N7201A652C03(1)TT2 .pdf - 第474页
NPM-TT2 EJM1EC-MB-06O-00 6-1-1 -9 ■ 3D 测量功能 ( 多功能识别照相机 : 【类型 3 】 ) 多功能识别照相机的类型 3 在类 型 2 的基础上,还可高速检测 QFP / SOP 等全部引线的共面性与 XY 方向位置。 可进行 BGA / CSP 等的全部引线的有无、缺欠检测。 识别方法 识别速度 对象元件例 最小引线 / 最小焊球间距 最小引线宽度 / 最小焊球直径 最小焊球高度 整体识别 3 …
NPM-TT2 EJM1EC-MB-06O-00
6-1-1
-8
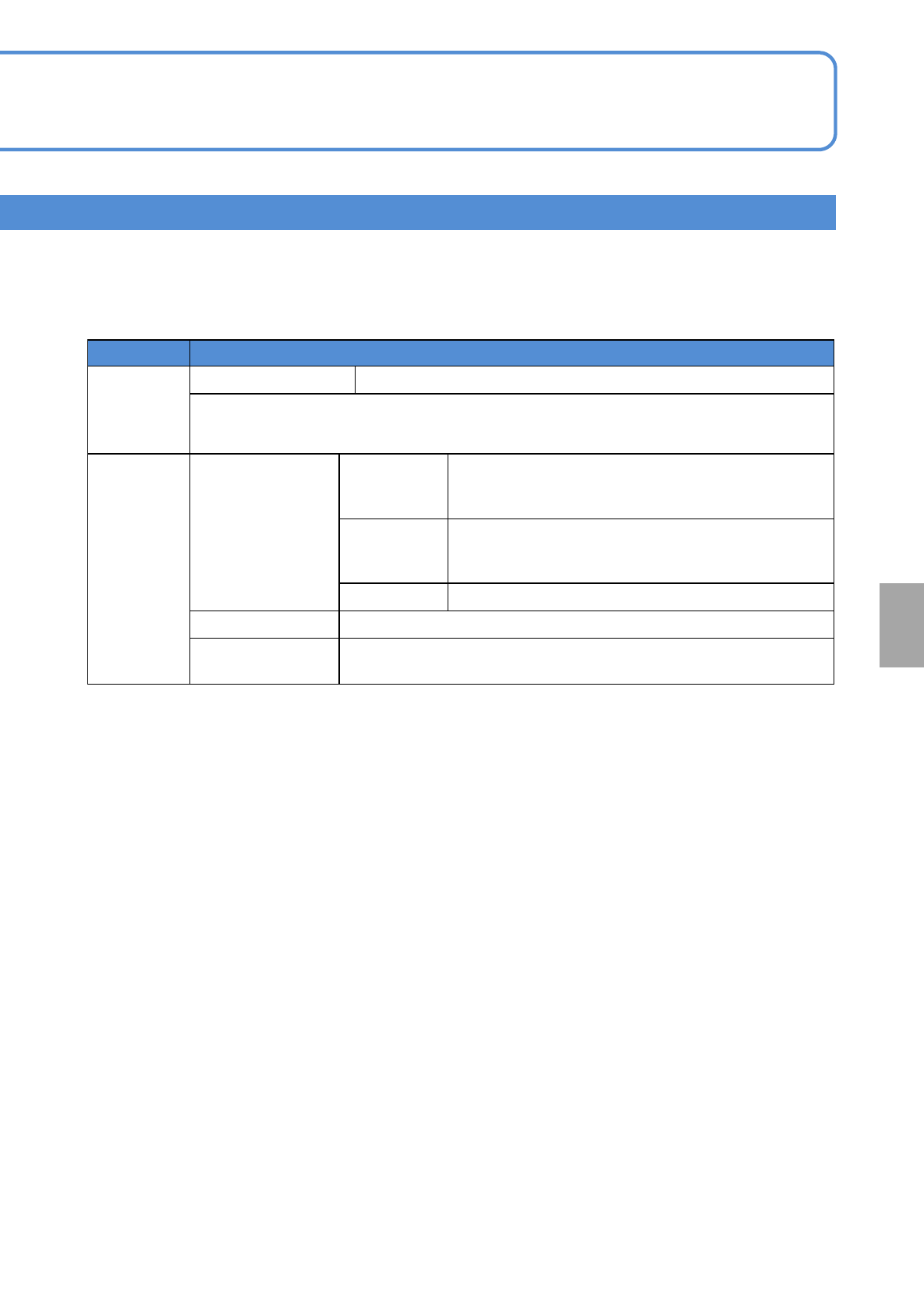
■元件厚度测量功能 (多功能识别照相机:【类型 2 】)
项 目 内 容
对象元件
每次 0402 ~ Mini Tr / Di
最小元件厚度: 0.1 mm
* 进行立起、倾斜立起吸着的检测,元件的厚度、宽度以及长度中的某2项的差需要在50 μm
以上
功 能
元件厚度测量功能
每次
每次都测量元件的厚度,并反映进贴装高度。另外,还
可同时确认微小元件的立起、倾斜立起吸着以及Tr/ Di
的反转吸着。
第1次切换
元件时
厚度测定是对「自动运转开始后」「检测出元件用完后
的元件补充后」「编带接料检测后」「芯片数据修正后」
的吸着第1点进行。
