00195724-0102_UM_X-Serie_SR605_IT - 第24页
1 Introduzione Manuale per l’uso SIPLA CE serie X 1.1 Descrizione della macchina A partire dalla versione di software SR.605.xx Edizione 07/2008 IT 24 – Caricatore d ella c inghia S L da 3 x 8 mm SL signif ica shutter le…
Manuale per l’uso SIPLACE serie X 1 Introduzione
A partire dalla versione di software SR.605.xx Edizione 07/2008 IT 1.1 Descrizione della macchina
23
Elevata flessibilità, economia e sicurezza dell'allestimento sono i garanti dell'elevata produttività
della serie SIPLACE X. I tempi minimi d'inattività della macchina aumentano il grado d'utilizzo e
contribuiscono quindi all'incremento della produttività.
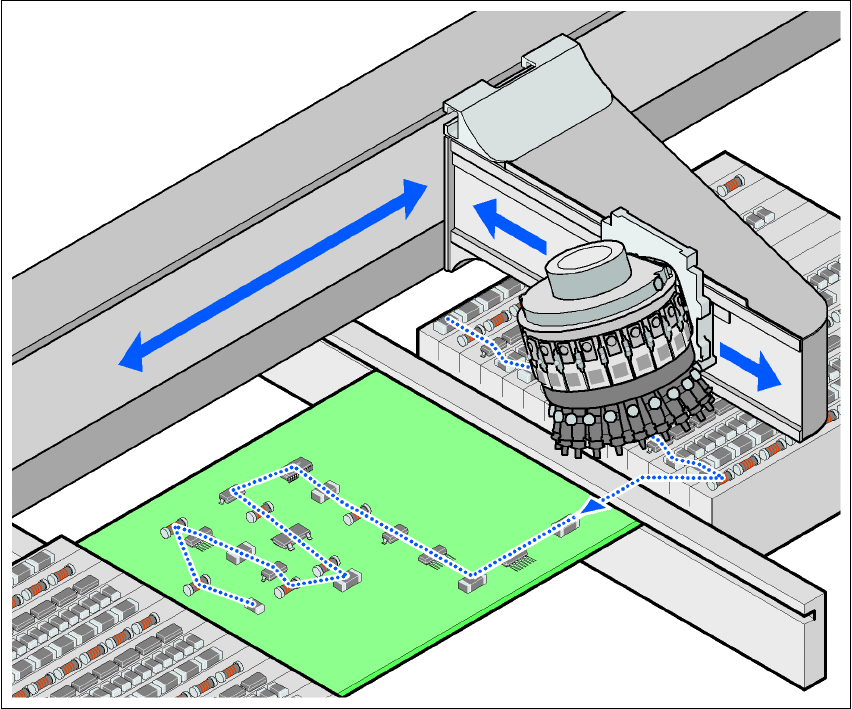
1
Fig. 1.1 - 1 Principio di montaggio in base al procedimento Collect&Place
1.1.5 Nuove opzioni e caratteristiche
Per completare le funzioni del dispositivo automatico vengono offerte le seguenti nuove opzioni:
– SIPLACE XPL
L'opzione "SIPLACE serie X Productivity Lane" al centro del trasporto doppio CS consente
di superare circuiti stampati nei dispositivi automatici di montaggio. Come nel caso del solle-
vatore Productivity si realizza la parallelizzazione del dispositivo automatico di montaggio.
Questa terza traccia di trasporto è visualizzabile dall'alto e funziona anche a cappa di prote-
zione aperta. In questo modo è possibile seguire il percorso del circuito stampato attraverso
il dispositivo automatico di montaggio a fini di controllo.
– SIPLACE XPS
L'opzione SIPLACE serie X Productivity Shuttle distribuisce nel lato d'entrata/d'uscita del dis-
positivo automatico o linea di montaggio i circuiti stampati da montare sulla traccia di tras-
porto desiderata del trasporto doppio CS o sul SIPLACE XPL.
