00196512-02_UM_X-Serie_SR705_PL.pdf - 第235页
Instrukcja eksploatacji SIPLACE ser ia X Od wersji oprogramowania SR.70x.xx Ustawianie i uruchamianie Wydanie 01/2011 Ustawianie automatu 235 → Poluzuj ostro ż nie obie ś ruby imbusowe M24x90 (poz. 2 n a rys. 4.3 - 6 , s…
Instrukcja eksploatacji SIPLACE seria X
Ustawianie i uruchamianie Od wersji oprogramowania SR.70x.xx
Ustawianie automatu Wydanie 01/2011
234
runku przeciwnym do kierunku transportu płytek drukowanych (patrz punkt 3 na rys. 4.3
- 3, strona 231).
→ Zamocuj oba elementy dystansowe, każdy czterema śrubami imbusowymi M12x80 (patrz
punkt 4 na rys. 4.3 - 5
, strona 233). Użyj do tego celu nasadki do wkrętaka o rozwartości
10 mm.
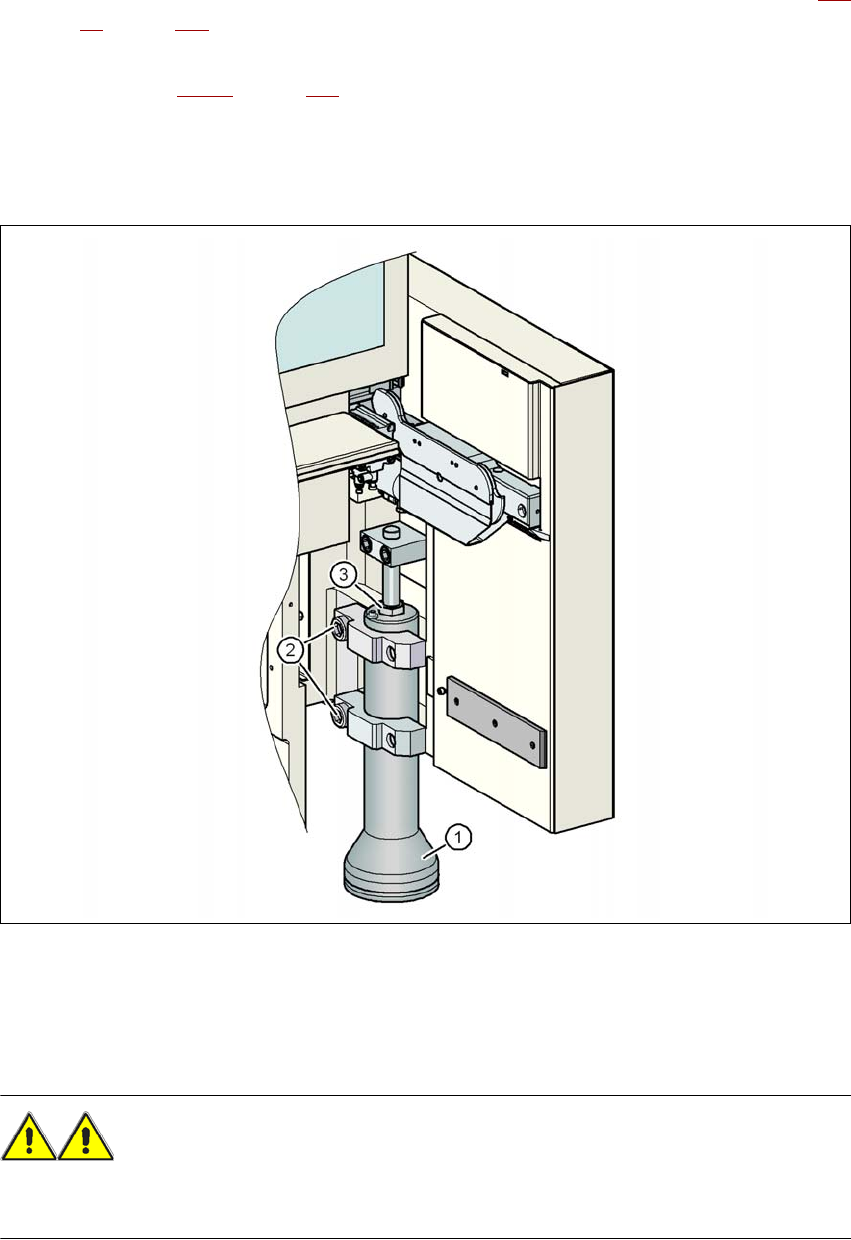
4.3.4.2 Wstępne ustawianie wysokości zewnętrznych łap maszyny
4
Rys. 4.3 - 6 Wstępne ustawianie wysokości zewnętrznych łap maszyny
(1) Łapa maszyny - 2 wykonania
(2) Śruba imbusowa, M24x90
(3) Śruba regulacyjna M24x2x120
OSTRZEŻENIE 4
Odkręcając śruby imbusowe pamiętaj, aby pod łapą maszyny nie znajdowały się dłonie ani
stopy, aby ograniczyć ryzyko urazów. Jedna łapa maszyny waży ok. 20 kg.
