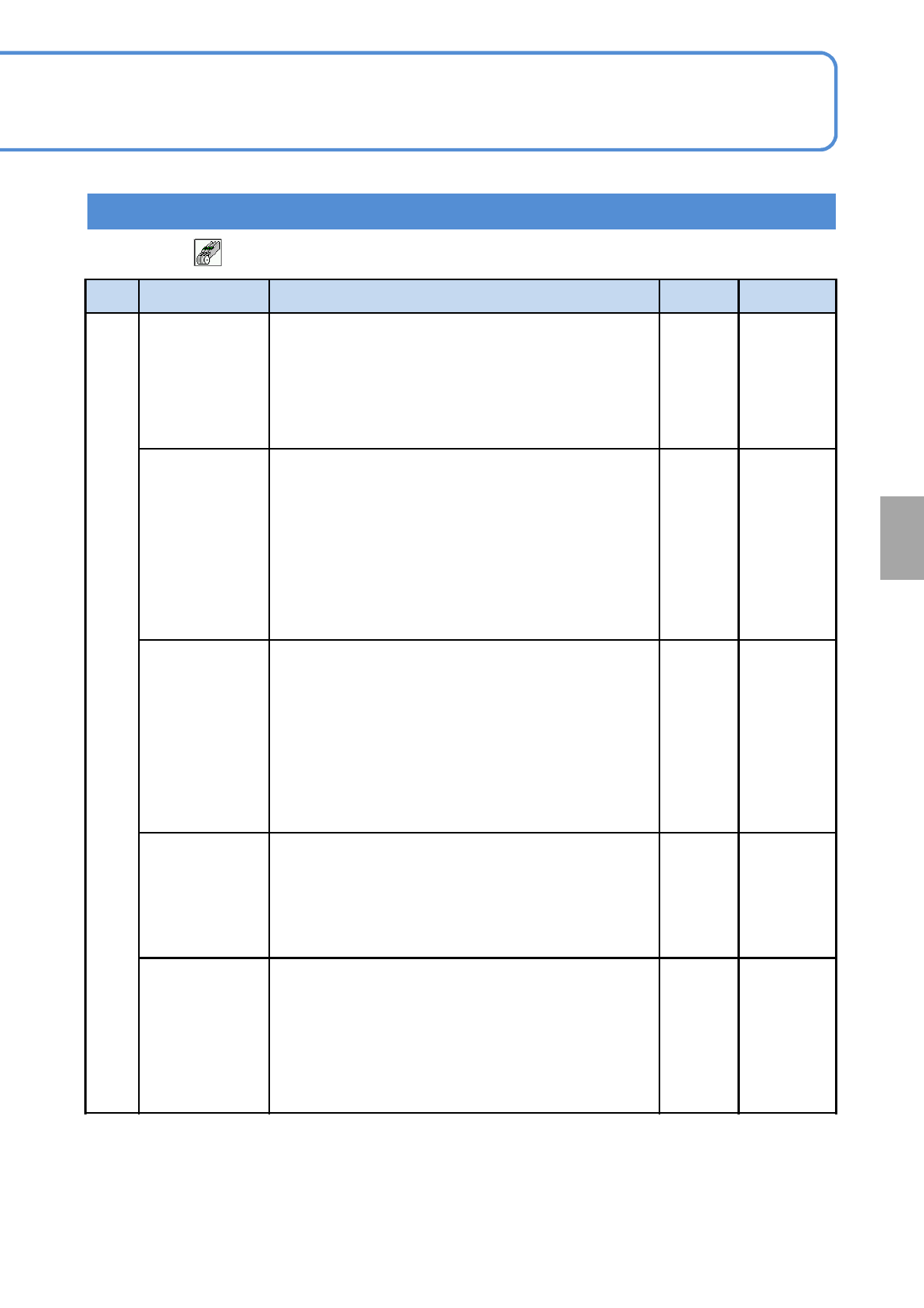
设定的内容 8
■料架(3/5)
种类 项目名称 内容 初始值 设定范围
判定
编带切割长度(F) [mm]
在自动运转中执行编带切割所需的设定值。
当前侧工作台的最长空编带超出了此设定值
时,执行编带切割。
100
10.0 ~
2000.0
编带切割长度(R) [mm]
在自动运转中执行编带切割所需的设定值。
当后侧工作台的最长空编带超出了此设定值
时,执行编带切割。
100
10.0 ~
2000.0
料架维修次数
(8 mm) [万次]
当料架的供给次数达到设定值时,转为不可
运转。
100
1 ~ 500
料架维修次数
(12、16 mm) [万次]
100
1 ~ 500
料架维修次数
(24、32 mm) [万次]
当料架的供给次数达到设定值时,转为不可
运转。
100
1 ~ 500
料架维修次数
(44、56 mm) [万次]
100
1 ~ 500
料架维修次数
(72 mm) [万次]
100
1 ~ 500
料架维修次数
(88、104、120 mm) [万
次]
100
1 ~ 500
NPM-TT2 EJM1EC-MB-05O-01
5-1-2
-10
设定的内容 9
■料架(4/5)
种类 项目名称 内容 初始值 设定范围
判定
料架维护警告率
[%]
当料架的维护次数超出了“料架维护次数×设定值”的
次数时,将显示料架维护警告。
●当设定为100%时,将只显示警告。
100
0 ~ 100
吸着位置再示教
偏移量[%]
通过检测一次性执行拼接的接缝、实施吸附位置的自动
示教之际,如果示教结果超出了元件外形最大尺寸的本
设定值,将作为范围错误而再次执行示教。
●设定为“0”时,将超出±1mm视为范围错误,而不
再次进行示教。
0
0 ~ 100
拼接确认无停止
长度 [mm]
在没有拼接确认时从接头检测位置开始的停止长度。
●如果是0,接头检测位置与立即停止位置相同。
●如果是0以外的值,即是警告状态,将在所输入的值
的长度位置停止。
●本功能使用料架固件530以后版本时有效。
0
0 ~ 100
元件用完判定余
数 [%]
即使达到元件用完吸着错误的次数,只要余数不小于这
个设定值,即不会判定为元件用完。这时,还会计数吸
着错误次数。
0
0.000 ~
99.999
拼接判定余数
[%]
当即使执行拼接检测,余数仍不会转为这个设定值以下
时,即不视为拼接判定。
●在0设定下,如果执行拼接检测,即会无条件地判定
为拼接。
0
0.000 ~
99.999