1 Introduzione Manuale per l’uso SIPLACE serie X
1.1 Descrizione della macchina A partire dalla versione di software SR.605.xx Edizione 07/2008 IT
24
– Caricatore della cinghia SL da 3x8mm
SL significa shutterless, quindi senza copertura CO. La mancanza di pezzi meccanici non ne-
cessari fa sì che si riducano le spese d'acquisto e di manutenzione per questo caricatore. 1
– Riconoscimento dei punti d'impiombatura per i caricatori della cinghia S
Il dispositivo automatico può essere munito in via extra anche del riconoscimento dei punti
d'impiombatura per i caricatori della cinghia S.
– Scambiatore automatico di vassoi
Lo scambiatore automatico di vassoi è agganciabile ai seguenti posti dei dispositivi automa-
tici di montaggio X2 e X3:
SIPLACE X2: posti 2 e 4
SIPLACE X3: posto 2
– LDU-X
La Linear Dipping Unit X (unità d'immersione lineare X) serve a immergere nel fondente com-
ponenti Flip Chip e CSP.
Manuale per l’uso SIPLACE serie X 1 Introduzione
A partire dalla versione di software SR.605.xx Edizione 07/2008 IT 1.1 Descrizione della macchina
25
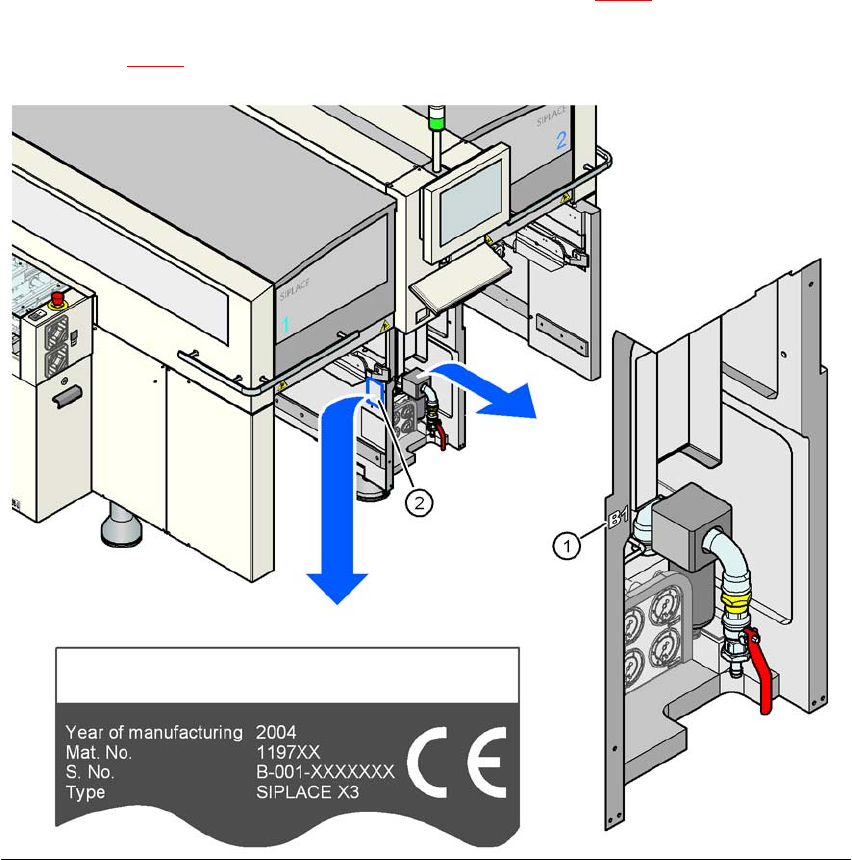
1.1.6 Numero di serie del dispositivo automatico
Il numero di serie del dispositivo automatico si può trovare in due punti.
– Senza zeri davanti, p.e. B-1, il numero di serie è fissato sul lato sinistro del telaio della mac-
china sul lato dell'innesto pneumatico (vedi la Pos. 1 nella Fig. 1.1 - 2
).
– Preceduto da zeri, p.e. B-001, il numero di serie è punzonato nella targhetta (vedi la Pos. 2
nella Fig. 1.1 - 2
).
1
Fig. 1.1 - 2 Punti contrassegnati dal numero di serie nel dispositivo automatico