Instrukcja eksploatacji SIPLACE seria X
Od wersji oprogramowania SR.70x.xx Ustawianie i uruchamianie
Wydanie 01/2011 Ustawianie automatu
235
→ Poluzuj ostrożnie obie śruby imbusowe M24x90 (poz. 2 na rys. 4.3 - 6, strona 234) nasadką
do wkrętaka (rozwartość klucza 19 mm) tak, aby zewnętrzna łapa maszyny (poz. 1 na rys.
4.3 - 6
, strona 234) powoli ześlizgiwała się do dołu do oporu.
→ Wyreguluj łapę maszyny odpowiednią do wysokości transportera płytek drukowanych.
Zewnętrzne łapy maszyny występują w dwóch wykonaniach: 4
–zewnętrzna łapa maszyny do wysokości transportera płytek drukowanych 830 mm, dłu-
gość 369 mm, nr kat. 03041008-01 (poz. 1 na rys. 4.3 - 3
, strona 231)
–zewnętrzna łapa maszyny do wysokości transportera płytek drukowanych 900 930 i 950
mm, długość 439 mm, nr kat. 03000890-02 (poz. 2 na rys. 4.3 - 3
strona 231)
→ Wykonaj wstępne ustawienie dla każdej zewnętrznej łapy maszyny.
Odległość między spodem łapy maszyny i dolną krawędzią maszyny powinna mieć wartości
zgodne z poniższą tabelą.
→ Wyjustuj śrubę regulacyjną M24x2x120 (poz. 3 na rys. 4.3 - 6
, strona 234)
kluczem widełkowym RK 36 tak, aby zostały osiągnięte odstępy wg powyższej tabeli odpo-
wiadające odnośnej wysokości transportera.
→ Teraz opuść automat ostrożnie wózkiem widłowym a łapy maszyny równomiernie zetkną się
z podłożem. W każdym przypadku druga osoba powinna kontrolować stabilność automatu w
trakcie opuszczania. W razie potrzeby należy nieco poluzować zacisk zewnętrznych łap ma-
szyny.
→ Opuszczaj automat ostrożnie dalej aż zewnętrzne łapy maszyny zetkną się ze śrubami regu-
lacyjnymi M24x2x120 (poz. 3 na rys. 4.3 - 6
, strona 234) do justowania wysokości.
→ Zwróć uwagę, aby środkowe łapy maszyny (patrz punkt 2 na rys. 4.3 - 3
, strona 231) jeszcze
nie stykały się z podłożem. W razie potrzeby wkręć jeszcze trochę środkowe łapy maszyny
w automat lub element dystansowy.
WSKAZÓWKA 4
Opis ostatecznego justowania automatu znajduje się w punkcie 4.3.18, strona 279.
Wysokość transportera
płytek drukowanych
Odstęp między spodem łapy maszyny
i dolną krawędzią ramy maszyny
830mm 120mm
900mm 190mm
930mm 220mm
950mm 240mm
Instrukcja eksploatacji SIPLACE seria X
Ustawianie i uruchamianie Od wersji oprogramowania SR.70x.xx
Ustawianie automatu Wydanie 01/2011
236
4.3.5 Montaż zestawów do montażu do ramy maszyny
4.3.5.1 Montaż zestawu do montażu po stronie wyjściowej płytek drukowanych
W dostarczonym automacie zestaw do montażu po stronie wyjściowej płytek drukowanych i po
stronie transportera odbiorczego płytek drukowanych są zdemontowane. Aby zamontować ze-
staw do montażu po stronie wyjściowej płytek drukowanych, wykonaj następujące czynności.
– Montaż transportera odbiorczego
patrz punkt 4.3.6, strona 237
– Zestaw do montażu po stronie wyjściowej płytek drukowanych
patrz punkt 4.3.7, strona 238
– Instalacja panelu osi patrz punkt 4.3.8, strona 244
– Montaż lampki sygnalizacyjnej patrz punkt 4.3.14, strona 268
– Integracja automatu w linii produkcyjnej patrz punkt 4.3.17, strona 276
– Końcowe justowanie automatu patrz punkt 4.3.18, strona 279
4.3.5.2 Montaż zestawu do montażu po stronie wejściowej płytek drukowanych
Jeżeli ze względów transportowych zdemontowany był także zestaw do montażu po stronie wej-
ściowej pytek drukowanych, przed wbudowaniem automatu w linię (patrz punkt 4.3.17
, strona
276
), należy wykonać jeszcze następujące czynności.
– Montaż transportera załadowczego
patrz punkt 4.3.9, strona 252
– Montaż zestawu do montażu po stronie wejściowej płytek drukowanych
patrz punkt 4.3.10, strona 254
– Instalacja panelu Box PC w automacie SIPLACE X4I patrz punkt 4.3.12, strona 263
– Instalacja panelu osi patrz punkt 4.3.13, strona 266
– Montaż lampki sygnalizacyjnej patrz punkt 4.3.14, strona 268
– Integracja automatu w linii produkcyjnej patrz punkt 4.3.17, strona 276
– Końcowe justowanie automatu patrz punkt 4.3.18, strona 279