00196512-02_UM_X-Serie_SR705_PL.pdf - 第316页
Instrukcja eksploatacji S IPLACE seria X Zadania przy maszynie Od wersji oprogramowania SR.70x.xx Wskazania stanu za pomoc ą lampek sygnalizac yjnych Wydanie 01/2011 316 5.7.3 Zielone lampki sygnalizacyjne Z ka ż dej str…
Instrukcja eksploatacji SIPLACE seria X
Od wersji oprogramowania SR.70x.xx Zadania przy maszynie
Wydanie 01/2011 Wskazania stanu za pomocą lampek sygnalizacyjnych
315
5.7 Wskazania stanu za pomocą lampek sygnalizacyj-
nych
Lampki sygnalizacyjne sygnalizują stany robocze i błędy w działaniu automatu.
5.7.1 Opis funkcji
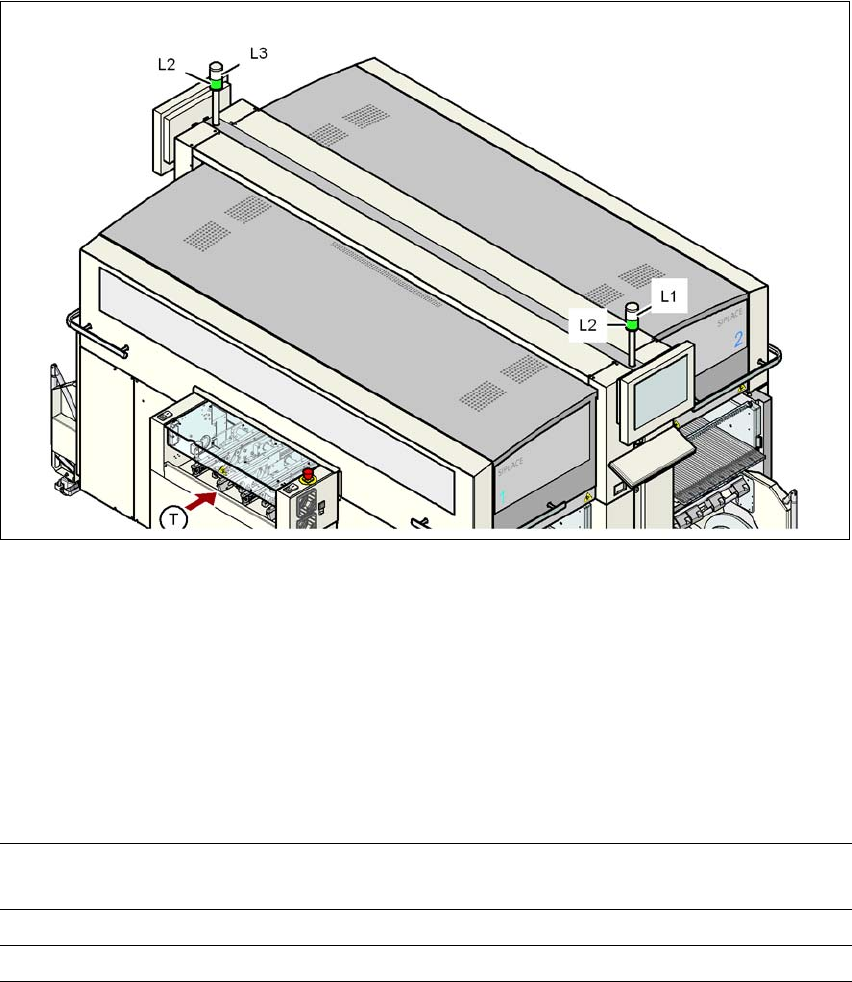
Rys. 5.7 - 1 Lampki sygnalizacyjne stanów pracy
L1 Lampka sygnalizacyjna biała, prawa
L2 Lampka sygnalizacyjna zielona, obie lampki są połączone równolegle
L3 Lampka sygnalizacyjna biała, lewa
T Kierunek transportu płytek drukowanych
5
5
5.7.2 Częstotliwości migania
5
Miganie normalne Zielona lampka sygnalizacyjna: 700 ms wył., 700 ms wł.