元件校正 可对每个元件执行厚度测量以及芯片数据的登录。
吸嘴尖端确认功能 确认吸嘴高度是否发生异常。
*1)
排出检测功能
当发生识别错误等时,在排出元件后,对吸嘴尖端进行附着物的有无确
认。
・附带衬垫的吸嘴、吸嘴尖端存在高度差的吸嘴(例如205A)的测量不在对象范围内。
・请对每个工作台 ( 前侧 / 后侧 ) 都购买。
*1) 折断、吸嘴支座动作不良
多功能识别照相机的类型2的功能在类型1的基础上,还具有元件厚度测量、正反反转检测功能,因此有助于提
高贴装质量。
●在NPM-D3、NPM-W2 、NPM-TT2 之后的多功能识别照相机设备上,有时某些部分与以往的线性照相
机元件库不具兼容性。
(当使用识别选购件的亮度确认等功能时)
NPM-TT2 EJM1EC-MB-06O-00
6-1-1
-9
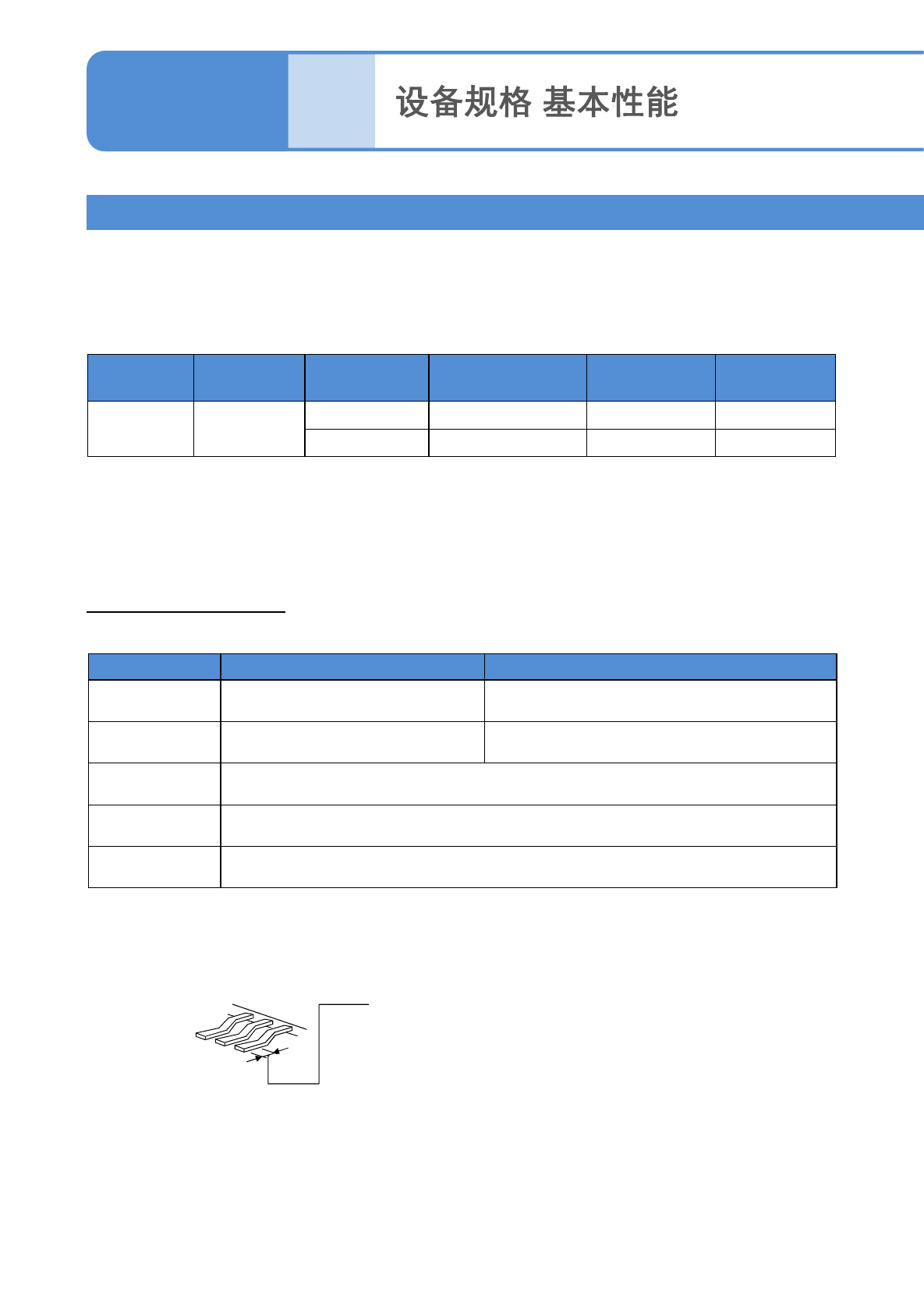
■3D测量功能 ( 多功能识别照相机:【类型3 】)
多功能识别照相机的类型3在类型2的基础上,还可高速检测QFP / SOP 等全部引线的共面性与XY方向位置。
可进行BGA / CSP 等的全部引线的有无、缺欠检测。
识别方法 识别速度 对象元件例
最小引线/
最小焊球间距
最小引线宽度/
最小焊球直径
最小焊球高度
整体识别 3D高速
QFP、SOP
0.4 mm
*1)
0.12 mm ―
BGA、CSP