Biała lampka sygnalizacyjna: 500 ms wył., 500 ms wł.
Krótkie miganie 100 ms wł., 1000 ms wył.
Szybkie miganie 100 ms wł., 200 ms wył.
Instrukcja eksploatacji SIPLACE seria X
Zadania przy maszynie Od wersji oprogramowania SR.70x.xx
Wskazania stanu za pomocą lampek sygnalizacyjnych Wydanie 01/2011
316
5.7.3 Zielone lampki sygnalizacyjne
Z każdej strony jest jedna zielona lampka. Obie są połączone równolegle, dzięki czemu działają
zawsze synchronicznie. Zielona lampka sygnalizuje, że automat znajduje się w trybie produkcji
lub że został zatrzymany.
WSKAZÓWKA 5
W trakcie cyklu wzorcowania, ręcznej funkcji lub kalibrowania świeci kombinacja zielonych i bia-
łych lampek - patrz punkt 5.7.5, strona 320.
Stan Znaczenie
Wył. Automat został zatrzymany (przez operatora lub alarm)
Miganie normalne Automat pracuje w trybie produkcji, ale aktualnie nie produkuje z
jednego z następujących powodów:
– Czekanie na PD w strefie wejściowej
– i/lub czekanie na zwolnienie strefy wyjściowej
("zator w transporcie" bądź czekanie na odbiór płytki drukowanej)
Krótkie miganie Automat został zatrzymany
i
Automat nie może aktualnie produkować: coś musi być jeszcze wyko-
nane, na przykład:
– Czekanie na zlecenie i dane uzbrojenia
– Cykl wzorcowania, jego część (na przykład: wykrycie pozycji mo-
dułu podajnikowego, sprawdzenie konfiguracji pipet).
– Przed rozpoczęciem produkcji konieczny jest przesuw osi.
Wł. Automat produkuje mimo wyprowadzenia ostrzeżenia.
Instrukcja eksploatacji SIPLACE seria X
Od wersji oprogramowania SR.70x.xx Zadania przy maszynie
Wydanie 01/2011 Wskazania stanu za pomocą lampek sygnalizacyjnych
317
5.7.4 Białe lampki sygnalizacyjne
Z każdej strony jest jedna biała lampka. Każda lampka jest wysterowywana indywidualnie.
Białe lampki sygnalizują,
– że zostało wyprowadzone ostrzeżenie
a
albo alarm
b
(wg specyfikacji w FRS (Feature
Requirements Specification) operatora oprogramowania automatu).
–typ ostrzeżenia lub alarmu.
– stanowisko odnośnego automatu.
5.7.4.1 Stanowiska
a) Ostrzeżenie to komunikat, informujący operatora o będzie, który wkrótce będzie wymagał ingerencji operatora.
Operator może przez pewien czas ignorować ten komunikat. Na koniec komunikat ten zostanie jednak wyprowa-
dzony jako alarm.
b) Alarm jest to komunikat, informujący o zatrzymaniu automatu. Ingerencja operatora jest niezbędna natychmiast.
Odnośna lampka Odnośne stanowisko
Lewa lampka Zespół po lewej stronie transportera, na przykład:
–stół
–MTC
–moduł podajnikowy
– podstawa magazynka powierzchniowego
– zmieniacz pipet
– portal, jeżeli w każdej sekcji uzbrajania są po dwa portale
–głowica lub część głowicy (segment, pipeta ...), jeżeli w każdej
sekcji uzbrajania są po dwa portale
– ścieżka transportowa w konfiguracji TPD
–płytka drukowana w konfiguracji TPD
(wyjątek: problemy z markami)
– karta elektroniki, dostępna z tej strony automatu
W tym przypadku pozostałe lampki nie zmieniają stanu.
W automacie czteroportalowym są to strony o numerach 3 i 4.
Prawa lampka Zespół z prawej strony transportera, podobnie jak lewa lampka.
W automacie czteroportalowym są to strony o numerach 1 i 2.