0.5 mm
*2)
0.3 mm 0.25 mm
*1) 关于引线间距不足 0.4 mm 的 QFP/ SOP,请另行商洽。
*2) 关于焊球间距不足 0.5 mm 的 CSP,请另行商洽。
QFP识别条件 ( 类型3 )
能够进行贴装的 QFP 的条件如下所述
*1)
。
8吸嘴贴装头 3吸嘴贴装头
外形尺寸 2 × 2 ~ 32 × 32 mm 2 × 2 ~ 80 × 80 mm
*2)
厚度 1.0 ~ 12 mm 1.0 ~ 30 mm
引线间距 0.4 mm、0.5 mm、0.65 mm、1.0 mm、1.27 mm、1.5 mm
引线宽度 0.2 mm以上
引线形状 从铸模部分起的引线突出量需要在1 mm以上。
供给形态: 编带、托盘
・引线共面性的测量范围为±0.5 mm。
・引线下面的平面部需要在0.2 mm 以上。
・根据识别速度、引线数量的不同,在贴装时有时会产生识别处理的等待时间。
*1)基本上通过样品来研讨可否贴装,并通过实验进行可否判断。
*2)元件外形尺寸超出45 Ï 45 mm时,进行分割识别。
●详细内容,烦请您咨询。
下面平面部在 0.2 mm以上
识别单元的构成 3
●在NPM-D3、NPM-W2 、NPM-TT2之后的多功能识别照相机设备上,有时某些部分与以往的线性照相机
元件库不具兼容性。
(当使用识别选购件的亮度确认等功能时)
规格
/ 5
操作篇
6-1 -1
NPM-TT2 EJM1EC-MB-06O-00
6-1-1
-10
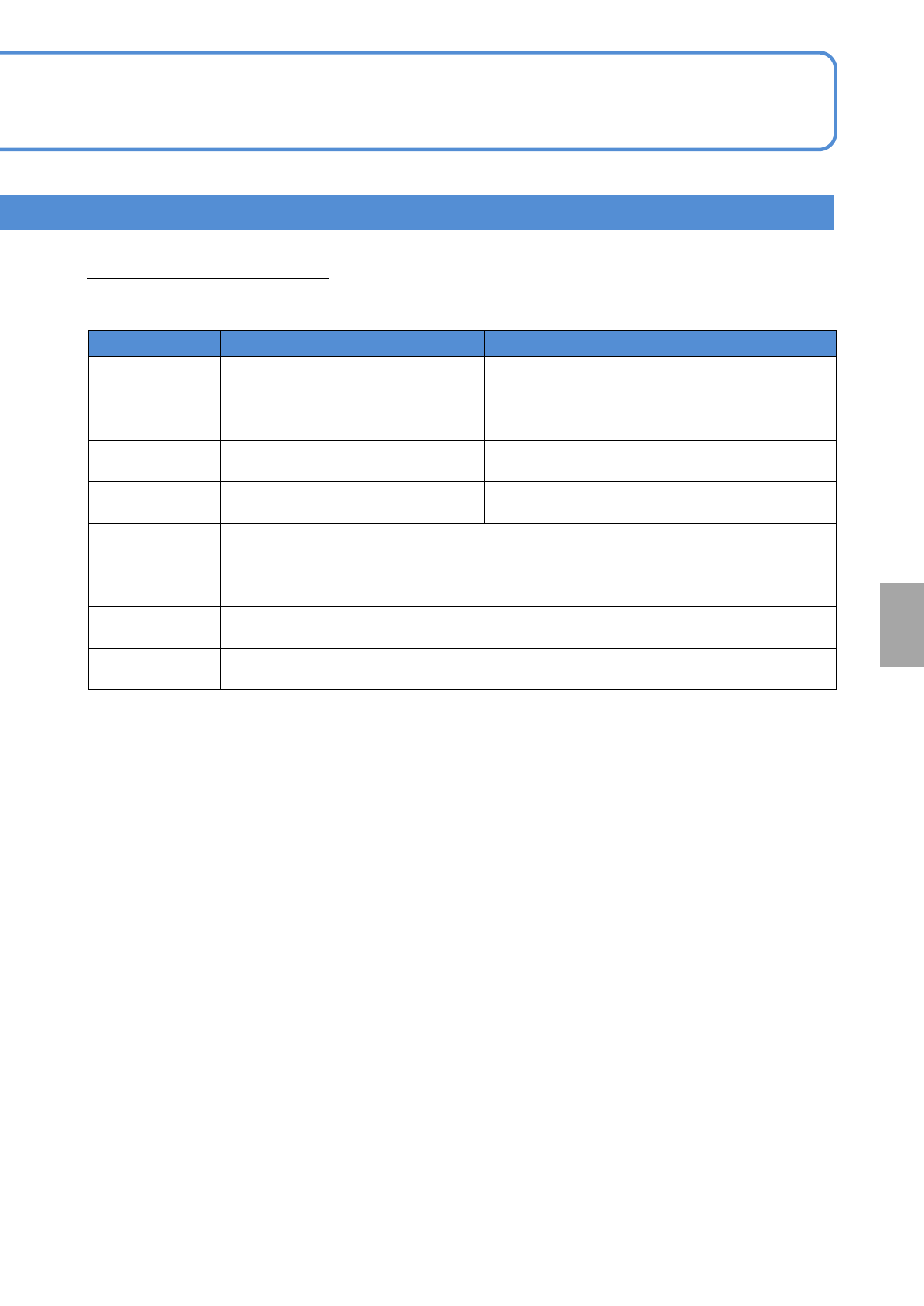
BGA / CSP识别条件 (类型3 )
能够进行贴装的 BGA / CSP 的条件如下所示
*1)
。
8吸嘴贴装头 3吸嘴贴装头
外形尺寸 2 × 2 ~ 32 × 32 mm 2 × 2 ~ 90 × 90 mm
*2)
厚度 0.3 ~ 12 mm 0.3 ~ 30 mm
最小焊球间距
0.5 mm 0.4 mm
最小焊球直径
φ0.3 mm φ0.25 mm
焊球形状 球状
焊球材质 高温焊料、共晶焊料
焊球数 2 × 2 个 ~ 64 × 64 个
焊球排列 焊球的间距与尺寸需为均一。
*3)
供给形态: 编带、托盘
・根据焊球的表面形状,有时会发生无法识别的情形。
・供给形态以下侧为球状端子的编带或托盘为对象。
・根据识别速度、焊球数量,有时会在贴装时的识别处理上产生等待时间。
・当反射照明亮灯时或在设定反射照明补偿值时 ,不进行焊球高度检查。
*1) 基本上通过样品来研讨可否贴装,并通过实验进行可否判断。
*2) 元件外形尺寸超出45 Ï 45 mm时,进行分割识别。(识别范围:80 × 80 mm )
*3) 关于焊球缺欠或格状图案,与BGA / CSP的相关标准JEDEC、EIAJ所规定的相同。
●详细内容,烦请您咨询。